一種具有外止口異形殼體零件高精度加工工裝及方法與流程
本發明屬于作業運輸機床上工件加工用工裝,具體涉及一種具有外止口異形殼體零件高精度加工工裝及方法。
背景技術:
1、在諧波減速器行業中,如圖1所示設計的具有外止口異形殼體零件是減速器中支撐內部結構并安裝電機的一種結構件。常規的結構設計是電機止口為凸臺,此凸臺與減速器凹槽處為小間隙配合,以保證電機軸與減速器裝配后累積誤差很小。由于設計這款減速器與其連接的電機結構的特殊性,電機止口處需設計一環形密封槽,與減速器連接處需有空間安裝密封圈,即就是需將電機與減速器配合的結構處設計為凹槽孔,而將減速器殼體設計成凸臺,此平面b面積大,平面度及形位公差精度要求高。常規方法是在數控加工中心機床上銑削平面b及凸臺,銑削時,由于此平面b的厚度不均勻,導致平面度和垂直度達不到要求,鑒于此目的,為滿足客戶要求,現提出如下技術方案。
技術實現思路
1、本發明解決的技術問題:提供一種具有外止口異形殼體零件高精度加工工裝及方法,通過工裝設計并采用車削加工替代數控鏜銑加工中心加工的方式,使得具有外止口異形殼體零件平面b的平面度以及垂直度滿足客戶要求。
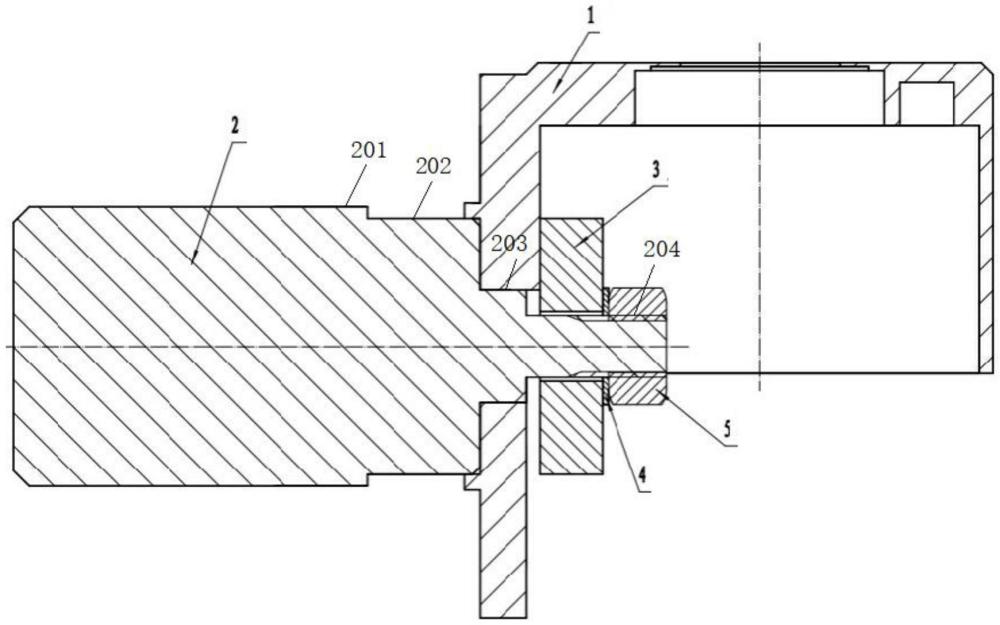
2、本發明采用的技術方案:一種具有外止口異形殼體零件高精度加工工裝,殼體零件平面b制有фd4h7鏜銑孔,與鏜銑孔фd4h7同心制有外止口凸臺;平面b的平面度不大于0.015mm,平面b與a基準面的垂直度不大于0.01mm;平面b與a基準面的表面粗糙度不超過ra1.6μm;工裝由定位工裝軸、壓蓋、彈簧墊片、細牙螺母組成;定位工裝軸中部穿過鏜銑孔且同心定位裝夾殼體零件的外止口凸臺;殼體零件平面b的對側內側面設有壓蓋,壓蓋用于壓緊殼體零件,且壓蓋穿過定位工裝軸前端用于增大壓蓋壓緊殼體零件的壓緊面積;彈簧墊片和細牙螺母先后穿過定位工裝軸前端,且細牙螺母旋合定位工裝軸的前端螺紋從而將殼體零件與定位工裝軸同心壓緊固連為一體。
3、上述技術方案中:通過車削加工完成的外止口凸臺的外徑為фd2h7,外止口凸臺與a基準面的垂直度不大于0.01mm,外止口凸臺的表面粗糙度不超過ra1.6μm。
4、上述技術方案中,優選的:定位工裝軸為用調制處理的合金結構鋼材質制成。
5、上述技術方案中,優選的:定位工裝軸由同心一體成型且直徑順次減小的фd6h7光軸軸體ⅰ、ф33光軸軸體ⅱ、фd5h6光軸軸體ⅲ以及細牙螺紋部組成;光軸軸體ⅱ前端用于同心且適配定位裝夾殼體零件的外止口凸臺;光軸軸體ⅱ后端與光軸軸體ⅰ過渡處用于為車削加工外止口凸臺時提供避讓空間;光軸軸體ⅲ用于同心且適配定位裝夾殼體零件的фd4h7鏜銑孔;前述光軸軸體ⅲ與細牙螺紋部同心組成的軸向長度l5的左端定位面滿足平面b的形位公差要求;細牙螺紋部用于套裝壓蓋、彈簧墊片、細牙螺母,其中細牙螺母旋合適配細牙螺紋部。
