一種錐形紡紗筒加工方法與流程
本發(fā)明涉及紡織加工方法,具體涉及一種錐形紡紗筒加工方法。
背景技術(shù):
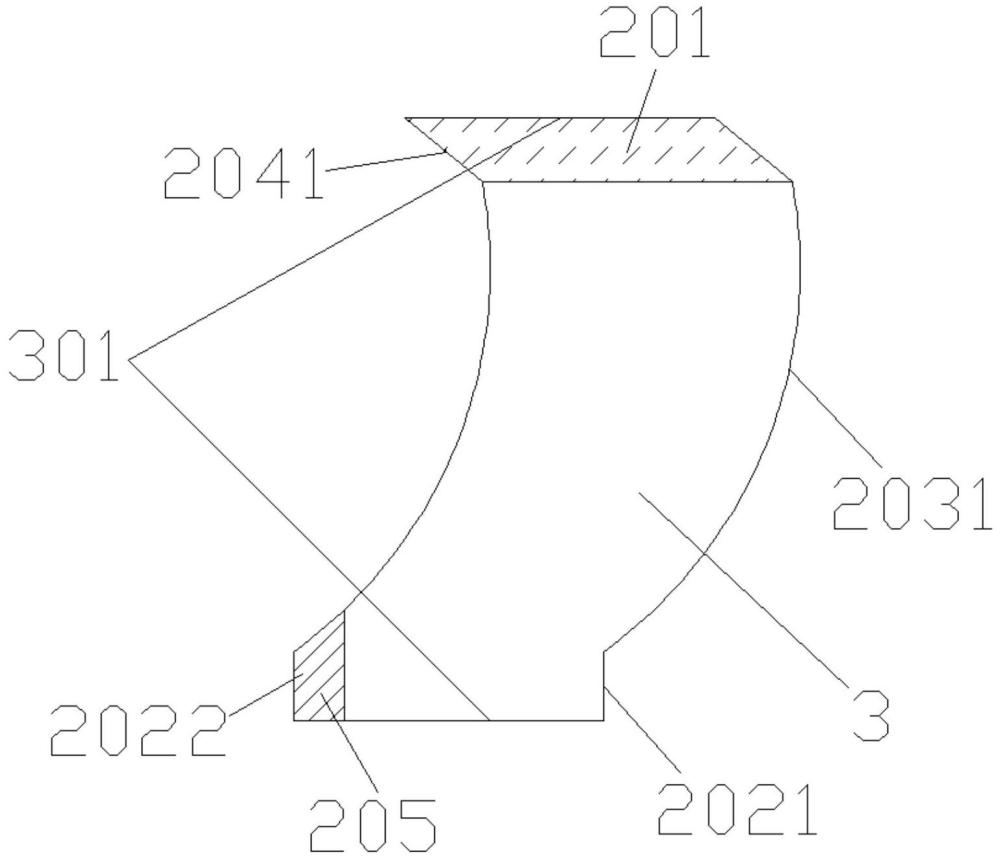
1、紡紗筒在織布領(lǐng)域用于纏繞紗線,常見(jiàn)有錐形、柱形等形狀,有通過(guò)卷紙制成的紙質(zhì)筒,也有通過(guò)注塑制作而成的塑料筒。紙質(zhì)紡紗筒制作時(shí),先將成卷的原料紙帶安裝到設(shè)備上,紙帶在送紙機(jī)構(gòu)牽引作用下展開(kāi),然后依次經(jīng)歷給紙帶打磨、涂膠水、切割成特定形狀的紙塊、將紙塊卷成紙筒、將紙筒烘烤定型和將紙筒兩端磨制光滑等工序,得到紡紗筒成品。錐形紡紗筒較柱形紡紗筒紗線容易退繞,不易脫邊等諸多優(yōu)點(diǎn),在整個(gè)紡紗工藝流程中,錐形紡紗筒是不可缺少的紗線組織形式。面對(duì)下道工序的需要和減少停機(jī)次數(shù),許多工序往往要求必須使用錐形筒紗,即必須使用錐形紡紗筒。但是錐形紡紗筒與規(guī)則的圓柱形紡紗筒相比,制作比較復(fù)雜,生產(chǎn)過(guò)程也會(huì)出現(xiàn)種種問(wèn)題,影響生產(chǎn)效率。為保證錐形紡紗筒成品在轉(zhuǎn)動(dòng)時(shí)(即退線使用時(shí))對(duì)紗線影響較小,在制作錐形紡紗筒時(shí),往往會(huì)對(duì)原料紙邊緣間歇性的切除大致16cm左右(約為0.128平方米,與錐形紡紗筒型號(hào)有關(guān))基本呈三角型的廢料,并且每塊卷成紙筒的特定形狀的紙塊均需要切除該三角型廢料。這是因?yàn)槿绮皇孪葘⒃撊切蛷U料切除,在紙塊卷成紙筒時(shí)該三角型廢料會(huì)卷覆在錐形紡紗筒最外層,導(dǎo)致錐形紡紗筒最外層存在大面積的楔角層(即雙交叉斜邊,如圖1所示),楔角層會(huì)影響紗線的纏繞質(zhì)量以及退線是否順暢,越是細(xì)的紗線,使用到接近錐形紡紗筒底層紗線時(shí),退線不順越是明顯,甚至?xí)斐杉喚€斷線,造成織品殘次,甚至導(dǎo)致紡織線停機(jī)。因此常規(guī)的錐形紡紗筒制作方式均是在形成特定形狀的紙塊(如圖2、圖3所示,圖2為常規(guī)的紙塊和三角型廢料,圖3為原料紙裁切效果)前預(yù)先切除該三角型廢料,當(dāng)然,僅是為了消除楔角層也可以切除大于該三角型廢料的尺寸,但切除的尺寸越大,廢料越多,對(duì)應(yīng)的錐形紡紗筒強(qiáng)度越低,16cm左右基本呈三角型的廢料是常規(guī)的錐形紡紗筒制作方式中在保證強(qiáng)度的前提下切除材料最少,使用原料最少的加工方式。這樣,錐形紡紗筒最外層僅有一個(gè)斜邊,而不是雙交叉斜邊,紗線的纏繞質(zhì)量高,退線順暢。但該種加工方式由于三角型廢料的存在導(dǎo)致錐形紡紗筒制作成本還是偏高。例如50克重的大五度規(guī)格錐形紡紗筒,其每噸原料紙大約僅能加工出1.5萬(wàn)個(gè)錐形紡紗筒,廢料占比約為25%,并且加工刀具多,維護(hù)成本高。