涂裝替代薄膜、層疊體、成型品、車輛外飾部件和層疊體的制造方法與流程
本發明涉及例如用薄膜覆蓋來代替對汽車等車輛的內外飾部件等中使用的樹脂進行涂裝、示出與樹脂的良好密合性和優異外觀設計的涂裝替代薄膜。
背景技術:
1、以往,為了提高車輛的外飾部件等(例如翼子板、保險杠、發動機罩、輪罩等樹脂成型品)的設計性,通常進行使用噴霧涂裝的操作。但在近年來,在包括這種噴霧涂裝的涂裝工序中反復進行涂裝和干燥,因此需要大的設備和空間,生產率降低,因而,出于使涂裝工序合理化等目的,研究了在前述外飾部件上粘貼裝飾薄膜(以下稱為涂裝替代薄膜)來提高制品外觀的方法。
2、專利文獻1中,作為對于金屬箔、金屬板進行物理粘接的薄膜,提出了一種熱封性薄膜。具體而言,通過使用厚度方向的面取向系數為“1.500以上”的面方向的取向少的聚酯b層以及與其接觸的由數均分子量為15,000以上的聚合物形成的厚度4~40μm的熱封層,從而抑制b層內的層間剝離,減少粘接力的降低。
3、專利文獻2中提出了:在由b層和粘接層構成的兩層聚酯薄膜中,通過使b層的厚度方向的折射率小于1.500,且使前述b層與粘接層的熔點差為20℃以上,從而具有對汽車等的外板等要求的優異外觀設計,能夠發揮出與金屬的良好密合性。
4、現有技術文獻
5、專利文獻
6、專利文獻1:日本特開2006-1114號公報
7、專利文獻2:日本特開2020-192787號公報
技術實現思路
1、發明要解決的問題
2、在對車輛用樹脂部件進行成型加工的情況下,若樹脂部件與涂裝替代薄膜的密合不充分,則有時因在將樹脂部件成型后可能發生的翹曲而發生薄膜破損、剝離等不良情況。本發明的目的在于,提供對于經成型加工的樹脂部件(即樹脂成型品)表現出優異粘接性、顯示優異外觀設計的涂裝替代薄膜。
3、用于解決問題的方案
4、本發明人等為了達成上述課題而進行了深入研究,結果發現:在包含基材薄膜(具體為包含a層和b層的基材薄膜)的涂裝替代薄膜中,通過使基材薄膜顯示與樹脂部件相近的應力-應變曲線的特性,且使基材薄膜中的b層的面取向系數為某種程度以上,從而涂裝替代薄膜顯示與樹脂部件的優異粘接力且顯示優異成型性。本發明人等進一步反復研究和改良,從而完成了以下述技術方案為代表的發明。
5、〔1〕一種涂裝替代薄膜,其依次包含保護薄膜、表面保護層、著色層、第一粘接層、基材薄膜和第二粘接層,
6、前述基材薄膜為包含a層和b層的至少兩層的層疊薄膜,
7、前述a層為包含結晶性聚酯作為主要構成成分的層,
8、前述b層為包含結晶性聚酯作為主要構成成分的層,
9、前述b層的面取向系數為0.165以上且0.180以下,前述b層的熔點tmb高于前述a層的熔點tma,熔點差tmb-tma為25℃以上且35℃以下,
