用于將卷幅材料的卷筒自動(dòng)連結(jié)的方法和設(shè)備與流程
本發(fā)明涉及一種用于將卷幅材料的卷筒自動(dòng)連結(jié)的方法以及實(shí)施所述方法的設(shè)備,特別地適于在能夠自動(dòng)更換所述卷幅材料的卷筒的設(shè)備中使用。
背景技術(shù):
1、目前,在各個(gè)技術(shù)領(lǐng)域中,使用卷幅材料的卷筒來(lái)制造或包裝產(chǎn)品的自動(dòng)化機(jī)器的應(yīng)用是廣為人知的。這些自動(dòng)化機(jī)器的操作意味著在卷幅材料已經(jīng)完全耗盡時(shí)對(duì)正在使用的卷筒進(jìn)行更換。
2、因此,已經(jīng)開(kāi)發(fā)出適于自動(dòng)更換卷幅材料的卷筒而無(wú)需中斷機(jī)器的正常運(yùn)行周期的設(shè)備。這些設(shè)備基本上將即將用盡的卷筒的后沿邊緣與新卷筒的前沿邊緣連結(jié)。因此,負(fù)責(zé)的操作人員需要定期向設(shè)備供應(yīng)一個(gè)或更多個(gè)新的卷幅材料的卷筒;隨后,設(shè)備在運(yùn)行中的卷筒完全被用盡時(shí)自動(dòng)更換該卷筒。
3、例如,從專利ep?0?619?231和ep?2?233?399中能了解用于自動(dòng)更換卷幅材料的卷筒的設(shè)備。
4、根據(jù)生產(chǎn)類型,這種操作可能需要相對(duì)頻繁地進(jìn)行。特別是在某些生產(chǎn)領(lǐng)域中,諸如電能存儲(chǔ)設(shè)備的構(gòu)造,單個(gè)卷幅材料的卷筒可能在幾分鐘內(nèi)被消耗完,因此卷筒的更換必須以高頻率重復(fù)。
5、因此,在特定的生產(chǎn)領(lǐng)域中需要加快將即將用盡的卷筒的后沿邊緣與新卷筒的前沿邊緣自動(dòng)連結(jié)的操作,而不會(huì)在此操作期間損壞有時(shí)非常薄的卷幅材料。
6、實(shí)際上,在某些生產(chǎn)領(lǐng)域,諸如電能存儲(chǔ)設(shè)備的制造中,卷幅材料的條帶至少在一側(cè)具有一系列外端部或標(biāo)記,這些外端部或標(biāo)記在與表面接觸時(shí)容易彎曲或損壞。這顯然會(huì)在生產(chǎn)階段期間導(dǎo)致不可接受的浪費(fèi)量。
7、最終,開(kāi)發(fā)出性能越來(lái)越高的自動(dòng)化機(jī)器能夠達(dá)到非常高的生產(chǎn)速度,這使得迫切需要同樣快速地更換卷幅材料的卷筒。這特別要求將即將用盡的卷筒的后沿邊緣與新卷筒的前沿邊緣連結(jié)被高速自動(dòng)執(zhí)行,以便向機(jī)器連續(xù)供給卷幅材料。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的是通過(guò)設(shè)計(jì)一種方法來(lái)解決上述問(wèn)題,該方法允許實(shí)現(xiàn)設(shè)備中卷幅材料的卷筒的最佳自動(dòng)連結(jié),以用于更換所述卷幅材料的卷筒,該卷幅材料的卷筒與使用該卷幅材料來(lái)制造或包裝產(chǎn)品的機(jī)器相關(guān)聯(lián)。
