一種低壓鑄造模具通用上線系統(tǒng)的制作方法
本技術(shù)涉及鑄造模具,具體是指一種低壓鑄造模具通用上線系統(tǒng)。
背景技術(shù):
1、同一鑄造設(shè)備需要生產(chǎn)多種規(guī)格的車(chē)輪產(chǎn)品,在生產(chǎn)到達(dá)班次后需要重新更換鋁合金車(chē)輪模具,換模過(guò)程中需要拆卸在線車(chē)輪模具并下線,同時(shí)預(yù)備該班次的車(chē)輪模具及對(duì)應(yīng)備件進(jìn)行吊裝,整個(gè)換模過(guò)程需要一定時(shí)間,由于需進(jìn)行換模的上模位于鑄造設(shè)備頂板底端面,且鑄造機(jī)臺(tái)具有一定高度,安裝過(guò)程需要進(jìn)行模具的機(jī)臺(tái)柱安裝位置和壓鑄機(jī)安裝頂板對(duì)眼,吊裝安裝較為困難,需要多人配合才能完成,安裝過(guò)程費(fèi)時(shí)費(fèi)力;同時(shí),場(chǎng)內(nèi)鑄造壓鑄機(jī)存在90°與45°兩種類(lèi)型,在換模過(guò)程需調(diào)整模具與上模板的相對(duì)角度,操作困難,易出現(xiàn)安裝不到位的情況,現(xiàn)有技術(shù)的上線小車(chē)僅具有簡(jiǎn)單運(yùn)輸功能,無(wú)法滿(mǎn)足90°鑄造壓鑄機(jī)的上線換模需求。
技術(shù)實(shí)現(xiàn)思路
1、本實(shí)用新型的目的在于克服現(xiàn)有技術(shù)的缺陷,提供一種低壓鑄造模具通用上線系統(tǒng),以解決上述背景技術(shù)中提出的問(wèn)題。
2、為了實(shí)現(xiàn)上述目的,本實(shí)用新型的技術(shù)方案如下:
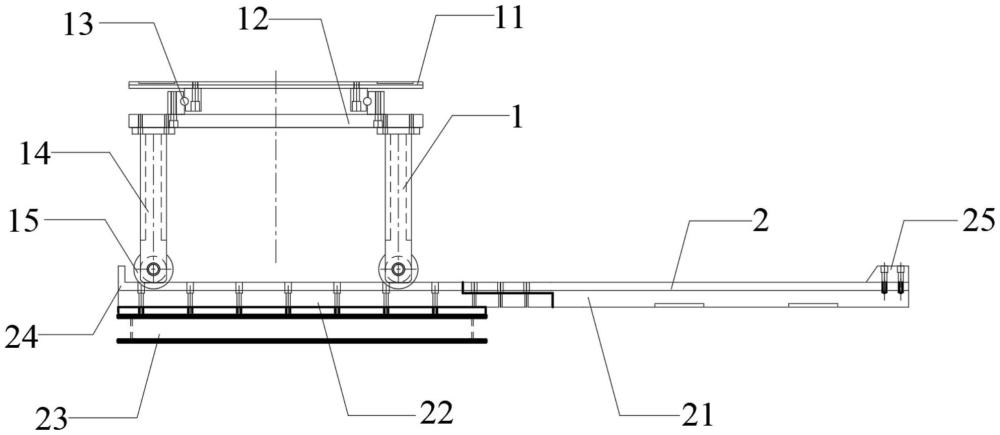
3、一種低壓鑄造模具通用上線系統(tǒng),包括轉(zhuǎn)運(yùn)車(chē)和導(dǎo)軌組件,導(dǎo)軌組件包括無(wú)縫拼接形成連續(xù)軌道的第一導(dǎo)軌和第二導(dǎo)軌,第一導(dǎo)軌可拆卸鋪設(shè)于壓鑄機(jī)的機(jī)臺(tái)上,并延伸至壓鑄機(jī)的安裝頂板的正下方,第二導(dǎo)軌固定設(shè)置于機(jī)臺(tái)外,轉(zhuǎn)運(yùn)車(chē)由第二導(dǎo)軌滑入第一導(dǎo)軌上進(jìn)行上線,轉(zhuǎn)運(yùn)車(chē)包括車(chē)輪、支腿、支撐臺(tái)板、回轉(zhuǎn)軸承和旋轉(zhuǎn)臺(tái)板,支撐臺(tái)板水平搭設(shè)于支腿上,支腿底部的車(chē)輪由第一導(dǎo)軌和第二導(dǎo)軌導(dǎo)向滑動(dòng),旋轉(zhuǎn)臺(tái)板由回轉(zhuǎn)軸承支撐,并可轉(zhuǎn)動(dòng)設(shè)置于支撐臺(tái)板上,上線模具設(shè)置于旋轉(zhuǎn)臺(tái)板上,旋轉(zhuǎn)臺(tái)板上開(kāi)設(shè)有數(shù)個(gè)沿其回轉(zhuǎn)中心環(huán)向排布的定位槽,定位槽中部可拆卸設(shè)置有定位鍵,定位鍵寬度與定位槽相適配,且其高出旋轉(zhuǎn)臺(tái)板平面并與上線模具連接,用于定位上線模具中心。
4、進(jìn)一步地,機(jī)臺(tái)上擺設(shè)定位有兩個(gè)導(dǎo)軌限位塊,導(dǎo)軌限位塊一側(cè)面為定位面,另一側(cè)面為限位面,兩個(gè)定位面分別貼設(shè)限位第一導(dǎo)軌的兩側(cè),限位面與機(jī)臺(tái)上的邊缸配合,用于定位導(dǎo)軌限位塊。