6、上述技術方案中,優選的:光軸軸體ⅲ的軸向長度小于殼體零件фd4h7鏜銑孔的軸向長度;壓蓋內側面壓緊殼體零件平面b的對側內側面,且壓蓋的壓蓋中心通孔d4與細牙螺紋部間隙套裝適配。
7、上述技術方案中,優選的:細牙螺母為m8×1細牙螺母。
8、上述技術方案中,優選的:定位工裝軸表面粗糙度不超過ra1.6μm,圓周跳動公差不大于0.015mmmm,各軸之間的同軸度誤差不超過0.015mmmm。
9、本發明還請求保護一種具有外止口異形殼體零件高精度加工方法,包括如下步驟:
10、s1、鏜銑加工殼體零件平面b的фd4h7鏜銑孔。
11、s2、加工殼體零件外止口凸臺以及平面b,并使外止口凸臺以及平面b分別預留0.015mmmm、0.1mm的加工余量。
12、s3、使用任一的工裝裝夾殼體零件后,車削加工殼體零件平面b的外止口凸臺,使得平面b以及外止口凸臺滿足工藝精度要求。
13、上述技術方案中:步驟s3中工裝裝夾殼體零件的操作包括如下步驟:
14、s301、工裝在車床的裝夾:將定位工裝軸裝于車床上,即夾持定位工裝軸的фd6h7光軸軸體ⅰ。
15、s302、工裝在車床的找正:找正使得定位工裝軸中фd5h6光軸軸體ⅲ外圓在0.005mm以內。
16、s303、裝夾殼體零件:在定位工裝軸裝上殼體零件并手動讓殼體零件慢慢旋轉,使殼體零件的фd4h7鏜銑孔與定位工裝軸的фd6h7光軸軸體ⅰ同心。
17、s303、壓緊殼體零件:在定位工裝軸前端依次裝上壓蓋、彈簧墊片、細牙螺母,擰緊細牙螺母完成殼體零件在工裝的裝夾。
18、上述技術方案中,作為本發明的進一步地改進:定位工裝軸可重復使用,每加工一批殼體零件,需再次使用二次裝夾時,可將定位工裝軸中光軸軸體ⅲ與細牙螺紋部同心組成的軸向長度l5尺寸左端面車一刀,以保證定位工裝軸裝夾基準平面b的形位公差要求,消除以前使用過程中端面的磨損。
19、本發明與現有技術相比的優點:
20、1、本發明以車銷加工替代鏜銑加工工序,保證外止口凸臺的高精度及平面度滿足客戶要求,技術方案穩定,在零件的批量生產中有著很好的工藝性。
21、2、本發明工裝部件數量精簡,裝配操作簡單便捷,加工定位精確,m8細牙螺紋自鎖防松效果好,合金結構鋼材質力學性能優異,有效提高加工合格率,工裝可一直反復使用,降低成本。
技術特征:
1.一種具有外止口異形殼體零件高精度加工工裝,其特征在于:所述殼體零件(1)平面b制有фd4h7鏜銑孔,與鏜銑孔фd4h7同心制有外止口凸臺;平面b的平面度不大于0.015mm,平面b與a基準面的垂直度不大于0.01mmmm;平面b與a基準面的表面粗糙度不超過ra1.6μm;
2.根據權利要求1所述工裝,其特征在于:通過車削加工完成的所述外止口凸臺的外徑為фd2h7,外止口凸臺與a基準面的垂直度不大于0.01mm,外止口凸臺的表面粗糙度不超過ra1.6μm。
3.根據權利要求1所述工裝,其特征在于:所述定位工裝軸(2)為用調制處理的合金結構鋼材質制成。