2、本發(fā)明的另外的目的是提供一種確保實(shí)現(xiàn)高生產(chǎn)速度的將卷幅材料的卷筒自動(dòng)連結(jié)的方法。
3、本發(fā)明的又一目的是提供一種能夠維持卷幅材料的完整性的將卷幅材料的卷筒自動(dòng)連結(jié)的方法。
4、本發(fā)明的再一目的是提供一種能夠?qū)崿F(xiàn)將卷幅材料的卷筒自動(dòng)連結(jié)的主題方法的設(shè)備,該設(shè)備具有簡(jiǎn)單的結(jié)構(gòu)和功能性設(shè)計(jì)、配備有可靠的操作、用途廣泛并且成本相對(duì)較低。
5、根據(jù)本發(fā)明,上述目的是通過(guò)根據(jù)權(quán)利要求1所述的用于將卷幅材料的卷筒自動(dòng)連結(jié)的方法以及根據(jù)權(quán)利要求2所述的用于將卷幅材料的卷筒自動(dòng)連結(jié)的設(shè)備實(shí)現(xiàn)的。
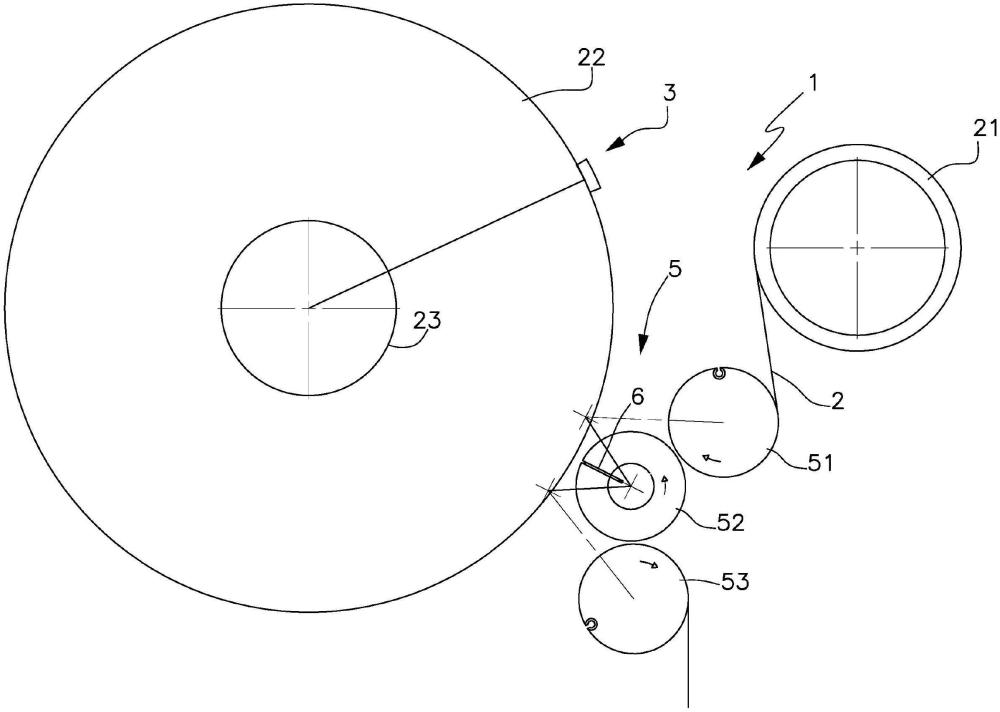
6、用于將卷幅材料的卷筒自動(dòng)連結(jié)的設(shè)備包括連結(jié)組件,連結(jié)組件適于拾取卷幅材料的即將用盡的第一卷筒的后沿邊緣并且將該后沿邊緣應(yīng)用于卷幅材料的第二卷筒的前沿邊緣。
7、根據(jù)本發(fā)明的一個(gè)方面,所述卷幅材料的第二卷筒的前沿邊緣經(jīng)由以與所述卷幅材料的所述第二卷筒相同的角速度進(jìn)行旋轉(zhuǎn)的附著(grip)裝置而被保持成靠近該第二卷筒。
8、適當(dāng)?shù)兀矸牧系牡诙硗驳乃銮把剡吘壴诿嫦蛲獾囊粋?cè)上攜帶有粘附材料的標(biāo)簽。
9、優(yōu)選地,所述附著裝置包括徑向臂,徑向臂在自由端處設(shè)置有支撐構(gòu)件,該支撐構(gòu)件適于連接至抽吸裝置以使支撐構(gòu)件的面向外的表面處于真空,所述徑向臂安裝至所述卷筒的軸上并且因此以相同的角速度進(jìn)行旋轉(zhuǎn)。
10、優(yōu)選地,所述支撐件包括葉片,該葉片在與所述卷幅材料的卷筒的外表面相切的平面上延展。
11、優(yōu)選地,所述附著裝置能夠在所述卷幅材料的卷筒的徑向方向上操作,以促進(jìn)將所述卷幅材料的第二卷筒的所述前沿邊緣應(yīng)用到所述卷幅材料的即將用盡的第一卷筒的所述后沿邊緣。
12、優(yōu)選地,所述連結(jié)組件包括多個(gè)輥,多個(gè)輥在合適的相位關(guān)系中能夠根據(jù)與所述卷筒的旋轉(zhuǎn)軸線平行的相應(yīng)旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn),從而依次地使從所述第一卷筒退繞的所述卷幅材料進(jìn)行附著、對(duì)該第一卷筒的所述后沿邊緣進(jìn)行切割、將所述第一卷筒的所述后沿邊緣傳遞到所述第二卷筒的所述前沿邊緣上、以及使用所述粘附材料的標(biāo)簽將所述后沿邊緣連結(jié)至所述前沿邊緣。
