六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)及鞋型加工工藝的制作方法
本發(fā)明涉及智能編織,尤其涉及六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)及鞋型加工工藝。
背景技術(shù):
1、目前,在加工一些三維形狀的編織物時(shí),常見的加工方式是加工多個(gè)單層或多層的平面編織品(這多層平面編織品可具有不同的編織圖案及層數(shù)),然后將多個(gè)平面編織品結(jié)合待加工三維形狀需求進(jìn)行三維塑形,裁剪等操作。其中,在對(duì)上述每一個(gè)平面編織品進(jìn)行加工時(shí),是采用在設(shè)有多個(gè)定位鉚釘?shù)钠矫驷敯迳线M(jìn)行絲線纏繞,具體是自動(dòng)編織機(jī)的編織頭根據(jù)預(yù)先設(shè)置的帶動(dòng)絲線在平面釘板上的多個(gè)定位鉚釘之間進(jìn)行環(huán)繞從而得到編織品。可見,采用上述先加工多個(gè)平面編織品,再結(jié)合待加工三維形狀需求進(jìn)行三維塑形,裁剪等操作的加工方式得到三維形狀的編織品的加工效率低下。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明實(shí)施例提供了六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)及鞋型加工工藝,旨在解決現(xiàn)有技術(shù)方法中采用自動(dòng)編織機(jī)和釘板先加工多個(gè)平面編織品,再結(jié)合待加工三維形狀需求進(jìn)行三維塑形,裁剪等操作的加工方式得到三維形狀的編織品的加工效率低下的問題。
2、第一方面,本發(fā)明實(shí)施例提供了一種六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,該方法應(yīng)用于六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),所述六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;所述控制器、所述三維編織工位、所述編織組件和所述熱處理組件均設(shè)于所述編織機(jī)本體上;所述儲(chǔ)絲組件設(shè)于所述編織組件上;所述三維編織工位上設(shè)有可更換的編織物粘接固定三維模型;所述儲(chǔ)絲組件、所述編織組件和所述熱處理組件與所述控制器連接;所述六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝包括:
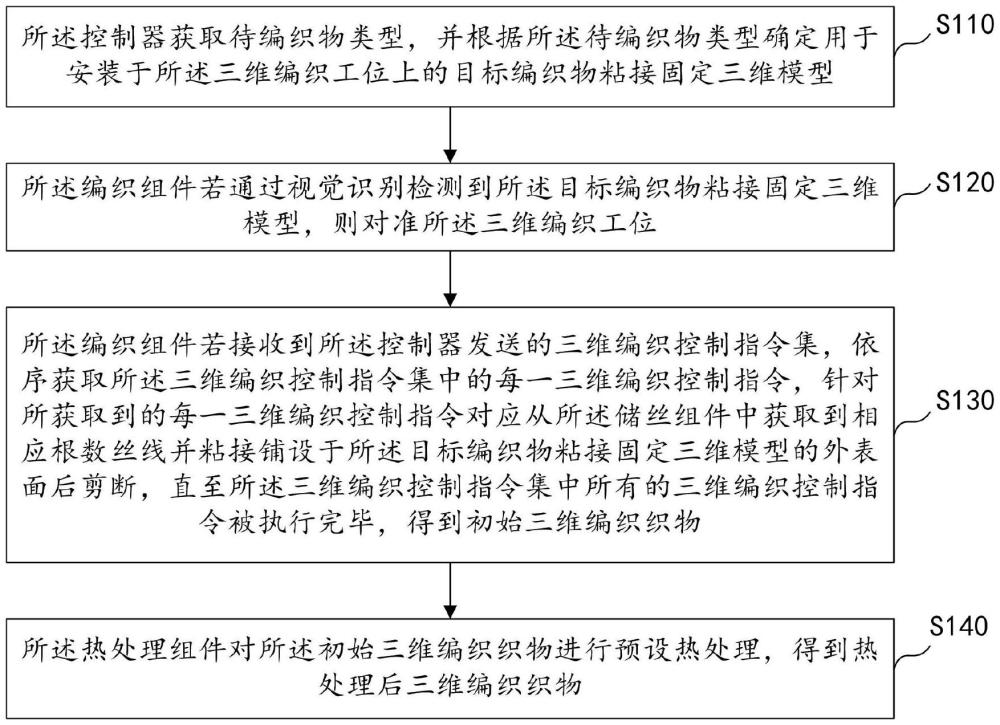
3、所述控制器獲取待編織物類型,并根據(jù)所述待編織物類型確定用于安裝于所述三維編織工位上的目標(biāo)編織物粘接固定三維模型;
4、所述編織組件若通過視覺識(shí)別檢測(cè)到所述目標(biāo)編織物粘接固定三維模型,則對(duì)準(zhǔn)所述三維編織工位;
5、所述編織組件若接收到所述控制器發(fā)送的三維編織控制指令集,依序獲取所述三維編織控制指令集中的每一三維編織控制指令,針對(duì)所獲取到的每一三維編織控制指令對(duì)應(yīng)從所述儲(chǔ)絲組件中獲取到相應(yīng)根數(shù)絲線并粘接鋪設(shè)于所述目標(biāo)編織物粘接固定三維模型的外表面后剪斷,直至所述三維編織控制指令集中所有的三維編織控制指令被執(zhí)行完畢,得到初始三維編織織物;
6、所述熱處理組件對(duì)所述初始三維編織織物進(jìn)行預(yù)設(shè)熱處理,得到熱處理后三維編織織物。
7、第二方面,本發(fā)明實(shí)施例提供了一種六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),其包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;所述控制器、所述三維編織工位、所述編織組件和所述熱處理組件均設(shè)于所述編織機(jī)本體上;所述儲(chǔ)絲組件設(shè)于所述編織組件上;所述三維編織工位上設(shè)有可更換的編織物粘接固定三維模型;所述儲(chǔ)絲組件、所述編織組件和所述熱處理組件與所述控制器連接;
