一種自動連續無滲漏密封的飲用水池罐及其咬合成型方法與流程
本發明涉及大型儲存液體池罐的,更具體講是一種自動連續無滲漏密封的飲用水池罐及其咬合成型方法,尤其適用于大型儲存及運輸符合國家標準飲用級生活水和生產飲用水產品及飲料。
背景技術:
1、目前儲存符合國家標準飲用級生活水和生產飲用水產品及飲料等液體物料的大型池罐的制作工藝可分為兩大種:一種是選用符合國家食品級安全標準的su30不銹鋼材料采用逐件直接拼裝并焊接后制作而成;另一種是利用食品級安全標準的su304不銹鋼材料鋼卷板材進行螺旋咬合輥壓成型工藝完成,并在咬合接處由人工注入食品級液體密封膠對鋼板拼接縫隙進行密封。對于液體物料儲存池罐而言,最關鍵技術之一就是池罐制作過程中鋼板接縫間的密封問題。第一種鋼板逐件直接拼裝并焊接的制作工藝存在著下述不足:一方面焊條中的化學藥劑成分會導致形成的焊縫影響飲用水產品及飲料等液體物料的質量;另一方面需要焊接的位置較多、焊接后還需要對焊縫進行打磨處理、焊接效果還與工人的焊接水平直接掛鉤,因此整體采用焊接工藝時不僅制作效率比較低,費時、費力、成本高,而且焊接的牢固性、密封性、均勻性也難以保證,同時檢測焊接牢固性和密封性時還需要借助超聲波探傷儀等儀器。正因為第一種鋼板逐件直接拼裝并焊接的制作工藝存在著上述種種不足,所以又出現了咬合輥壓成型工藝。咬合輥壓成型工藝與鋼板逐件直接拼裝并焊接的制作工藝相比,在接口處采用咬合成型代替了焊接拼接,簡化了操作,制作效率大大提升,也避免了焊條及焊縫對水質的影響,但是采用螺旋咬合輥壓成型工藝來制作飲用水液體物料儲存池罐在密封方面還是存在著一些缺陷:(1)當前此工藝中是采用人工對咬口處進行注入食品級膠狀液體硅酮膠來進行密封,因為液體硅酮膠具有一定的流動性,所以在咬口輥壓成型過程中常因密封處液體硅酮膠的缺失而造成密封不嚴、甚至漏液。(2)由于每件食品級硅酮膠的容量有限,造成更換頻率很高,再加上人工注膠,因此常常在連續輥壓過程中會產生斷膠和注膠量難于控制的問題,例如膠量過大造成浪費、膠量不足極易產生密封不嚴等問題。再加上后期很難進行檢測,也對大型池罐漏液后期維修帶來很大困難和經濟損失。由此可見,還需要對制作飲用水池罐的螺旋咬合輥壓成型方法進行完善和升級,設計出一種能夠在咬合過程中同時能夠自動連續無滲漏密封的工藝,實現自動密封、連續密封、無滲漏密封,省去傳統咬合過程中的人工注膠操作,避免出現人工注膠中產生的斷膠、注膠不連續性、注膠不均勻等技術問題。
技術實現思路
1、本發明的目的正是針對上述現有技術中所存在的不足之處而提供的一種自動連續無滲漏密封的飲用水池罐及其咬合成型方法。利用本發明不僅能夠順利高效地咬合成型出符合飲用標準的飲用水池罐,而且還能夠在咬合過程中實現自動密封、連續密封、無滲漏密封,大大提高了密封效果和密封效率,省去了傳統咬合過程中的人工注膠操作,也避免和解決了傳統人工注膠中產生的斷膠、注膠不連續性、注膠不均勻等技術問題。