5、更進(jìn)一步地,第二導(dǎo)軌的后端設(shè)置有后擋輪板,第一導(dǎo)軌上設(shè)置有前擋輪板,均用于攔擋車(chē)輪,車(chē)輪由前擋輪板攔擋停止時(shí),旋轉(zhuǎn)臺(tái)板的回轉(zhuǎn)中心位于安裝頂板的安裝中心正下方。
6、進(jìn)一步地,導(dǎo)軌組件還包括位于第二導(dǎo)軌正下方的導(dǎo)軌底座,導(dǎo)軌底座與機(jī)臺(tái)的底板等高,使得第一導(dǎo)軌和第二導(dǎo)軌位于同一水平平面上。
7、進(jìn)一步地,導(dǎo)軌底座上端設(shè)置有導(dǎo)軌安裝板,導(dǎo)軌安裝板上設(shè)置有t形的吊裝孔。
8、與現(xiàn)有技術(shù)相比,本實(shí)用新型的低壓鑄造模具通用上線系統(tǒng)具有以下的有益效果:
9、通過(guò)拼接式結(jié)構(gòu)的導(dǎo)軌組件導(dǎo)向轉(zhuǎn)運(yùn)車(chē)來(lái)上線模具,可簡(jiǎn)單、便捷的將模具轉(zhuǎn)移至機(jī)臺(tái)中央,其中鋪設(shè)于機(jī)臺(tái)上的第一導(dǎo)軌可進(jìn)行快速拆卸,提高換模效率;
10、轉(zhuǎn)運(yùn)車(chē)結(jié)構(gòu)簡(jiǎn)單,實(shí)用性強(qiáng),上線模具設(shè)置于旋轉(zhuǎn)臺(tái)板,并可快速定位至旋轉(zhuǎn)臺(tái)板的回轉(zhuǎn)中心,便于在線調(diào)整不同角度安裝上線模具,因此,上線模具安裝過(guò)程中,易于人為進(jìn)行對(duì)中操作和角度對(duì)準(zhǔn)操作,且單個(gè)操作人員便可完成模具的上線和安裝工作;
11、該上線系統(tǒng)的設(shè)計(jì)結(jié)構(gòu)簡(jiǎn)單,增設(shè)改造成本低,且可匹配多種不同機(jī)臺(tái),降低換模操作難度,提高低壓鑄造模具的換模效率和安裝可靠性。
技術(shù)特征:
1.一種低壓鑄造模具通用上線系統(tǒng),其特征在于:包括轉(zhuǎn)運(yùn)車(chē)和導(dǎo)軌組件,所述導(dǎo)軌組件包括無(wú)縫拼接形成連續(xù)軌道的第一導(dǎo)軌和第二導(dǎo)軌,所述第一導(dǎo)軌可拆卸鋪設(shè)于壓鑄機(jī)的機(jī)臺(tái)上,并延伸至所述壓鑄機(jī)的安裝頂板的正下方,所述第二導(dǎo)軌固定設(shè)置于所述機(jī)臺(tái)外,所述轉(zhuǎn)運(yùn)車(chē)由所述第二導(dǎo)軌滑入所述第一導(dǎo)軌上進(jìn)行上線,所述轉(zhuǎn)運(yùn)車(chē)包括車(chē)輪、支腿、支撐臺(tái)板、回轉(zhuǎn)軸承和旋轉(zhuǎn)臺(tái)板,所述支撐臺(tái)板水平搭設(shè)于所述支腿上,所述支腿底部的所述車(chē)輪可由所述第一導(dǎo)軌和所述第二導(dǎo)軌導(dǎo)向滑動(dòng),所述旋轉(zhuǎn)臺(tái)板由所述回轉(zhuǎn)軸承支撐,并可轉(zhuǎn)動(dòng)設(shè)置于所述支撐臺(tái)板上,上線模具設(shè)置于所述旋轉(zhuǎn)臺(tái)板上,所述旋轉(zhuǎn)臺(tái)板沿其回轉(zhuǎn)中心開(kāi)設(shè)有數(shù)個(gè)環(huán)向排布的定位槽,所述定位槽中部可拆卸設(shè)置有定位鍵,所述定位鍵寬度與所述定位槽相適配,且所述定位鍵上端高出所述旋轉(zhuǎn)臺(tái)板上平面并與所述上線模具連接,用于定位所述上線模具中心。