除此之外,由于需要對(duì)錐形紡紗筒最外層的紙面邊緣進(jìn)行打磨,使錐形紡紗筒最外層更為平滑,保證退線順暢同時(shí)錐形紡紗筒最外層卷覆質(zhì)量更高,而三角型廢料的工藝限制使得常規(guī)錐形紡紗筒制作方式的打磨裝置通常與原料紙行進(jìn)方向傾斜并且每個(gè)紙塊打磨長(zhǎng)度至少為22cm,因此打磨裝置需要斜伸入生產(chǎn)線至少22cm以上,不僅給日常維護(hù)帶來(lái)不便,還極易造成原料紙跑偏。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的是提供一種錐形紡紗筒加工方法,該錐形紡紗筒加工方法產(chǎn)生的廢料少,原料成本低,原料紙不易跑偏,日常維護(hù)便捷。
2、為實(shí)現(xiàn)上述目的,本發(fā)明采取以下技術(shù)方案:
3、一種錐形紡紗筒加工方法,包括步驟s1:將卷狀的卷制錐形紡紗筒的原料紙展開(kāi);
4、s2:對(duì)展開(kāi)的所述原料紙進(jìn)行打磨;
5、s3:對(duì)打磨后的原料紙涂膠;
6、s4:對(duì)涂膠后的原料紙裁切,使原料紙分割成若干個(gè)特定形狀的紙塊;
7、s5:將紙塊卷制成錐形;
8、s6:對(duì)卷制成錐形的紙塊兩端進(jìn)行裁切;
9、s7:下料,得到錐形紡紗筒;其特征在于,在所述步驟s2中,對(duì)展開(kāi)的所述原料紙的紙面邊緣進(jìn)行打磨并使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶。
10、優(yōu)選的,在所述步驟s2中,當(dāng)對(duì)展開(kāi)的原料紙的紙面邊緣進(jìn)行打磨,使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶時(shí),對(duì)原料紙的遠(yuǎn)打磨帶側(cè)進(jìn)行同步夾緊使原料紙遠(yuǎn)打磨帶側(cè)停止前進(jìn)。
11、優(yōu)選的,在所述步驟s1和步驟s2之間還有步驟s12:間歇性的對(duì)展開(kāi)的原料紙紙面寬度方向進(jìn)行夾緊使原料紙停止前進(jìn),當(dāng)原料紙紙面寬度方向被夾緊時(shí),對(duì)展開(kāi)的原料紙的紙面邊緣進(jìn)行打磨,使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶,同時(shí)對(duì)原料紙的遠(yuǎn)打磨帶側(cè)進(jìn)行同步夾緊使原料紙遠(yuǎn)打磨帶側(cè)停止前進(jìn)。
12、優(yōu)選的,在所述步驟s2中,原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶后,還需要對(duì)遠(yuǎn)打磨帶側(cè)進(jìn)行打磨,使原料紙遠(yuǎn)打磨帶側(cè)的紙面邊緣形成間斷的打磨面,并且打磨帶在展開(kāi)的原料紙下面,打磨面在展開(kāi)的原料紙上面;所述步驟s4中的紙塊具有兩平行的行進(jìn)邊、兩平行的弧形邊、兩平行的平邊和兩平行的斜邊,兩平行的行進(jìn)邊為原料紙紙面邊緣并且打磨帶在其中一行進(jìn)邊上,兩平行的弧形邊分別在其中一平邊和其中一斜邊之間,并且分別與對(duì)應(yīng)的平邊、斜邊銜接,打磨面在其中一平邊邊緣。