2、本發明的目的可通過以下技術措施來實現的:
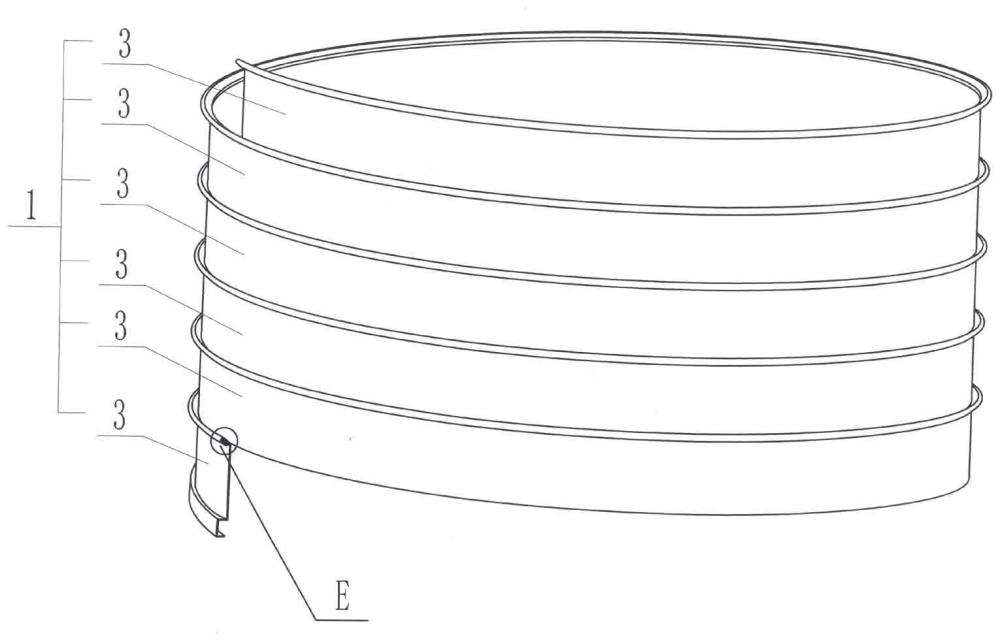
3、本發明的一種自動連續無滲漏密封的飲用水池罐是由橫截面帶有上沿凸臺和下沿凹槽、且長度方向呈螺旋層狀盤疊的金屬鋼帶上下相鄰兩層依次嵌套咬合而成的池灌倉體經上下平沿后配焊倉底及基礎、扣合頂蓋后最終構成的用于存儲飲用水且無滲漏密封的整體池罐;其中在金屬鋼帶上下相鄰層的下沿凹槽與上沿凸臺的嵌套過程中將兩卷連續成卷的硅膠密封帶分別安置在兩個咬合拐角處再進行咬合形成了五層板厚包裹著兩道連續密封帶結構的無滲漏五層咬口。
4、本發明中所述上沿凸臺是鋼板上沿經過連續兩次90度外翻邊折彎后形成的敞口朝下的u型結構。
5、本發明中所述下沿凹槽是鋼板下沿經過連續兩次90度內翻邊和一次90度外翻邊折彎后形成的敞口水平朝內的u型結構。
6、本發明中所述硅膠密封帶在展開前是卷繞在密封帶芯軸上;密封帶芯軸是一端帶有限位盤的空心圓柱體結構。
7、本發明的一種自動連續無滲漏密封的飲用水池罐的咬合成型方法步驟如下:
8、a、輥壓金屬鋼帶:利用鋼帶輥壓成型設備將鋼板輥壓制成橫截面帶有上沿凸臺和下沿凹槽、且長度方向呈螺旋層狀盤疊的金屬鋼帶;
9、b、槽口嵌套:將螺旋層狀盤疊的金屬鋼帶上下相鄰兩層依次進行槽口嵌套,即讓位于下層金屬鋼帶的上沿凸臺插嵌到位于上層金屬鋼帶的下沿凹槽中;
10、c、引入首道密封帶:先將成卷的硅膠密封帶掛裝到槽口輥壓咬口設備上,即把密封帶芯軸插掛在槽口輥壓咬口設備相應的放線軸上;再把硅膠密封帶的自由端頭引入固定到位于咬合起始點的嵌套槽口截面中首道咬合拐角處——即下沿凹槽中靠下的內翻邊折彎處;
11、d、首道咬合和首道連續密封:啟動槽口輥壓咬口設備,槽口輥壓咬口設備是一邊從咬合起始點開始螺旋前移、一邊自動連續展開硅膠密封帶,同時還對嵌套槽口的首道咬合拐角處進行首道咬合,并在首道咬合的過程中對自動連續展開的硅膠密封帶進行包裹及擠壓形成了首道連續密封帶;
12、e、引入二道密封帶:同樣先將成卷的硅膠密封帶掛裝到槽口輥壓咬口設備上,即把密封帶芯軸插掛在槽口輥壓咬口設備相應的放線軸上;再把硅膠密封帶的自由端頭引入固定到位于咬合起始點的嵌套槽口截面中二道咬合拐角處——即上沿凸臺中靠外側的外翻邊折彎處;
13、f、二道咬合和二道連續密封:啟動槽口輥壓咬口設備,槽口輥壓咬口設備是一邊從咬合起始點開始螺旋前移、一邊自動連續展開硅膠密封帶,同時還對嵌套槽口的二道咬合拐角處進行二道咬合,并在二道咬合的過程中對自動連續展開的硅膠密封帶進行包裹及擠壓形成了二道連續密封帶;這樣經先后兩道咬合后,金屬鋼帶在每節段上下相鄰兩層的嵌套咬合部位都形成了五層板厚包裹著兩道連續密封帶的無滲漏五層咬口結構,而整體金屬鋼帶則形成了內腔相同且自動連續無滲漏密封的池灌倉體;