13、適當(dāng)?shù)兀鲚佅鄬?duì)于彼此反向旋轉(zhuǎn)。
14、優(yōu)選地,所述連結(jié)組件包括用于對(duì)卷幅材料進(jìn)行拾取并且使卷幅材料退繞的第一輥,所述第一輥能夠連接至抽吸裝置,以使第一輥的外周表面處于真空,從而對(duì)從第一卷筒退繞的所述卷幅材料進(jìn)行保持。
15、優(yōu)選地,所述連結(jié)組件包括在所述卷幅材料的前進(jìn)方向上位于所述第一輥下游的第二輥,所述第二輥用于將所述第一卷筒的所述后沿邊緣傳遞到所述第二卷筒的所述前沿邊緣上,在所述第二輥上承載有用于對(duì)從所述第一卷筒退繞的卷幅材料進(jìn)行切割并且適合于對(duì)所述后沿邊緣進(jìn)行限定的裝置。
16、優(yōu)選地,所述切割裝置包括刀片,刀片被容置于徑向形成在所述第二輥的本體中的坐置部?jī)?nèi),所述刀片適于在停用的縮回位置與從所述第二輥伸出以執(zhí)行對(duì)卷幅材料的切割的前進(jìn)位置之間進(jìn)行致動(dòng)。
17、優(yōu)選地,所述連結(jié)組件包括位于所述第二輥下游的第三輥,所述第三輥用于在所述第二卷筒的所述前沿邊緣連結(jié)至所述第一卷筒的所述后沿邊緣之后對(duì)待供給的卷幅材料進(jìn)行驅(qū)動(dòng),所述第三輥能夠連接至抽吸裝置,以使第三輥的外周表面處于真空。
18、適當(dāng)?shù)兀矸牧系乃龅谝痪硗埠途矸牧系乃龅诙硗脖徊贾迷诓⑴挪贾们夜裁娴南鄳?yīng)工作位置中,由相應(yīng)的電動(dòng)聯(lián)接構(gòu)件支撐以根據(jù)平行軸進(jìn)行旋轉(zhuǎn)。
19、方便地,所述連結(jié)組件由可移動(dòng)組件承載,所述可移動(dòng)組件適于使該連結(jié)組件在所述輥的軸向方向上平移一行程,所述行程的幅度大于卷幅材料的厚度。
20、優(yōu)選地,所述可移動(dòng)組件能夠在工作位置與縮回位置之間移動(dòng),在工作位置中,所述可移動(dòng)組件與所述卷幅材料的第一卷筒和卷幅材料的第二卷筒共面,在縮回位置中,所述連結(jié)組件與從所述卷筒退繞的所述卷幅材料不接合。
21、優(yōu)選地,所述可移動(dòng)組件能夠使所述連結(jié)組件在第一工作位置和第二工作位置之間進(jìn)行角度旋轉(zhuǎn),第一工作位置和第二工作位置相對(duì)于彼此是鏡像的。
22、本發(fā)明還涉及一種將卷幅材料的卷筒自動(dòng)連結(jié)的方法,該方法包括以下步驟:
23、a.以與卷幅材料的退繞的第一卷筒的工作位置并排放置的方式,將卷幅材料的第二卷筒布置在工作位置中,以一致地供給該卷幅材料,所述第一卷筒和所述第二卷筒能夠相對(duì)于平行的旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn);