13、優(yōu)選的,在所述步驟s2中,原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶后,對(duì)打磨帶側(cè)進(jìn)行間歇性的一次裁切,使原料紙打磨帶側(cè)的紙面邊緣形成若干個(gè)平行斜邊;原料紙遠(yuǎn)打磨帶側(cè)的紙面邊緣形成間斷的打磨面后,對(duì)打磨面?zhèn)冗M(jìn)行間歇性的二次裁切,使原料紙打磨面?zhèn)鹊募埫孢吘壭纬扇舾蓚€(gè)平行平邊;在所述步驟s4中,對(duì)涂膠后的原料紙中部進(jìn)行間歇性的三次裁切,使涂膠后的原料紙紙面中部形成弧形邊,弧形邊兩端分別與斜邊、平邊銜接;在所述步驟s4與步驟s5之間還有步驟s45:紙塊的打磨面背側(cè)吸附在錐形模輥上;步驟s5中,利用錐形模輥轉(zhuǎn)動(dòng)帶動(dòng)紙塊實(shí)現(xiàn)卷制;在步驟s6中,對(duì)卷制成錐形的紙塊兩端進(jìn)行裁切后,錐形模輥朝向卷制成錐形的紙塊排氣。
14、優(yōu)選的,所述步驟s1至s7均在錐形紡紗筒加工設(shè)備上實(shí)現(xiàn),所述錐形紡紗筒加工設(shè)備包括機(jī)架,在所述機(jī)架上設(shè)有送紙機(jī)構(gòu)和主打磨組件;在所述步驟s1中,利用送紙機(jī)構(gòu)將卷狀的原料紙展開(kāi),原料紙?jiān)谒图垯C(jī)構(gòu)帶動(dòng)在機(jī)架上運(yùn)動(dòng);在所述步驟s2中,采用主打磨組件對(duì)展開(kāi)的所述原料紙的紙面邊緣進(jìn)行打磨并使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶;所述主打磨組件包括第一打磨部件和與第一打磨部件上下對(duì)應(yīng)的第一壓板,第一壓板間歇性的壓在原料紙的紙面邊緣并將原料紙的紙面邊緣抵在第一打磨部件上;或者第一打磨部件間歇性的壓在原料紙的紙面邊緣并將原料紙的紙面邊緣抵在第一壓板上;所述第一打磨部件為與原料紙前進(jìn)方向平行的第一磨輪或第一磨輥。
15、優(yōu)選的,在所述步驟s2中,通過(guò)在所述機(jī)架上設(shè)置主壓停機(jī)構(gòu)實(shí)現(xiàn)間歇性的對(duì)展開(kāi)的原料紙紙面寬度方向進(jìn)行夾緊使原料紙停止前進(jìn),通過(guò)在所述機(jī)架上設(shè)置輔壓停機(jī)構(gòu)實(shí)現(xiàn)對(duì)原料紙的遠(yuǎn)打磨帶側(cè)進(jìn)行同步夾緊使原料紙遠(yuǎn)打磨帶側(cè)停止前進(jìn);所述主壓停機(jī)構(gòu)包括支撐輥和可間歇性抵在支撐輥上的壓緊頭,原料紙經(jīng)壓緊頭與支撐輥之間的間隙行進(jìn)至主打磨組件并且當(dāng)壓緊頭抵在支撐輥上時(shí),原料紙停止向主打磨組件行進(jìn),實(shí)現(xiàn)間歇性的對(duì)展開(kāi)的原料紙紙面寬度方向進(jìn)行夾緊使原料紙停止前進(jìn);所述輔壓停機(jī)構(gòu)包括上下對(duì)應