一種精細(xì)磨具表面缺陷智能檢測(cè)方法與流程
本發(fā)明涉及圖像處理。更具體地,本發(fā)明涉及一種精細(xì)磨具表面缺陷智能檢測(cè)方法。
背景技術(shù):
1、碳化硅襯底硬度較大,莫氏硬度為9.25,僅次于金剛石。碳化硅襯底具有高硬、高脆、耐磨性好、化學(xué)性質(zhì)極其穩(wěn)定的特點(diǎn),使得碳化硅襯底的精密加工非常困難,普通的砂輪無(wú)法在加工壽命和加工效率上滿(mǎn)足碳化硅襯底倒角加工的要求。而金剛石砂輪是以金剛石磨料為原料,分別用金屬粉、樹(shù)脂粉、陶瓷和電鍍金屬作結(jié)合劑,制成的中央有通孔的圓形固結(jié)磨具,金剛石砂輪在結(jié)構(gòu)上與普通磨料砂輪有所不同,一般的是由金剛石磨料層、過(guò)渡層與基體組成,工作層又稱(chēng)金剛石層,由磨料、結(jié)合劑和填料組成,是砂輪的工作部分,而金剛石砂輪可以用于粗磨和精磨階段,且金剛石砂輪具有良好的切削性能,可以有效地去除碳化硅表面的不規(guī)則性和粗糙度。
2、目前,在對(duì)金剛石砂輪缺陷檢測(cè)時(shí),主要是對(duì)金剛石砂輪的工作層進(jìn)行檢測(cè),而金剛石砂輪的工作層是由磨料、結(jié)合劑和填料組成,因此,當(dāng)工作層出現(xiàn)缺陷時(shí),例如顆粒脫落、出現(xiàn)坑洞,會(huì)導(dǎo)致工作層上面的缺陷區(qū)域與正常區(qū)域處的灰度值差異較小,難以識(shí)別,因此不能對(duì)缺陷處進(jìn)行精準(zhǔn)的檢測(cè)。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明提供一種精細(xì)磨具表面缺陷智能檢測(cè)方法,旨在解決相關(guān)技術(shù)中當(dāng)工作層出現(xiàn)缺陷時(shí),例如顆粒脫落、出現(xiàn)坑洞,會(huì)導(dǎo)致工作層上面的缺陷區(qū)域與正常區(qū)域處的灰度值差異較小,難以識(shí)別,因此不能對(duì)缺陷處進(jìn)行精準(zhǔn)的檢測(cè)的問(wèn)題。
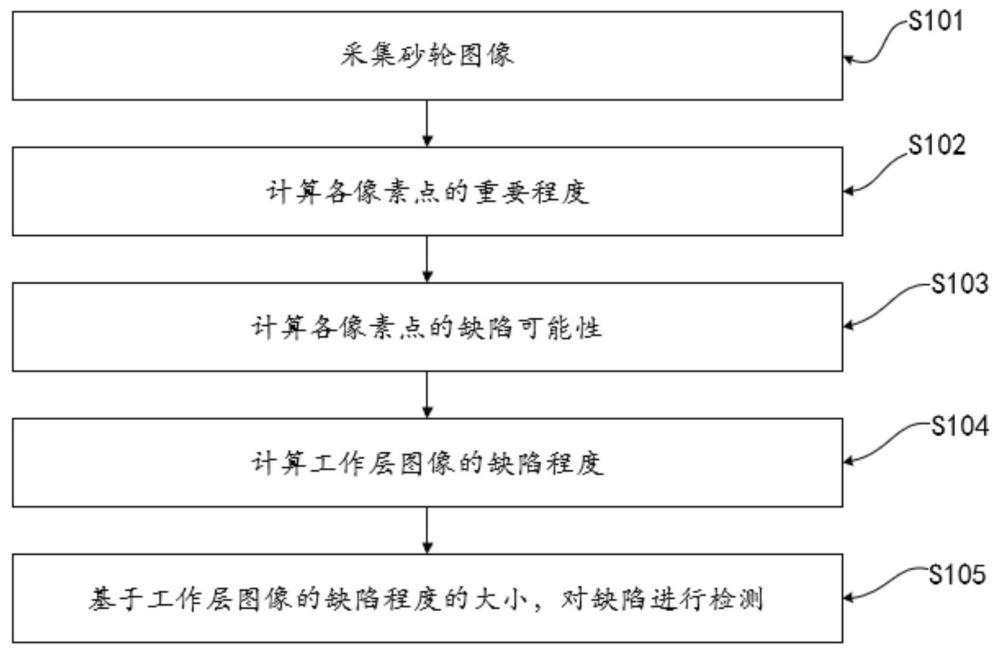
2、本發(fā)明提供了精細(xì)磨具表面缺陷智能檢測(cè)方法,包括:采集金剛石砂輪的表面圖像,利用圖像分割模型對(duì)表面圖像分割,得到工作層圖像,并以所述工作層圖像的中心點(diǎn)為原點(diǎn)建立極坐標(biāo)系,獲取極坐標(biāo)中每隔預(yù)設(shè)角度下射線所經(jīng)過(guò)工作層圖像上像素點(diǎn)組成的像素點(diǎn)序列;計(jì)算所述工作層圖像中各角度下像素點(diǎn)序列中像素點(diǎn)的重要程度和缺陷可能性,得到各角度下對(duì)應(yīng)的重要程度序列和缺陷可能性序列,其中像素點(diǎn)的重要程度反映了像素點(diǎn)所在位置與中心區(qū)域的距離和該像素點(diǎn)灰度值的高低,所述像素點(diǎn)的缺陷可能性反映了像素點(diǎn)深度值與其周?chē)袼攸c(diǎn)深度值的變化程度;計(jì)算出任意兩角度下缺陷可能性序列之間的差異度,作為工作層圖像的缺陷程度,基于所述缺陷程度的大小對(duì)磨具表面進(jìn)行缺陷檢測(cè),其中,所述差異度還與像素點(diǎn)的重要程度有關(guān)。通過(guò)利用圖像分割模型提取工作層圖像,并結(jié)合極坐標(biāo)系對(duì)像素點(diǎn)進(jìn)行處理,可以有效地將整個(gè)工作面分解為多個(gè)角度上的序列,并計(jì)算角度間缺陷可能性序列的差異度,通過(guò)該差異度能夠準(zhǔn)確的評(píng)估金剛石砂輪的缺陷程度。
3、進(jìn)一步的,基于所述缺陷程度的大小對(duì)磨具表面進(jìn)行缺陷檢測(cè),包括:若所述工作層圖像的缺陷程度大于等于預(yù)設(shè)誤差時(shí),則判斷金剛石砂輪表面出現(xiàn)缺陷,并進(jìn)行報(bào)警。
