一種外包T型葉根雙胞胎葉片鉚接工裝的制作方法
本技術(shù)涉及汽輪機(jī)葉片加工,具體涉及一種外包t型葉根雙胞胎葉片鉚接工裝。
背景技術(shù):
1、汽輪機(jī)是將蒸汽的熱能轉(zhuǎn)化為機(jī)械能的重要設(shè)備,廣泛應(yīng)用于火力發(fā)電、核電等領(lǐng)域,葉片作為汽輪機(jī)中實現(xiàn)能量轉(zhuǎn)換的核心部件,其性能直接影響汽輪機(jī)的效率、可靠性和經(jīng)濟(jì)性。葉片通常由葉身、葉根和葉頂三個部分組成。葉身是葉片的工作部分,相鄰葉身之間構(gòu)成氣流通道,蒸汽從氣流通道流過時將動能轉(zhuǎn)化成機(jī)械能;葉片通過葉根固定連接在主軸上;葉頂指葉片的頂部,多個葉片通常在葉頂用圍帶連接在一起,構(gòu)成葉片組。
2、隨著能源需求的不斷增長和對能源利用效率要求的日益提高,汽輪機(jī)需要不斷提升性能,這就要求葉片能夠在更高的溫度、壓力和轉(zhuǎn)速條件下穩(wěn)定運行,同時具備更高的強(qiáng)度、更好的氣動性能和更長的使用壽命,從而推動了汽輪機(jī)葉片技術(shù)的不斷發(fā)展和創(chuàng)新,雙胞胎葉片技術(shù)便是其中之一。雙胞胎葉片是指將兩片葉身設(shè)計成緊密相連的結(jié)構(gòu),它們共享一個葉根或在葉根附近有特殊的連接結(jié)構(gòu),這種獨特的結(jié)構(gòu)使得兩片葉葉身能夠協(xié)同工作,相互影響和支撐。
3、在對雙胞胎葉片進(jìn)行裝配時,將葉根從主軸鎖口裝入后,需要將圍帶鉚接在葉頂上,進(jìn)行鉚接時,一方面由于錘子敲擊葉頂時沖擊力比較大,導(dǎo)致葉片與主軸抱死,嚴(yán)重時導(dǎo)致葉片或主軸變形,另一方面由于主軸的安裝高度過高,每鉚接完成一個葉片后需要轉(zhuǎn)動主軸,使下一個葉片轉(zhuǎn)動到合適位置再進(jìn)行鉚接,使得鉚接過程操作不便,雙胞胎葉片鉚接的質(zhì)量無法保證。
技術(shù)實現(xiàn)思路
1、為了提高雙胞胎葉片鉚接的質(zhì)量,本技術(shù)提供一種外包t型葉根雙胞胎葉片鉚接工裝。
2、本技術(shù)提供的一種外包t型葉根雙胞胎葉片鉚接工裝采用如下的技術(shù)方案:
3、一種外包t型葉根雙胞胎葉片鉚接工裝,包括:雙胞胎葉片、圍帶、限位座以及兩組固定組件;所述限位座固定設(shè)置于工作平臺上,所述限位座上設(shè)置有限位槽,所述雙胞胎葉片卡合于所述限位槽內(nèi),兩組所述固定組件與所述限位座的兩側(cè)壁固定可拆卸連接,所述固定組件用于實現(xiàn)所述雙胞胎葉片在所述限位槽內(nèi)的位置固定;所述圍帶與所述雙胞胎葉片鉚接。
4、通過采用上述技術(shù)方案,在對雙胞胎葉片進(jìn)行鉚接時,首先將限位座固定安裝在工作平臺上,然后將雙胞胎葉片卡合在限位槽內(nèi),將固定組件安裝在限位座的兩側(cè)壁,固定組件對雙胞胎葉片進(jìn)行限位固定,使得雙胞胎葉片在限位槽內(nèi)位置固定,最后,操作人員將圍帶鉚接在雙胞胎葉片上。設(shè)置的鉚接工裝,雙胞胎葉片單獨與圍帶進(jìn)行鉚接,鉚接完成后再裝入主軸,避免了在鉚接時對雙胞胎葉片施力導(dǎo)致雙胞胎葉片與主軸抱死,避免主軸產(chǎn)生形變,提高了雙胞胎葉片的鉚接質(zhì)量。