(yīng)設(shè)置的上壓緊件和下壓緊件,當(dāng)主打磨組件對(duì)所述原料紙的紙面邊緣進(jìn)行打磨時(shí),上壓緊件和下壓緊件相抵,實(shí)現(xiàn)原料紙的遠(yuǎn)打磨帶側(cè)同步夾緊使原料紙遠(yuǎn)打磨帶側(cè)停止前進(jìn);通過(guò)在所述機(jī)架上設(shè)置輔打磨組件使原料紙遠(yuǎn)打磨帶側(cè)的紙面邊緣形成間斷的打磨面,所述輔打磨組件包括第二打磨部件和與第二打磨部件上下對(duì)應(yīng)的第二壓板,第二打磨部件和與第二壓板設(shè)置在打磨帶對(duì)側(cè),并且第二壓板可間歇性的壓在原料紙的紙面邊緣并將原料紙的紙面邊緣抵在第二打磨部件上;或者所述第二打磨部件可間歇性的壓在原料紙的紙面邊緣并將原料紙的紙面邊緣抵在第二壓板上;第二打磨部件為第二磨輪或第二磨輥。
16、優(yōu)選的,通過(guò)在所述機(jī)架上設(shè)置第一裁切機(jī)構(gòu)實(shí)現(xiàn)對(duì)原料紙的打磨帶側(cè)進(jìn)行間歇性的裁切,使原料紙打磨帶側(cè)的紙面邊緣形成斜線型豁口形成,進(jìn)而形成若干個(gè)平行斜邊;所述第一裁切機(jī)構(gòu)包括第一定刀和第一動(dòng)刀,第一定刀和第一動(dòng)刀配合對(duì)原料紙的紙面邊緣裁切,使原料紙的紙面邊緣形成斜線型豁口,通過(guò)在所述機(jī)架上設(shè)置第二裁切機(jī)構(gòu)使涂膠后的原料紙中部形成弧型豁口,進(jìn)而形成弧形邊,第二裁切機(jī)構(gòu)包括弧形的第二定刀和弧形的第二動(dòng)刀,第二定刀和第二動(dòng)刀配合對(duì)原料紙的紙面中部裁切,使原料紙的紙面中部形成弧型豁口;通過(guò)在所述機(jī)架上設(shè)置第三裁切機(jī)構(gòu),實(shí)現(xiàn)對(duì)原料紙的打磨面?zhèn)冗M(jìn)行間歇性的裁切,使原料紙打磨面?zhèn)鹊募埫孢吘壭纬扇舾蓚€(gè)平行平邊,所述第三裁切機(jī)構(gòu)包括第三定刀和第三動(dòng)刀,第三定刀和第三動(dòng)刀配合對(duì)原料紙的紙面邊緣裁切,使原料紙的紙面邊緣形成直線型豁口,進(jìn)而形成若干個(gè)平行平邊;第二定刀和第二動(dòng)刀形成的弧型豁口兩側(cè)分別與第一定刀和第一動(dòng)刀形成的斜線型豁口、第三定刀和第三動(dòng)刀形成的直線型豁口銜接,第一裁切機(jī)構(gòu)、第二裁切機(jī)構(gòu)、第三裁切機(jī)構(gòu)分開(kāi)單獨(dú)設(shè)置;或者是第一裁切機(jī)構(gòu)與第二裁切機(jī)構(gòu)相連、或者是第二裁切機(jī)構(gòu)與第三裁切機(jī)構(gòu)相連;或者是第一裁切機(jī)構(gòu)、第二裁切機(jī)構(gòu)、第三裁切機(jī)構(gòu)相連;在所述步驟s3中,所述原料紙經(jīng)過(guò)涂膠輥實(shí)現(xiàn)涂膠,通過(guò)設(shè)置供膠機(jī)構(gòu)對(duì)原料紙紙面供膠,所述涂膠輥包括對(duì)向轉(zhuǎn)動(dòng)的上涂膠輥和下涂