10、在前述基材薄膜的流動方向和寬度方向中的任意方向上,100℃條件下的拉伸試驗中的20%伸長時應力f20值均為60mpa以上且110mpa以下,
11、在前述基材薄膜的流動方向和寬度方向中的任意方向上,100℃條件下的拉伸試驗中的下述式1所示的內部應力的殘留率均為25%以下。
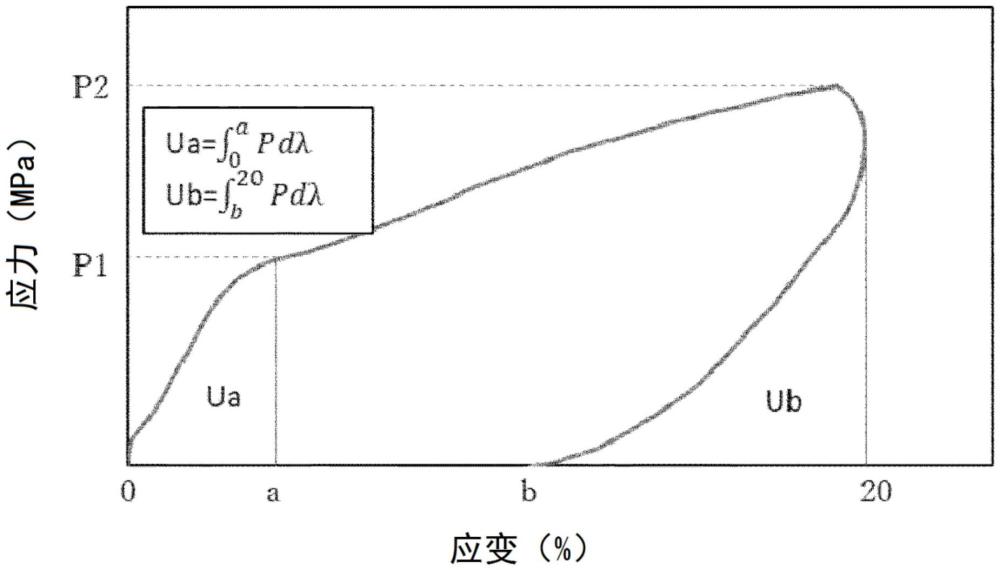
12、式1:內部應力的殘留率(%)=|1-(ub/ua)|×100
13、此處,上述拉伸試驗通過下述方法來進行:使用試驗片寬度為15mm的樣品,在夾具間距離為50mm、拉伸速度為1000mm/分鐘的條件下拉伸至伸長20%時為止,在伸長20%后,再以2000mm/分鐘的速度使夾具間距離恢復至50mm,
14、上述ua是指由上述拉伸試驗得到的應力-應變曲線中的從開始點0起至屈服點為止的彈性應變能量,上述ub是指由上述拉伸試驗得到的應力-應變曲線中的從伸長20%時起至恢復至夾具間距離為止時的彈性應變能量。
15、〔2〕根據〔1〕所述的涂裝替代薄膜,其中,前述a層的面取向系數比前述b層的面取向系數小0.03以上。
16、〔3〕根據〔1〕或〔2〕所述的涂裝替代薄膜,其中,前述層疊薄膜的在150℃下熱處理15分鐘后的流動方向的收縮率與寬度方向的熱收縮率之和為1.0%以上且5.0%以下。
17、〔4〕根據〔1〕~〔3〕中任一項所述的涂裝替代薄膜,其中,前述第一粘接層包含具有選自由環氧基、噁唑啉基、硅烷醇基和異氰酸酯基組成的組中的至少1種官能團的樹脂。
18、〔5〕根據〔1〕~〔4〕中任一項所述的涂裝替代薄膜,其中,前述第一粘接層的厚度為10nm~200nm。
19、〔6〕根據〔1〕~〔5〕中任一項所述的涂裝替代薄膜,其中,前述著色層含有相對于構成著色層的樹脂組合物100質量%為0.5質量%以上且小于40質量%的著色劑。
20、〔7〕根據〔1〕~〔6〕中任一項所述的涂裝替代薄膜,其中,前述表面保護層包含選自由熱固性樹脂和光固化性樹脂組成的組中的至少1種作為主要構成成分。
21、〔8〕一種薄膜覆蓋樹脂層疊體,其中,在〔1〕~〔7〕中任一項所述的涂裝替代薄膜的第二粘接層側表面層疊有樹脂板。
22、〔9〕一種樹脂構件,其是對〔8〕所述的薄膜覆蓋樹脂層疊體進行熱加壓加工、熱彎曲成型或真空成型而得到的。
23、〔10〕一種車輛外飾部件,其使用〔8〕所述的薄膜覆蓋樹脂層疊體。
24、也可以表述為本發明具備下述〔11〕的構成。
25、〔11〕一種涂裝替代薄膜,其依次包含著色層、第一粘接層、層疊薄膜和第二粘接層,
26、前述層疊薄膜包含a層和b層,
27、前述a層包含第一結晶性聚酯作為主要構成成分,
28、前述b層包含第二結晶性聚酯作為主要構成成分,