4、進(jìn)一步的,所述差異度的計(jì)算公式為:;式中,為第個(gè)角度下缺陷可能性序列與第個(gè)缺陷可能性序列之間的差異度,為第個(gè)角度下重要程度序列中第個(gè)像素點(diǎn)的重要程度,表示第個(gè)角度下重要程度序列中第個(gè)像素點(diǎn)的重要程度;為任一角度下射線所經(jīng)過(guò)像素點(diǎn)的個(gè)數(shù),為第個(gè)角度下缺陷可能性序列中第個(gè)像素點(diǎn)的缺陷可能性,為第個(gè)角度下缺陷可能性序列中第個(gè)像素點(diǎn)的缺陷可能性,表示歸一化函數(shù)。該差異度計(jì)算公式通過(guò)細(xì)化缺陷可能性和重要程度的結(jié)合,使得在局部和微小缺陷的檢測(cè)中具有更高的靈敏度。重要程度的考慮提高了對(duì)于關(guān)鍵區(qū)域的敏感性,能夠更敏銳地揭示表面問(wèn)題。
5、進(jìn)一步的,采集金剛石砂輪的表面圖像,包括:利用深度相機(jī)拍攝金剛石砂輪的表面,得到金剛石砂輪的表面圖像。
6、進(jìn)一步的,利用圖像分割模型對(duì)表面圖像分割,包括:將所述表面圖像輸入圖像分割模型,輸出工作層圖像。通過(guò)輸入工作層圖像,分割模型能夠自動(dòng)將工作層與其他不相關(guān)部分區(qū)分開(kāi)來(lái),提取出與缺陷檢測(cè)相關(guān)的區(qū)域。這樣,后續(xù)的分析可以集中于工作層,而不需要處理整個(gè)圖像中的所有信息,從而大大提高了后續(xù)處理的效率和精度。
7、進(jìn)一步的,所述圖像分割模型的訓(xùn)練過(guò)程包括:將金剛石砂輪的表面圖像中屬于工作層的像素點(diǎn)標(biāo)記為1,屬于非工作層像素點(diǎn)為0,得到0-1標(biāo)記圖像;將所述0-1標(biāo)記圖像輸入語(yǔ)義分割網(wǎng)絡(luò)模型進(jìn)行訓(xùn)練;響應(yīng)于損失函數(shù)小于預(yù)設(shè)值或者達(dá)到預(yù)設(shè)訓(xùn)練次數(shù)時(shí)完成訓(xùn)練,得到圖像分割模型。
8、進(jìn)一步的,獲取像素點(diǎn)序列,包括:每隔預(yù)設(shè)角度在極坐標(biāo)中建立一個(gè)射線,并將射線經(jīng)過(guò)工作層圖像的所有像素點(diǎn)組成像素點(diǎn)序列,從而得到各角度對(duì)應(yīng)的像素點(diǎn)序列。
9、進(jìn)一步的,獲取工作層圖像中各像素點(diǎn)的重要程度,包括:對(duì)工作層圖像進(jìn)行邊緣檢測(cè),得到兩個(gè)圓形邊緣,所述兩個(gè)邊緣分別為第一圓形邊緣和第二圓形邊緣;所述工作層圖像中各像素點(diǎn)的重要程度與像素點(diǎn)分別與第一圓形邊緣和第二圓形邊緣的距離的差值有關(guān),還和像素點(diǎn)灰度值與工作層圖像中所有像素點(diǎn)灰度值均值的差值有關(guān)。通過(guò)綜合考慮像素點(diǎn)與邊緣的距離差值和灰度值的差異,能夠更全面地評(píng)估工作層圖像中每個(gè)像素點(diǎn)的重要性,增強(qiáng)了檢測(cè)的準(zhǔn)確性和可靠性。
10、進(jìn)一步的,獲取各像素點(diǎn)的缺陷可能性,包括:在所述工作層圖像中建立滑動(dòng)窗口,計(jì)算出像素點(diǎn)與滑動(dòng)窗口內(nèi)所有像素點(diǎn)深度值的差值的平均值,并將所述平均值與滑動(dòng)窗口內(nèi)所有像素點(diǎn)深度值的方差的乘積作為像素點(diǎn)的缺陷可能性。而局部深度值的差異和方差反映了該區(qū)域的表面形態(tài)和可能的損傷(如磨損、裂紋或凹陷),能夠揭示出磨具表面中不容易通過(guò)全局信息捕捉到的細(xì)微缺陷,從而提升檢測(cè)的靈敏度。
11、進(jìn)一步的,所述預(yù)設(shè)角度為1度。