膠輥,原料紙經(jīng)過(guò)上涂膠輥和下涂膠輥之間時(shí),下涂膠輥對(duì)原料紙進(jìn)行支撐,上涂膠輥將供膠機(jī)構(gòu)噴出或流出的膠涂覆在原料紙上;在所述步驟s7中,通過(guò)設(shè)置可伸長(zhǎng)的卸料部件打在錐形模輥外側(cè)邊緣實(shí)現(xiàn)錐形紡紗筒下料;所述壓緊頭設(shè)有一個(gè)或若干個(gè),并且壓緊頭具有彈性;第一磨輪或第一磨輥與第一驅(qū)動(dòng)電機(jī)相連,當(dāng)?shù)谝粔喊鍖⒃霞埖募埫孢吘壍衷诘谝淮蚰ゲ考蠒r(shí),第一壓板與第一打磨部件之間的距離由遠(yuǎn)原料紙紙面邊緣至近原料紙紙面邊緣逐漸變小;或者第一壓板提供給原料紙的壓緊力由遠(yuǎn)原料紙紙面邊緣至近原料紙紙面邊緣逐漸變大;所述壓緊頭與第一氣缸或第一擺動(dòng)氣缸相連,由第一氣缸或第一擺動(dòng)氣缸帶動(dòng)壓緊頭間歇性抵在支撐輥上;或者所述壓緊頭設(shè)置在第一轉(zhuǎn)動(dòng)桿上,在第一轉(zhuǎn)動(dòng)桿上設(shè)有由與壓緊頭同軸的連接件,連接件與第一連桿鉸接,第一連桿抵在可轉(zhuǎn)動(dòng)的凸輪上,第一連桿或者連接件還與彈簧相連,凸輪轉(zhuǎn)動(dòng)帶動(dòng)第一連桿起伏,進(jìn)而帶動(dòng)連接件、壓緊頭沿第一轉(zhuǎn)動(dòng)桿轉(zhuǎn)動(dòng),實(shí)現(xiàn)壓緊頭靠近或遠(yuǎn)離支撐輥,彈簧保持壓緊頭始終有靠近支撐輥趨勢(shì),所述支撐輥可轉(zhuǎn)動(dòng)。
17、優(yōu)選的,在所述步驟s5中,所述錐形模輥轉(zhuǎn)動(dòng)帶動(dòng)紙塊卷制,同時(shí)利用可間歇性隨動(dòng)轉(zhuǎn)動(dòng)靠在錐形模輥上的滾輥配合實(shí)現(xiàn)紙塊卷制成錐形;通過(guò)在所述錐形模輥上開(kāi)有氣孔并將所述氣孔經(jīng)通道與氣泵相連,實(shí)現(xiàn)氣孔吸氣或吹氣進(jìn)而實(shí)現(xiàn)紙塊吸附在錐形模輥上或錐形紡紗筒下料;當(dāng)氣孔吸氣時(shí),紙塊的打磨面背側(cè)吸附在錐形模輥;當(dāng)氣孔排氣時(shí),錐形模輥朝向卷制成錐形的紙塊排氣,使錐形紡紗筒下料;利用裁邊機(jī)構(gòu)對(duì)卷制成錐形的紙塊兩端進(jìn)行裁切,所述裁邊機(jī)構(gòu)包括錐形模輥小端外側(cè)的第一裁刀和錐形模輥大端外側(cè)的第二裁刀,第一裁刀間歇性靠近錐形模輥小端同時(shí)第二裁刀間歇性靠近錐形模輥大端,第一裁刀和第二裁刀均可轉(zhuǎn)動(dòng)。