5、在一個具體的可實施方案中,所述雙胞胎葉片包括:葉根以及設(shè)置于所述葉根上的兩個葉身;所述葉根用于與主軸固定連接,所述葉根包括一體設(shè)置的根頂部、根頸部以及根底部,所述根頂部用于安裝所述葉身,所述根頸部沿高度方向的兩端分別連接所述根頂部與所述根底部,所述根頂部與所述根頸部的截面呈t型,所述根底部關(guān)于所述根頸部對稱設(shè)置;所述根頂部、根頸部以及所述根底部長度方向的兩端面齊平;
6、兩個所述葉身的底部與所述根頂部的頂壁固定連接,兩個所述葉身沿根頂部的長度方向均勻設(shè)置,且兩個所述葉身之間相互平行,所述葉身的水平截面呈月牙狀;
7、所述葉身的頂部設(shè)置有鉚接頭,所述鉚接頭與所述圍帶鉚接固定。
8、通過采用上述技術(shù)方案,設(shè)置的雙胞胎葉片,葉身的底部與根頂部固定連接,葉身的頂部設(shè)置鉚接頭,通過鉚接頭與圍帶鉚接,實現(xiàn)兩個葉身之間的相互連接,避免因汽輪機(jī)轉(zhuǎn)速較高或葉身高度較高時,產(chǎn)生較大的葉片離心力而導(dǎo)致葉片變形;將葉身的水平截面設(shè)置為月牙狀,使得蒸汽在相鄰兩個葉身之間形成的流道內(nèi)的流動可以更加順暢,從而減少氣流的分離和渦流的產(chǎn)生,同時,月牙形截面使得葉身內(nèi)部的應(yīng)力分布更加均勻,避免因應(yīng)力集中而導(dǎo)致葉身產(chǎn)生疲勞裂紋,從而減少葉身斷裂產(chǎn)生的可能性。
9、在一個具體的可實施方案中,所述根頂部的寬度方向兩端設(shè)置有減重槽,所述減重槽的開口向下,且兩個所述減重槽關(guān)于所述根頂部寬度方向?qū)ΨQ設(shè)置,所述減重槽的延伸方向與所述根頂部的長度方向平行。
10、通過采用上述技術(shù)方案,設(shè)置的減重槽,便于減輕葉根的重量,使得在汽輪機(jī)轉(zhuǎn)速較高時雙胞胎葉片所承受的離心力降低,從而便于減小葉根的應(yīng)力,提高雙胞胎葉片的安全性和可靠性,提高雙胞胎葉片的使用壽命。
11、在一個具體的可實施方案中,所述圍帶上設(shè)置有多個鉚接孔,所述鉚接孔的孔徑略大于所述鉚接頭直徑,且相鄰兩個所述鉚接孔的間距與兩個所述鉚接頭的間距相等。
12、通過采用上述技術(shù)方案,將圍帶放置在葉身頂部,使得鉚接頭穿過圍帶上設(shè)置的鉚接孔,然后對鉚接頭施力,使得鉚接頭產(chǎn)生形變后緊密填充鉚接孔與鉚接頭之間的縫隙;相鄰兩個鉚接孔的間距與兩個鉚接頭的間距相等,使得兩個鉚接頭分別鉚接于圍帶上相鄰兩個的鉚接孔內(nèi),便于實現(xiàn)兩個葉身連接為一個整體,從而避免因汽輪機(jī)轉(zhuǎn)速較高或葉身高度較高時,產(chǎn)生較大的葉片離心力而導(dǎo)致葉片變形。
