一種化工原料的研磨設備和故障檢測方法與流程
本發明涉及粉碎研磨處理,具體涉及一種化工原料的研磨設備和故障檢測方法。
背景技術:
1、化工原料在化工行業中具有極其廣泛的應用,它們是制造各種化學制品的基礎。在化工原料的生產和加工過程中,研磨是一個至關重要的環節。研磨設備通過對原料進行粉碎、混合和均勻化處理,提高了原料的利用率和產品的品質。研磨設備的電機作為核心部件,其運行狀態直接影響整個設備的性能和生產效率。對研磨設備的電機進行故障檢測可以提高設備運行的安全性以及穩定性,保證研磨效率。
2、現有技術cn118310625b(一種機器人伺服驅動故障監測方法及系統)中通過分析不同振動數據之間的共振現象進行故障識別,這種方法常通過使用振動傳感器獲取電機的振動數據,然后對電機振動數據進行分析,當電機振動數據波動出現異常,則認為電機出現故障。而由于研磨設備在工作時,研磨倉體在研磨化學原料時會發生復雜的振動現象,進而對電機的振動數據造成干擾,這種干擾不僅僅是共振效應導致的,還存在其他復雜振動頻率的干擾,這種振動干擾會導致電機的故障的識別的準確性降低。
技術實現思路
1、本發明提供一種化工原料的研磨設備和故障檢測方法,以解決現有的問題。
2、本發明的一種化工原料的研磨故障檢測方法采用如下技術方案:
3、本發明一個實施例提供了一種化工原料的研磨故障檢測方法,該方法包括以下步驟:
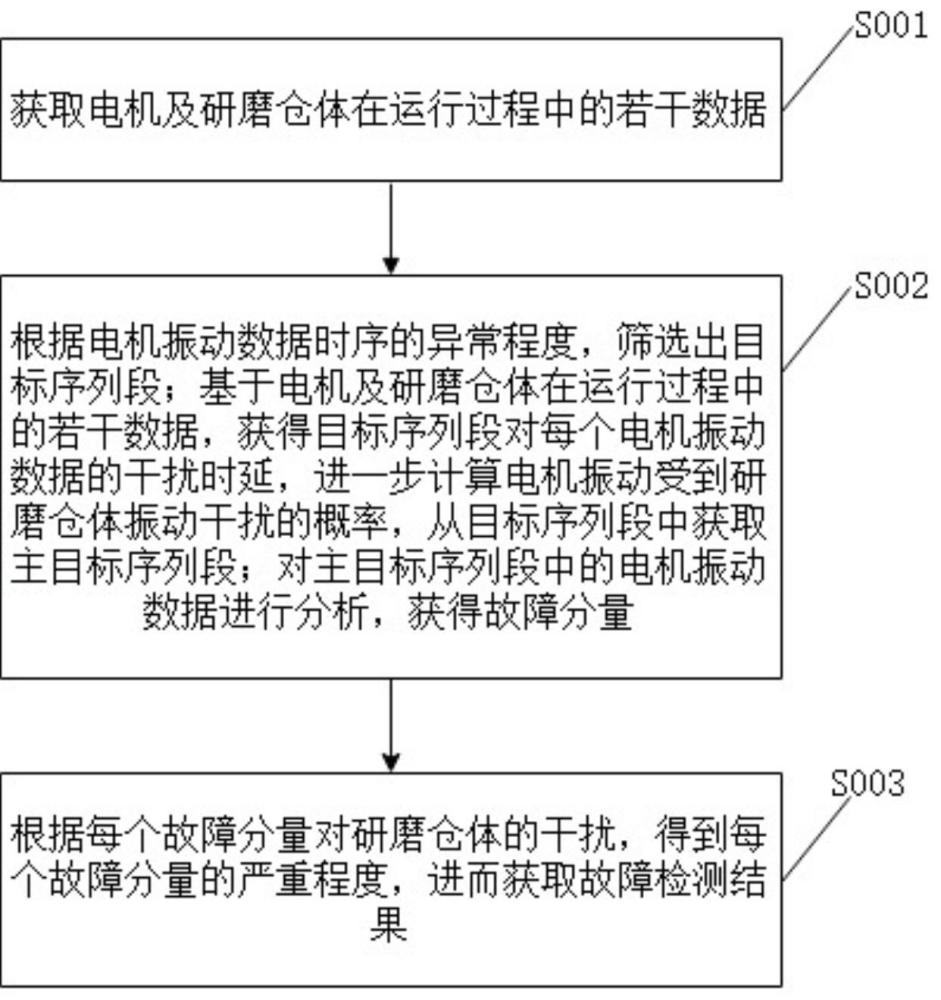
4、獲取電機及研磨倉體在運行過程中的若干數據;所述若干數據為利用振動傳感器獲得的振動頻率數據,及研磨倉體的不同位置到電機的距離;所述振動頻率數據包括倉體振動數據時序和電機振動數據時序;
5、根據電機振動數據時序的異常程度,篩選出目標序列段;將研磨倉體距離電機最近的位置作為參考位置,獲取距離電機振動數據最近的相鄰目標數據對應時間與電機振動數據的采集時間的平均差異作為目標序列段對每個電機振動數據的干擾時延,所述目標數據為目標序列段與參考位置研磨倉體的振動數據之間變化率差異小于預設閾值時研磨倉體的振動數據,進一步計算電機振動受到研磨倉體振動干擾的概率,所述概率與研磨倉體對目標序列段中每個電機振動數據的干擾時延呈正相關,與對目標序列段中電機振動數據,造成干擾的參考位置上電機振動數據對應干擾時延之前的時間上研磨倉體的振動數據呈負相關,從目標序列段中獲取主目標序列段;對主目標序列段中的電機振動數據進行分析,獲得故障分量;
6、根據每個故障分量對研磨倉體的干擾,得到每個故障分量的嚴重程度,進而獲取故障檢測結果。
7、進一步地,所述根據電機振動數據時序的異常程度,篩選出目標序列段,包括的具體方法為:
8、將電機振動數據時序等分為若干個序列段,分別對每個序列段進行快速傅里葉變換,得到若干個序列段對應的振動能量值及頻譜;獲取每個序列段的頻譜中振幅最大的頻率成分,作為所述序列段的主頻,記為;根據每個序列段的主頻預設序列段的頻率帶寬范圍;
9、根據每個序列段對應的振動能量值和頻率帶寬范圍,計算序列段的異常程度;
10、預設閾值,將異常程度大于等于預設閾值的序列段,記為目標序列段。
11、進一步地,所述根據每個序列段對應的振動能量值和頻率帶寬范圍,計算序列段的異常程度,包括的具體方法為:
12、
13、其中,表示第個序列段的異常程度;表示電機振動數據時序中所有序列段的數量;表示第個序列段中包含的數據的數量;表示第個序列段中第個位置對應的振動能量值;表示除第個序列段以外的第個序列段中第個位置對應的振動能量值;表示預設第個序列段的頻率帶寬范圍內所有振動能量值的和;表示所有序列段的頻率帶寬范圍內所有振動能量值的和;表示絕對值符號;表示以自然常數為底的指數函數;表示歸一化函數。
14、進一步地,所述目標序列段對每個電機振動數據的干擾時延的具體獲取方法為:
15、使用最小二乘法對每個目標序列段中所有電機振動數據進行擬合,得到每個電機振動數據在擬合曲線上的斜率;計算目標序列段中數據在擬合曲線上的斜率與參考位置研磨倉體的振動數據對應的斜率的差值,預設閾值,將所述差值小于預設閾值時對應研磨倉體的振動數據記為目標數據;
16、在電機振動數據對應的所有目標數據中,將距離所述電機振動數據最近的前一個目標數據對應的時間與電機振動數據的采集時間的差值,作為電機振動數據的參考時延,將第個目標序列段中所有電機振動數據參考時延的均值,作為研磨倉體的振動對電機振動數據的干擾時延。
17、進一步地,所述計算電機振動受到研磨倉體振動干擾的概率,包括的具體方法為:
18、
19、其中,表示第個目標序列段的電機振動受研磨倉體振動干擾的概率;表示第個目標序列段的異常程度;表示第個目標序列段中電機振動數據的數量;表示第個目標序列段中第個電機振動數據;表示對于參考位置處的第個目標序列段中第個電機振動數據在干擾時延之前所對應的研磨倉體振動數據;表示第個目標序列段的電機振動數據與參考位置的研磨倉體振動數據的皮爾遜相關系數;表示研磨倉體的振動對第個目標序列段中每個電機振動數據的干擾時延;表示絕對值符號;表示以自然常數為底的指數函數。
20、進一步地,所述從目標序列段中獲取主目標序列段,包括的具體方法為:預設閾值,當目標序列段的電機振動數據受到倉體振動數據干擾的概率大于閾值時,標記為正常情況;當目標序列段的電機振動數據受到倉體振動數據干擾的概率小于等于閾值時,將所述目標序列段標記為主目標序列段。