18、優(yōu)選的,所述送紙機(jī)構(gòu)包括對(duì)向轉(zhuǎn)動(dòng)的送紙輥組,利用在機(jī)架上設(shè)置可轉(zhuǎn)動(dòng)的放卷輥實(shí)現(xiàn)存儲(chǔ)和釋放卷狀的原料紙;在所述步驟s4與步驟s45之間還有步驟s43:轉(zhuǎn)送紙塊,使紙塊的打磨面背側(cè)送至錐形模輥;通過(guò)在所述第二裁切機(jī)構(gòu)與錐形模輥之間設(shè)置轉(zhuǎn)送機(jī)構(gòu)實(shí)現(xiàn)轉(zhuǎn)送紙塊,所述轉(zhuǎn)送機(jī)構(gòu)包括墊板和若干個(gè)可上下間歇運(yùn)動(dòng)的轉(zhuǎn)運(yùn)釘,在墊板上方設(shè)有可上下間歇運(yùn)動(dòng)的第三壓板,第三壓板可抵在墊板上,轉(zhuǎn)運(yùn)釘向上運(yùn)動(dòng)可穿過(guò)墊板并插穿行進(jìn)至第三壓板與墊板之間的原料紙并將原料紙端部運(yùn)送至錐形模輥;或者是在墊板下方設(shè)有可上下間歇運(yùn)動(dòng)的第三壓板,第三壓板可抵在墊板上,轉(zhuǎn)運(yùn)釘向下運(yùn)動(dòng)可穿過(guò)墊板并插穿行進(jìn)至第三壓板與墊板之間的原料紙并將原料紙端部運(yùn)送至錐形模輥。
19、上述技術(shù)方案中,原料紙展開(kāi)后通過(guò)對(duì)展開(kāi)的原料紙的紙面邊緣進(jìn)行打磨并使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶,再通過(guò)進(jìn)一步減小原料紙紙面寬度(50克重的大五度規(guī)格錐形紡紗筒所用紙面寬度由64±3cm減少至50±3cm),錐形紡紗筒的原料紙層數(shù)相應(yīng)減少,同時(shí)增加原料紙紙面厚度(由420±30g/平方米提高至500±30g/平方米),保證錐形紡紗筒整體強(qiáng)度和克重,同時(shí)使與原料紙前進(jìn)方向一致的原料紙紙面邊緣可以絕大部分卷覆至錐形紡紗筒最外層,即打磨帶可以絕大部分卷覆至錐形紡紗筒最外層,避免錐形紡紗筒最外層形成大面積的楔角層。當(dāng)對(duì)展開(kāi)的原料紙的紙面邊緣進(jìn)行打磨使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶時(shí),對(duì)原料紙的遠(yuǎn)打磨帶側(cè)進(jìn)行同步夾緊使原料紙遠(yuǎn)打磨帶側(cè)停止前進(jìn),避免原料紙跑偏。間歇性的對(duì)展開(kāi)的原料紙紙面寬度方向進(jìn)行夾緊使原料紙停止前進(jìn),以便更為順暢、可靠的對(duì)展開(kāi)的原料紙的紙面邊緣進(jìn)行打磨,使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶。對(duì)遠(yuǎn)打磨帶側(cè)進(jìn)行打磨,使原料紙遠(yuǎn)打磨帶側(cè)的紙面邊緣形成間斷的打磨面,以使紙塊的打磨面背側(cè)可以可靠的吸附在錐形模輥上,實(shí)現(xiàn)紙塊的順暢、緊密卷制。通過(guò)設(shè)置與原料紙前進(jìn)方向平行的第一打磨部件和與第一打磨部件上下對(duì)應(yīng)的第一壓板,第一壓板間歇性的壓在原料紙的紙面邊緣并將原料紙的紙面邊緣抵在第一打磨部件上,使得第一打磨部件可以對(duì)原料紙的紙面邊緣進(jìn)行打磨并使原料紙的紙面邊緣形成沿原料紙前進(jìn)方向的打磨帶,相較以往的斜伸入生產(chǎn)線至少22cm以上,第一打磨部件和與第一打磨部件順向設(shè)置在原料紙的紙面邊緣,日常維護(hù)更為便捷。