13、在一個具體的可實施方案中,所述限位座包括一體設(shè)置的安裝部以及限位部,所述安裝部與所述限位部底部齊平;兩個所述安裝部分別位于所述限位部水平方向的兩端,且兩個所述安裝部關(guān)于所述限位部對稱設(shè)置;
14、所述限位槽設(shè)置于所述限位部的頂壁,且所述限位槽沿長度方向貫穿所述限位部的兩側(cè)壁,所述根底部與所述根頸部卡合設(shè)置于所述限位槽內(nèi),所述限位槽的內(nèi)輪廓與所述根頸部以及所述根底部的長度方向兩側(cè)輪廓相契合。
15、通過采用上述技術(shù)方案,設(shè)置的限位座,將根底部和根頸部卡合于限位槽內(nèi),限位槽的內(nèi)輪廓與根頸部以及根底部的長度方向兩側(cè)輪廓相契合,便于保證限位座沿寬度方向在限位槽內(nèi)的位置固定,進(jìn)而便于避免在對雙胞胎葉片進(jìn)行鉚接時,葉根產(chǎn)生晃動與偏移,影響雙胞胎葉片的鉚接質(zhì)量。
16、在一個具體的可實施方案中,所述限位槽的長度與所述根頸部的長度相同。
17、通過采用上述技術(shù)方案,限位槽的長度與根頸部的長度相同,使得根頸部與根底部完全卡合于限位槽內(nèi),便于增強(qiáng)對葉根的限位固定效果,提高雙胞胎葉片的鉚接質(zhì)量。
18、在一個具體的可實施方案中,兩個所述安裝部的頂部均設(shè)置有安裝孔,所述安裝孔沿豎直方向貫穿所述安裝部。
19、通過采用上述技術(shù)方案,設(shè)置的安裝孔,在對雙胞胎葉片進(jìn)行鉚接時,將限位座放置在工作平臺上,使用螺栓穿過安裝孔與工作平臺螺紋連接,使得限位座在工作平臺上位置固定,便于避免在鉚接時限位座產(chǎn)生位置移動,影響對雙胞胎葉片的鉚接效果。
20、在一個具體的可實施方案中,所述限位部的兩側(cè)壁分別開設(shè)有兩個限位螺栓孔,兩個所述限位螺栓孔分別位于所述限位槽的長度方向的兩側(cè),且所述限位螺栓孔的延伸方向與所述限位槽的長度方向平行,所述固定組件通過所述限位螺栓孔與所述限位部固定連接。
21、通過采用上述技術(shù)方案,限位螺栓孔為固定組件提供安裝基礎(chǔ),便于實現(xiàn)固定組件對葉根的限位固定,避免在雙胞胎葉片進(jìn)行鉚接時,葉根出現(xiàn)位置移動,提高了鉚接的穩(wěn)定性。
22、在一個具體的可實施方案中,固定組件包括固定板以及兩個固定螺栓,所述固定板沿長度方向的兩端開設(shè)有固定孔,兩個所述固定孔的間距與兩個所述限位螺栓孔的間距相同,所述固定螺栓穿過所述固定孔后與所述限位螺栓孔螺紋連接;
23、所述固定板的側(cè)壁與所述限位部的側(cè)壁以及所述根頸部長度方向的端面貼合。
24、通過采用上述技術(shù)方案,設(shè)置的固定組件,調(diào)整根底部以及根頸部,使得葉根卡合在限位槽內(nèi),然后將固定板貼緊限位部的側(cè)壁,固定孔與限位螺栓孔位置對應(yīng),然后調(diào)節(jié)固定螺栓,使得固定螺栓穿過固定孔后與限位螺栓孔螺紋連接,兩個固定板分別固定在限位部的兩側(cè),使得葉根長度方向兩端被抵緊在兩個固定板之間,避免了在對雙胞胎葉片進(jìn)行鉚接時,葉根沿限位槽的長度方向產(chǎn)生位置移動,從而便于提高雙胞胎葉片鉚接的穩(wěn)定性。