14、g、完善飲用水池罐:將步驟f所得的池灌倉體達到3米時,先將上沿端進行平沿處理并完成頂蓋焊接;隨后建造至所需池灌倉體高度,對下沿端進行平沿處理,反向旋轉落在基礎上倉底面上并完成其焊接,最終形成無滲漏密封的飲用水池罐。
15、本發明中所述金屬鋼帶選用符合國家食品和飲用級標準的su304不銹鋼材料來制作。
16、本發明中所述硅膠密封帶是一種符合國家食品和飲用級標準的彈性軟固體,截面形狀為圓形、方形、u形中的任一種,截面外形尺寸為3~10mm。
17、本發明的設計原理如下:
18、本發明是對傳統人工注膠密封的咬合成型方法的完善和升級。一方面,本發明中采用一種符合國家食品和飲用級標準且為彈性軟固體的硅膠密封帶來代替傳統液體硅酮膠來進行密封。另一方面,本發明用自動連續密封作業方式代替了傳統人工注膠方式——即在本發明的咬合成型方法中,硅膠密封帶是掛裝在槽口輥壓咬口設備相應的放線軸上,槽口輥壓咬口設備是一邊螺旋前移、一邊自動連續展開硅膠密封帶、一邊咬合嵌套槽口及包裹擠壓硅膠密封帶,利用本發明這樣的作業成型方法不僅能夠順利高效地咬合成型出符合飲用標準的飲用水池罐,而且還能夠在咬合過程中實現自動密封、連續密封、無滲漏密封,大大提高了密封效果和密封效率,省去了傳統咬合過程中的人工注膠操作,也避免和解決了傳統人工注膠中產生的斷膠、注膠不連續性、注膠不均勻等技術問題。更具體地講,本發明是先將橫截面帶有上沿凸臺和下沿凹槽、且長度方向呈螺旋層狀盤疊的金屬鋼帶上下相鄰兩層依次進行槽口嵌套,再將成卷的硅膠密封帶掛裝到槽口輥壓咬口設備上,并在嵌套的槽口內巧妙地找到合適的咬合拐角引入固定硅膠密封帶端頭,然后啟動槽口輥壓咬口設備,槽口輥壓咬口設備是一邊從咬合起始點開始螺旋前移、一邊自動連續展開硅膠密封帶、一邊咬合嵌套槽口及包裹擠壓硅膠密封帶——即槽口輥壓咬口設備對嵌套槽口的咬合拐角處進行咬合,在咬合的過程中同時對自動連續展開的硅膠密封帶進行包裹及擠壓形成了連續密封帶。這樣經先后兩道上述咬合后,就會在嵌套槽口內先后形成首道連續密封帶和二道連續密封帶,嵌套咬合部位會形成五層板厚包裹著兩道連續密封帶的無滲漏五層咬口的結構,而整體金屬鋼帶則形成了內腔相同且自動連續無滲漏密封的池灌倉體——因為液體如果發生滲漏必然是沿著上下兩節之間的拼縫,而利用本發明咬合成型出來的拼縫處已經形成了五層板厚包裹著兩道連續密封帶的無滲漏五層咬口結構,能有效避免液體滲漏,實現連續不間斷無滲漏密封。
19、本發明的有益技術效果如下:
20、利用本發明不僅能夠順利高效地咬合成型出符合飲用標準的飲用水池罐,而且還能夠在咬合過程中實現自動密封、連續密封、無滲漏密封,大大提高了密封效果和密封效率,省去了傳統咬合過程中的人工注膠操作,也避免和解決了傳統人工注膠中產生的斷膠、注膠不連續性、注膠不均勻等技術問題。
- 還沒有人留言評論。精彩留言會獲得點贊!