8、所述控制器,用于獲取待編織物類型,并根據(jù)所述待編織物類型確定用于安裝于所述三維編織工位上的目標(biāo)編織物粘接固定三維模型;
9、所述編織組件,用于若通過視覺識(shí)別檢測(cè)到所述目標(biāo)編織物粘接固定三維模型,則對(duì)準(zhǔn)所述三維編織工位;
10、所述編織組件,還用于若接收到所述控制器發(fā)送的三維編織控制指令集,依序獲取所述三維編織控制指令集中的每一三維編織控制指令,針對(duì)所獲取到的每一三維編織控制指令對(duì)應(yīng)從所述儲(chǔ)絲組件中獲取到相應(yīng)根數(shù)絲線并粘接鋪設(shè)于所述目標(biāo)編織物粘接固定三維模型的外表面后剪斷,直至所述三維編織控制指令集中所有的三維編織控制指令被執(zhí)行完畢,得到初始三維編織織物;
11、所述熱處理組件,用于對(duì)所述初始三維編織織物進(jìn)行預(yù)設(shè)熱處理,得到熱處理后三維編織織物。
12、第三方面,本發(fā)明實(shí)施例又提供了一種編織物,所述編織物中的至少一層編織層采用如上述第一方面所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝得到。
13、本發(fā)明實(shí)施例提供了六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝、系統(tǒng)及編織物,應(yīng)用于六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;控制器、三維編織工位、編織組件和熱處理組件均設(shè)于編織機(jī)本體上;儲(chǔ)絲組件設(shè)于編織組件上;三維編織工位上設(shè)有可更換的編織物粘接固定三維模型;儲(chǔ)絲組件、編織組件和熱處理組件與控制器連接;六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝包括:控制器獲取待編織物類型,并根據(jù)待編織物類型確定用于安裝于三維編織工位上的目標(biāo)編織物粘接固定三維模型;編織組件若通過視覺識(shí)別檢測(cè)到目標(biāo)編織物粘接固定三維模型,則對(duì)準(zhǔn)三維編織工位;編織組件若接收到控制器發(fā)送的三維編織控制指令集,依序獲取三維編織控制指令集中的每一三維編織控制指令,針對(duì)所獲取到的每一三維編織控制指令對(duì)應(yīng)從儲(chǔ)絲組件中獲取到相應(yīng)根數(shù)絲線并粘接鋪設(shè)于目標(biāo)編織物粘接固定三維模型的外表面后剪斷,直至三維編織控制指令集中所有的三維編織控制指令被執(zhí)行完畢,得到初始三維編織織物;熱處理組件對(duì)初始三維編織織物進(jìn)行預(yù)設(shè)熱處理,得到熱處理后三維編織織物。通過上述方法,可以直接由編織組件基于三維編織控制指令集中的每一三維編織控制指令將從儲(chǔ)絲組件中拉出的絲線粘接于安裝于三維編織工位上的目標(biāo)編織物粘接固定三維模型上后得到初始三維編織織物,無(wú)需先加工多個(gè)平面編織物再塑形成三維模型,提高了獲得三維形狀的編織品的加工效率。
技術(shù)特征:
1.一種六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,應(yīng)用于六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),其特征在于,所述六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;所述控制器、所述三維編織工位、所述編織組件和所述熱處理組件均設(shè)于所述編織機(jī)本體上;所述儲(chǔ)絲組件設(shè)于所述編織組件上;所述三維編織工位上設(shè)有可更換的編織物粘接固定三維模型;所述儲(chǔ)絲組件、所述編織組件和所述熱處理組件與所述控制器連接;所述六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝包括:
2.根據(jù)權(quán)利要求1所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,所述控制器獲取待編織物類型,并根據(jù)所述待編織物類型確定用于安裝于所述三維編織工位上的目標(biāo)編織物粘接固定三維模型,包括:
3.根據(jù)權(quán)利要求1所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,所述編織組件包括圖像采集模塊;
4.根據(jù)權(quán)利要求3所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,所述編織組件還包括運(yùn)動(dòng)驅(qū)動(dòng)模塊、絲線運(yùn)輸模塊、拉線模塊、旋轉(zhuǎn)控制模塊和剪線模塊;
5.根據(jù)權(quán)利要求4所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,所述獲取與所述三維編織控制指令對(duì)應(yīng)的絲線總根數(shù)和絲線粘黏三維空間位置信息,包括:
6.根據(jù)權(quán)利要求1所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,在所述編織組件若通過視覺識(shí)別檢測(cè)到所述目標(biāo)編織物粘接固定三維模型,則對(duì)準(zhǔn)所述三維編織工位的步驟之后,還包括:
7.根據(jù)權(quán)利要求1所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,所述熱處理組件為吹風(fēng)模塊,以用于吹出熱風(fēng)或壓縮空氣;
8.根據(jù)權(quán)利要求1所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)的鞋型加工工藝,其特征在于,在所述熱處理組件對(duì)所述初始三維編織織物進(jìn)行預(yù)設(shè)熱處理,得到熱處理后三維編織織物之后,還包括:
9.一種六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),其特征在于,包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;所述控制器、所述三維編織工位、所述編織組件和所述熱處理組件均設(shè)于所述編織機(jī)本體上;所述儲(chǔ)絲組件設(shè)于所述編織組件上;所述三維編織工位上設(shè)有可更換的編織物粘接固定三維模型;所述儲(chǔ)絲組件、所述編織組件和所述熱處理組件與所述控制器連接;
10.根據(jù)權(quán)利要求9所述的六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng),其特征在于,所述控制器獲取待編織物類型,并根據(jù)所述待編織物類型確定用于安裝于所述三維編織工位上的目標(biāo)編織物粘接固定三維模型,包括:
技術(shù)總結(jié)
本發(fā)明公開了六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)及鞋型加工工藝、系統(tǒng)及編織物,六維度立體纏繞線脈絡(luò)鞋型控制系統(tǒng)包括編織機(jī)本體、控制器、三維編織工位、儲(chǔ)絲組件、編織組件和熱處理組件;控制器、三維編織工位、編織組件和熱處理組件均設(shè)于編織機(jī)本體上;儲(chǔ)絲組件設(shè)于編織組件上;三維編織工位上設(shè)有可更換的編織物粘接固定三維模型。通過上述方法,可以直接由編織組件基于三維編織控制指令集中的每一三維編織控制指令將從儲(chǔ)絲組件中拉出的絲線粘接于安裝于三維編織工位上的目標(biāo)編織物粘接固定三維模型上后得到初始三維編織織物,無(wú)需先加工多個(gè)平面編織物再塑形成三維模型,提高了獲得三維形狀的編織品的加工效率。
技術(shù)研發(fā)人員:張彩萍
受保護(hù)的技術(shù)使用者:迪賽福創(chuàng)新技術(shù)(深圳)有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/3/20
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!