25、在一個具體的可實施方案中,所述限位座的材質(zhì)經(jīng)熱處理后硬度大于300hrc。
26、通過采用上述技術(shù)方案,限位座的材質(zhì)經(jīng)熱處理后硬度大于300hrc,便于避免在對雙胞胎葉片進(jìn)行鉚接時敲擊鉚接頭產(chǎn)生的沖擊力造成限位座產(chǎn)生形變,從而便于提高限位座的使用壽命。
27、綜上所述,本技術(shù)包括以下至少一種有益技術(shù)效果:
28、1.在對雙胞胎葉片進(jìn)行鉚接時,首先將限位座放置在工作平臺上,使用螺栓穿過安裝孔與工作平臺螺紋連接,使得限位座在工作平臺上位置固定,調(diào)整根底部以及根頸部,使得葉根卡合在限位槽內(nèi),然后將固定板貼緊限位部的側(cè)壁,固定孔與限位螺栓孔位置對應(yīng),然后調(diào)節(jié)固定螺栓,使得歸納螺栓穿過固定孔后與限位螺栓孔螺紋連接,兩個固定板分別固定在限位部的兩側(cè),使得葉根長度方向兩端被抵緊在兩個固定板之間,最后,將圍帶放置在葉身頂部,使得鉚接頭穿過圍帶上設(shè)置的鉚接孔,對鉚接頭施力,使得鉚接頭產(chǎn)生形變后緊密填充鉚接孔與鉚接頭之間的縫隙。設(shè)置的鉚接工裝,雙胞胎葉片單獨與圍帶進(jìn)行鉚接,鉚接完成后再裝入主軸,避免了在鉚接時對雙胞胎葉片施力導(dǎo)致雙胞胎葉片與主軸抱死,從而避免主軸產(chǎn)生形變,提高了雙胞胎葉片的鉚接質(zhì)量。
29、2.設(shè)置的固定組件,固定螺栓穿過固定孔后與限位螺栓孔螺紋連接,兩個固定板分別固定在限位部的兩側(cè),使得葉根長度方向兩端被抵緊在兩個固定板之間,避免了在對雙胞胎葉片進(jìn)行鉚接時,葉根沿限位槽的長度方向產(chǎn)生位置移動,從而便于提高雙胞胎葉片鉚接的穩(wěn)定性。
30、3.限位座的材質(zhì)經(jīng)熱處理后硬度大于300hrc,便于避免在對雙胞胎葉片進(jìn)行鉚接時敲擊鉚接頭產(chǎn)生的沖擊力造成限位座產(chǎn)生形變,從而便于提高限位座的使用壽命。
31、附圖說明
32、附圖用來提供對本技術(shù)的進(jìn)一步理解,并且構(gòu)成說明書的一部分,與本技術(shù)的實施例一起用于解釋本技術(shù),并不構(gòu)成對本技術(shù)的限制;
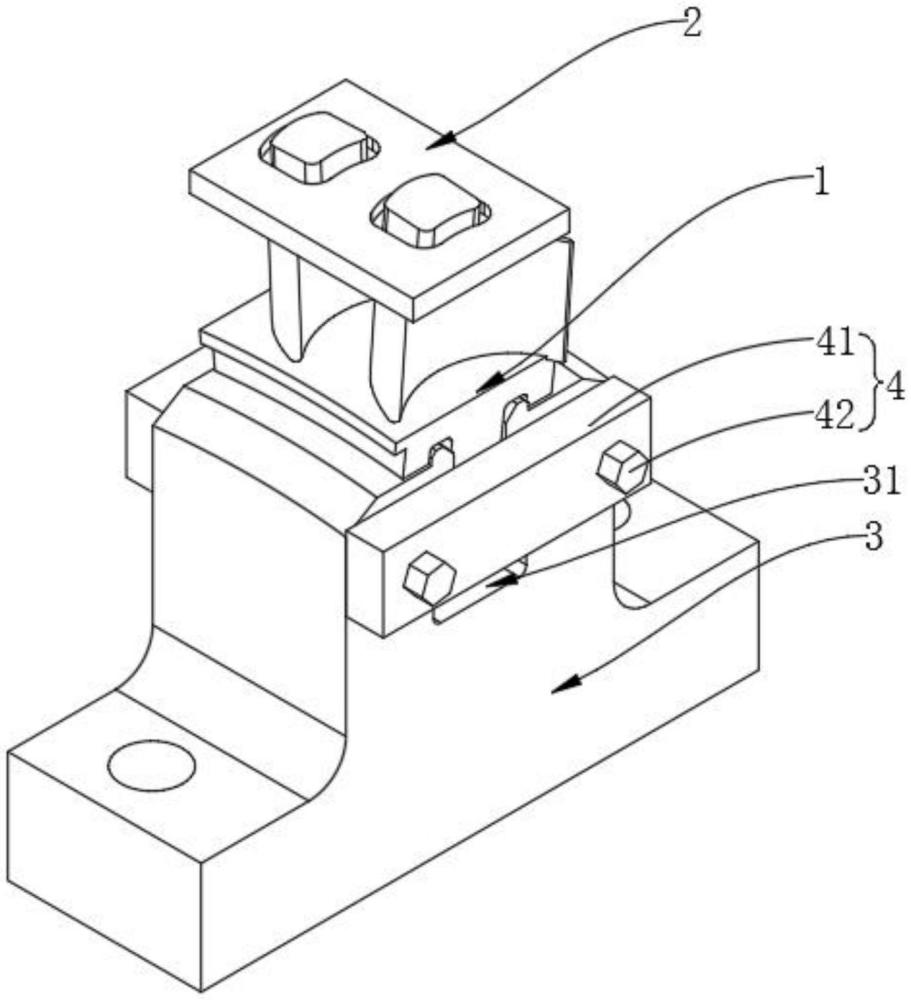
33、圖1是本技術(shù)一種外包t型葉根雙胞胎葉片鉚接工裝的整體結(jié)構(gòu)示意圖。
34、圖2是本技術(shù)一種外包t型葉根雙胞胎葉片鉚接工裝的雙胞胎葉片以及圍帶結(jié)構(gòu)示意圖。
35、圖3是本技術(shù)一種外包t型葉根雙胞胎葉片鉚接工裝的限位座結(jié)構(gòu)示意圖。
- 還沒有人留言評論。精彩留言會獲得點贊!