2.根據(jù)權(quán)利要求1所述的低壓鑄造模具通用上線系統(tǒng),其特征在于:所述機(jī)臺(tái)上擺設(shè)定位有兩個(gè)導(dǎo)軌限位塊,所述導(dǎo)軌限位塊一側(cè)面為定位面,另一側(cè)面為限位面,兩個(gè)所述定位面分別貼設(shè)限位所述第一導(dǎo)軌的兩側(cè),所述限位面與所述機(jī)臺(tái)上的邊缸配合,用于定位所述導(dǎo)軌限位塊。
3.根據(jù)權(quán)利要求2所述的低壓鑄造模具通用上線系統(tǒng),其特征在于:所述第二導(dǎo)軌的后端設(shè)置有后擋輪板,所述第一導(dǎo)軌上設(shè)置有前擋輪板,均用于攔擋所述車(chē)輪,所述車(chē)輪由所述前擋輪板攔擋停止時(shí),所述旋轉(zhuǎn)臺(tái)板的回轉(zhuǎn)中心位于所述安裝頂板的安裝中心的正下方。
4.根據(jù)權(quán)利要求1所述的低壓鑄造模具通用上線系統(tǒng),其特征在于:所述導(dǎo)軌組件還包括位于所述第二導(dǎo)軌正下方的導(dǎo)軌底座,所述導(dǎo)軌底座與所述機(jī)臺(tái)的底板等高,使得所述第一導(dǎo)軌和所述第二導(dǎo)軌位于同一水平平面上。
5.根據(jù)權(quán)利要求4所述的低壓鑄造模具通用上線系統(tǒng),其特征在于:所述導(dǎo)軌底座上端設(shè)置有導(dǎo)軌安裝板,所述導(dǎo)軌安裝板上設(shè)置有t形的吊裝孔。
技術(shù)總結(jié)
本技術(shù)公開(kāi)了一種低壓鑄造模具通用上線系統(tǒng),包括轉(zhuǎn)運(yùn)車(chē)和導(dǎo)軌組件,導(dǎo)軌組件包括拼接的第一導(dǎo)軌和第二導(dǎo)軌,第一導(dǎo)軌可拆卸鋪設(shè)于機(jī)臺(tái)上,第二導(dǎo)軌位于機(jī)臺(tái)外,轉(zhuǎn)運(yùn)車(chē)包括車(chē)輪、支腿、支撐臺(tái)板、回轉(zhuǎn)軸承和旋轉(zhuǎn)臺(tái)板,旋轉(zhuǎn)臺(tái)板由回轉(zhuǎn)軸承支撐可轉(zhuǎn)動(dòng)設(shè)于支撐臺(tái)板上,旋轉(zhuǎn)臺(tái)板上設(shè)數(shù)個(gè)沿其回轉(zhuǎn)中心環(huán)向排布的定位槽,定位槽中部可拆卸設(shè)置定位鍵,定位鍵寬度與定位槽適配,其上端高出旋轉(zhuǎn)臺(tái)板定位上線模具;該上線系統(tǒng)通過(guò)拼接式導(dǎo)軌組件導(dǎo)向轉(zhuǎn)運(yùn)車(chē)上線模具,可簡(jiǎn)單、便捷將模具轉(zhuǎn)移至機(jī)臺(tái)中央;轉(zhuǎn)運(yùn)車(chē)結(jié)構(gòu)簡(jiǎn)單,實(shí)用性強(qiáng),易于進(jìn)行對(duì)中和角度對(duì)準(zhǔn)操作,系統(tǒng)整體結(jié)構(gòu)簡(jiǎn)單,改造成本低,可匹配多種機(jī)臺(tái),降低操作難度,提高換模效率和可靠性。
技術(shù)研發(fā)人員:鈕占亮,周向東,徐吉林,劉寶興,張川,曹偉澤,邱立英
受保護(hù)的技術(shù)使用者:天津立中車(chē)輪有限公司
技術(shù)研發(fā)日:20240709
技術(shù)公布日:2025/4/24
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!