21、進一步地,所述對主目標序列段中的電機振動數據進行分析,獲得故障分量,包括的具體方法為:
22、根據每個振動頻率與其它振動頻率的振動能量值的差異,結合電機振動受研磨倉體振動干擾的概率,計算主目標序列段中振動頻率為故障分量的可能性;
23、將第個主目標序列段中為故障分量可能性最大的振動頻率,記為故障分量。
24、進一步地,所述計算主目標序列段中振動頻率為故障分量的可能性,包括的具體方法為:
25、
26、其中,表示第個主目標序列段中第個振動頻率為故障分量的可能性;表示第個主目標序列段中第個振動頻率所在主目標序列段的電機振動數據,受到研磨倉體振動數據干擾的概率;表示第個主目標序列段中第個振動頻率對應的振動能量值;表示第個主目標序列段中除第個振動頻率之外的第個振動頻率對應的振動能量值;表示第個主目標序列段中包含振動頻率的數量;表示絕對值符號。
27、進一步地,所述根據每個故障分量對研磨倉體的干擾,得到每個故障分量的嚴重程度,進而獲取故障檢測結果,包括的具體方法為:
28、
29、其中,表示第個主目標序列段存在故障分量的嚴重程度;表示研磨倉體上安裝震動傳感器位置的數量;表示與第個主目標序列段中第個故障分量數據對應的研磨倉體上第個位置的振動能量值;表示第個主目標序列段中第個故障分量數據的振動能量值;表示第個主目標序列段中包含故障分量數據的數量;表示絕對值符號;
30、預設閾值,當所有主目標序列段存在故障分量的嚴重程度大于閾值時,判定電機存在故障。
31、本發明的實施例提供了一種化工原料的研磨設備,包括研磨設備本體以及研磨設備包含的存儲器、處理器以及存儲在所述存儲器中并可在所述處理器上運行的計算機程序,所述處理器執行所述計算機程序時實現任意一項所述一種化工原料的研磨故障檢測方法的步驟。
32、本發明的技術方案的有益效果是:本實施例提供的一種化工原料的研磨故障檢測方法,針對傳統依賴于操作人員的經驗,需要在設備發生明顯故障后才能進行檢查停機修理的缺陷,考慮到結合電機及研磨倉體在運行過程中的若干數據,根據電機振動數據時序的異常程度,篩選出目標序列段,了解電機振動數據與倉體振動數據的相關性;緊接著基于電機及研磨倉體在運行過程中的若干數據,獲得目標序列段對每個電機振動數據的干擾時延,進一步計算電機振動受到研磨倉體振動干擾的概率,獲取主目標序列段;對主目標序列段中的電機振動數據進行分析,獲得故障分量,可以幫助確定故障的具體位置,便于針對性維修;同時,根據每個故障分量對研磨倉體的干擾,得到每個故障分量的嚴重程度,進而獲取故障檢測結果,獲得精準定位的故障源,利用數據分析技術,可以得到更加客觀、科學的故障判斷依據,減少依賴人工經驗的偏差。
- 還沒有人留言評論。精彩留言會獲得點贊!