4.根據權利要求1或3所述工裝,其特征在于:所述定位工裝軸(2)由同心一體成型且直徑順次減小的фd6h7光軸軸體ⅰ(201)、ф33光軸軸體ⅱ(202)、фd5h6光軸軸體ⅲ(203)以及細牙螺紋部(204)組成;所述光軸軸體ⅱ(202)前端用于同心且適配定位裝夾殼體零件(1)的外止口凸臺;所述光軸軸體ⅱ(202)后端與光軸軸體ⅰ(201)過渡處用于為車削加工所述外止口凸臺時提供避讓空間;所述光軸軸體ⅲ(203)用于同心且適配定位裝夾殼體零件(1)的фd4h7鏜銑孔;前述光軸軸體ⅲ(203)與細牙螺紋部(204)同心組成的軸向長度l5的左端定位面滿足平面b的形位公差要求;所述細牙螺紋部(204)用于套裝壓蓋(3)、彈簧墊片(4)、細牙螺母(5),其中細牙螺母(5)旋合適配細牙螺紋部(204)。
5.根據權利要求4所述工裝,其特征在于:所述光軸軸體ⅲ(203)的軸向長度小于所述殼體零件(1)фd4h7鏜銑孔的軸向長度;所述壓蓋(3)內側面壓緊殼體零件(1)平面b的對側內側面,且所述壓蓋(3)的壓蓋中心通孔d4與所述細牙螺紋部(204)間隙套裝適配。
6.根據權利要求5所述工裝,其特征在于:所述細牙螺母(5)為m8×1細牙螺母。
7.根據權利要求4所述工裝,其特征在于:所述定位工裝軸(2)表面粗糙度不超過ra1.6μm,圓周跳動公差不大于0.015mm,各軸之間的同軸度誤差不超過0.015mmmm。
8.一種具有外止口異形殼體零件高精度加工方法,其特征在于,包括如下步驟:
9.根據權利要求8所述方法,其特征在于,步驟s3中工裝裝夾殼體零件(1)的操作包括如下步驟:
10.根據權利要求8或9所述方法,其特征在于:所述定位工裝軸(2)可重復使用,每加工一批殼體零件(1),需再次使用二次裝夾時,可將定位工裝軸(2)中光軸軸體ⅲ(203)與細牙螺紋部(204)同心組成的軸向長度l5尺寸左端面車一刀,以保證定位工裝軸(2)裝夾基準平面b的形位公差要求,消除以前使用過程中端面的磨損。
技術總結
提供一種具有外止口異形殼體零件高精度加工工裝及方法,殼體零件平面B制有鏜銑孔,與鏜銑孔同心制有外止口凸臺;平面B的平面度不大于0.015mm,與平面A的垂直度不大于0.01mm;平面A、B的粗糙度不超過Ra1.6μm;工裝由定位工裝軸、壓蓋、彈簧墊片、細牙螺母組成;定位工裝軸穿過鏜銑孔同心定位裝夾外止口凸臺;平面B的對側內側面設有壓蓋;彈簧墊片和細牙螺母先后穿過定位工裝軸前端,且細牙螺母旋合定位工裝軸前端螺紋從而將殼體零件與定位工裝軸同心壓緊固連為一體。本發明通過工裝設計并采用車削加工替代數控鏜銑加工中心加工的方式,使得具有外止口異形殼體零件平面B的平面度以及垂直度滿足客戶要求。
技術研發人員:李青,金永鋒,張曉洲,胡曉東,程斌,李淑娟,張少榮,楊燕子,劉志強,陳浩文
受保護的技術使用者:陜西渭河工模具有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!