12、有益效果:
13、(一)通過(guò)工作層圖像中各像素點(diǎn)的所在位置的重要性,例如:像素點(diǎn)處于中間區(qū)域或者靠近邊緣的區(qū)域,并根據(jù)金剛石砂輪在工作時(shí)主要是利用工作層中間區(qū)域和金剛石顆粒的打磨特性,得到各像素點(diǎn)的重要程度,并將其利用到后續(xù)計(jì)算金剛石砂輪缺陷的步驟中,提高了計(jì)算結(jié)果的準(zhǔn)確性。
14、(二)通過(guò)工作層圖像中各像素點(diǎn)的深度變化計(jì)算出各像素點(diǎn)的缺陷可能性,并利用像素點(diǎn)的重要程度作為權(quán)重對(duì)像素點(diǎn)的缺陷可能性加權(quán),可以得到精準(zhǔn)的缺陷程度,提高了檢測(cè)缺陷的準(zhǔn)確性。
技術(shù)特征:
1.一種精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,包括:
2.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,基于所述缺陷程度的大小對(duì)磨具表面進(jìn)行缺陷檢測(cè),包括:
3.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,所述差異度的計(jì)算公式為:
4.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,采集金剛石砂輪的表面圖像,包括:
5.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,利用圖像分割模型對(duì)表面圖像分割,包括:
6.根據(jù)權(quán)利要求5所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,所述圖像分割模型的訓(xùn)練過(guò)程包括:
7.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,獲取像素點(diǎn)序列,包括:
8.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,計(jì)算工作層圖像中各像素點(diǎn)的重要程度,包括:
9.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,獲取各像素點(diǎn)的缺陷可能性,包括:
10.根據(jù)權(quán)利要求1所述的精細(xì)磨具表面缺陷智能檢測(cè)方法,其特征在于,所述預(yù)設(shè)角度為1度。
技術(shù)總結(jié)
本發(fā)明涉及圖像處理技術(shù)領(lǐng)域,更具體地,本發(fā)明涉及一種精細(xì)磨具表面缺陷智能檢測(cè)方法,包括:采集金剛石砂輪的表面圖像,利用圖像分割模型對(duì)表面圖像分割,得到工作層圖像,并以所述工作層圖像的中心點(diǎn)為原點(diǎn)建立極坐標(biāo)系,獲取極坐標(biāo)中每隔預(yù)設(shè)角度下射線所經(jīng)過(guò)工作層圖像上像素點(diǎn)組成的像素點(diǎn)序列。本發(fā)明通過(guò)工作層圖像中各像素點(diǎn)的所在位置的重要性,例如:像素點(diǎn)處于中間區(qū)域時(shí)的重要性或者靠近邊緣的區(qū)域的重要性不同,并根據(jù)金剛石砂輪在工作時(shí)主要是利用工作層中間區(qū)域和金剛石顆粒的打磨特性,得到各像素點(diǎn)的重要程度,并將其利用到后續(xù)計(jì)算金剛石砂輪缺陷的過(guò)程中,提高了計(jì)算結(jié)果的準(zhǔn)確性。
技術(shù)研發(fā)人員:陸樹(shù)河,王曉剛
受保護(hù)的技術(shù)使用者:西安博爾新材料有限責(zé)任公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!