通過(guò)設(shè)置主壓停機(jī)構(gòu)使若干個(gè)具有彈性的壓緊頭間歇性的均勻抵在支撐輥上,使得原料紙既可以經(jīng)壓緊頭與支撐輥之間的間隙行進(jìn)至主打磨組件又可以在壓緊頭抵在支撐輥上時(shí),原料紙可以停止向主打磨組件行進(jìn),原料紙與壓緊頭摩擦力大,壓緊效果好,對(duì)原料紙損傷小。通過(guò)在打磨帶對(duì)側(cè)即第一打磨部件和第一壓板對(duì)側(cè)設(shè)置輔壓停機(jī)構(gòu),使得當(dāng)主打磨組件對(duì)原料紙的紙面邊緣進(jìn)行打磨時(shí),上壓緊件和下壓緊件相抵這樣打磨帶對(duì)側(cè)原料紙紙面停止行進(jìn),原料紙紙面兩側(cè)均被壓緊,原料紙不易跑偏。當(dāng)?shù)谝粔喊鍖⒃霞埖募埫孢吘壍衷诘谝淮蚰ゲ考蠒r(shí),第一壓板與第一打磨部件之間的距離由遠(yuǎn)原料紙紙面邊緣至近原料紙紙面邊緣逐漸變小;或者第一壓板提供給原料紙的壓緊力由遠(yuǎn)原料紙紙面邊緣至近原料紙紙面邊緣逐漸變大,這樣原料紙由遠(yuǎn)原料紙紙面邊緣至近原料紙紙面邊緣打磨力度越來(lái)越大,打磨后的原料紙紙面邊緣在加工成錐形紡紗筒后最外層更為平滑。通過(guò)設(shè)置第一定刀和第一動(dòng)刀對(duì)原料紙的紙面邊緣裁切,使原料紙的紙面邊緣形成斜線型豁口,第二定刀和第二動(dòng)刀形成的弧形型豁口兩側(cè)分別與第一定刀和第一動(dòng)刀形成的斜線型豁口、第三定刀和第三動(dòng)刀形成的直線型豁口銜接,將原料紙分割成一個(gè)個(gè)單獨(dú)的紙塊,斜線型豁口對(duì)紙塊上邊緣進(jìn)行補(bǔ)料,使得錐形紡紗筒最外層小端和大端均基本不存在缺口,并且與原料紙前進(jìn)方向一致的原料紙紙面邊緣可以絕大部分卷覆至錐形紡紗筒最外層,因此不需要再對(duì)原料紙邊緣間歇性的切除16cm左右基本呈三角型的廢料,產(chǎn)生的廢料顯著少,原料成本降低,50克重的大五度規(guī)格錐形紡紗筒每噸原料紙加工出的錐形紡紗筒可由1.5萬(wàn)個(gè)提升至1.8萬(wàn)個(gè),每噸裁剪的廢料占比由原來(lái)的25%減少至10%。并且也不需要再設(shè)置切除等邊三角型廢料的刀具,日常維護(hù)更為便捷。通過(guò)設(shè)置轉(zhuǎn)送機(jī)構(gòu),使得紙塊在裁切時(shí)可以利用轉(zhuǎn)運(yùn)釘向上或向下運(yùn)動(dòng)穿過(guò)墊板并插穿行進(jìn)至第三壓板與墊板之間的紙塊對(duì)紙塊進(jìn)行精準(zhǔn)定位,并將紙塊端部精準(zhǔn)的運(yùn)送至錐形模輥的氣孔。通過(guò)在錐形模輥上開(kāi)設(shè)氣孔,使得原料紙端部可以貼附在錐形模輥上,以使錐形紡紗筒最內(nèi)層與錐形紡紗筒第二層貼合效果更好,并且錐形紡紗筒卷制完畢后氣孔向外噴出氣體,使得錐形紡紗筒可以便捷的從錐形模輥上卸下。
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!