24、b.將所述卷幅材料的第二卷筒的前沿邊緣與通過(guò)所述卷幅材料的該第二卷筒(22)而被操作成旋轉(zhuǎn)的附著裝置相關(guān)聯(lián),所述前沿邊緣在面向外的一側(cè)上承載有粘附裝置(4);
25、c.通過(guò)傳感器裝置對(duì)卷幅材料的退繞的所述第一卷筒的剩余直徑進(jìn)行檢測(cè);
26、d.當(dāng)檢測(cè)到所述卷幅材料的退繞的所述第一卷筒的預(yù)定剩余直徑時(shí),使所述卷幅材料的所述第二卷筒進(jìn)行旋轉(zhuǎn);
27、e.對(duì)所述卷幅材料的退繞的所述第一卷筒的后沿端部進(jìn)行切割;
28、f.將所述卷幅材料的所述第一卷筒的所述后沿端部與連結(jié)組件接合,連結(jié)組件在所述卷幅材料的供給方向上布置在所述第一卷筒的下游;
29、g通過(guò)與所述卷幅材料的所述第二卷筒成一體的所述附著裝置,將所述卷幅材料的所述第一卷筒的所述后沿端部應(yīng)用到旋轉(zhuǎn)的所述卷幅材料的所述第二卷筒的所述前沿邊緣上,
30、h.通過(guò)與所述第二卷筒的所述前沿邊緣相關(guān)聯(lián)的所述粘附裝置,將所述卷幅材料的卷筒的所述后沿端部與所述卷幅材料的該卷筒的所述前沿邊緣連結(jié)。
31、該主題方法提供了使卷幅材料的第二卷筒以下述外周速度進(jìn)行旋轉(zhuǎn):該外周速度大致對(duì)應(yīng)于向使用所述卷幅材料的機(jī)器供給所述卷幅材料的速度。
32、根據(jù)本發(fā)明的方面,該方法提供將所述卷幅材料的第一卷筒的后沿邊緣與所述連結(jié)組件的多個(gè)輥接合,所述輥在合適的相位關(guān)系中能夠根據(jù)與所述卷筒的旋轉(zhuǎn)軸線平行的相應(yīng)旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn),從而依次執(zhí)行使從所述第一卷筒退繞的所述卷幅材料進(jìn)行附著、對(duì)該第一卷筒的所述后沿邊緣進(jìn)行切割、將所述第一卷筒的所述后沿邊緣傳遞到所述第二卷筒的所述前沿邊緣上、以及通過(guò)所述粘附材料的標(biāo)簽將所述后沿邊緣連結(jié)至所述前沿邊緣。
33、根據(jù)本發(fā)明的另一方面,該方法涉及:在將所述卷筒的所述后沿邊緣連結(jié)至所述卷筒的所述前沿邊緣的步驟結(jié)束時(shí),將所述連結(jié)組件從與所述卷幅材料的第一卷筒和卷幅材料的第二卷筒共面的工作位置平移到縮回位置,在縮回位置中,所述連結(jié)組件的輥與從所述卷筒退繞的所述卷幅材料不接合。
34、方便地,在所述連結(jié)組件的縮回位置中,該方法提供將連結(jié)組件在相對(duì)于彼此為鏡像的第一工作位置和第二工作位置之間進(jìn)行角度旋轉(zhuǎn),以便準(zhǔn)備用于后續(xù)連結(jié)操作的所述輥。
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!