29、前述b層的面取向系數為0.165以上且0.180以下,
30、前述b層的熔點高于前述a層的熔點,前述b層的前述熔點與前述a層的前述熔點之差為20℃以上且35℃以下,
31、進行前述層疊薄膜的拉伸試驗時,在前述層疊薄膜的流動方向和寬度方向上,內部應力的殘留指標率均為25%以下,
32、前述殘留指標率用|1-(ub/ua)|×100表示,
33、前述拉伸試驗通過下述方法來進行:用一對夾具以50mm的夾具間距離夾持15mm寬的試驗片,以1000mm/分鐘的拉伸速度在100℃下拉寬夾具間距離直至產生20%的應變為止,再以2000mm/分鐘的速度在100℃下使夾具間距離恢復至50mm,
34、前述ua是通過將由前述拉伸試驗得到的應力-應變曲線從0%應變積分值屈服應變為止而求出的值,
35、前述ub是通過將前述應力-應變曲線從20%應變積分值應力顯示0mpa的應變為止而求出的值。
36、本發明優選還具備下述〔12〕及之后的構成。
37、〔12〕根據〔11〕所述的涂裝替代薄膜,其還包含保護薄膜和表面保護層,
38、前述保護薄膜、前述表面保護層、前述著色層、前述第一粘接層、前述層疊薄膜和前述第二粘接層依次配置。
39、〔13〕根據〔11〕或〔12〕所述的涂裝替代薄膜,其中,在前述層疊薄膜的前述流動方向和前述寬度方向上,前述拉伸試驗的20%應變拉伸應力均為60mpa以上且110mpa以下。
40、〔14〕根據〔11〕~〔13〕中任一項所述的涂裝替代薄膜,其中,前述b層的面取向系數大于前述a層的面取向系數,前述b層的面取向系數與前述a層的面取向系數之差為0.03以上。
41、〔15〕根據〔11〕~〔14〕中任一項所述的涂裝替代薄膜,其中,前述層疊薄膜在150℃下熱處理15分鐘時,前述流動方向的熱收縮率與前述寬度方向的熱收縮率之和為1.0%以上且5.0%以下。
42、〔16〕根據〔11〕~〔15〕中任一項所述的涂裝替代薄膜,其中,前述第一粘接層包含具有選自由環氧基、噁唑啉基、硅烷醇基和異氰酸酯基組成的組中的至少1種官能團的樹脂。
43、〔17〕根據〔11〕~〔16〕中任一項所述的涂裝替代薄膜,其中,前述第一粘接層的厚度為10nm~200nm。
44、〔18〕根據〔11〕~〔17〕中任一項所述的涂裝替代薄膜,其中,前述著色層含有相對于構成前述著色層的樹脂組合物100質量%為0.5質量%以上且小于40質量%的著色劑。
45、〔19〕根據〔12〕~〔18〕中任一項所述的涂裝替代薄膜,其中,前述表面保護層包含熱固性樹脂和光固化性樹脂中的至少一者。
46、〔20〕根據〔11〕~〔19〕中任一項所述的涂裝替代薄膜,其依次配置有前述著色層、前述第一粘接層、前述b層、前述a層和前述第二粘接層。
47、〔21〕一種層疊體,其包含:
48、樹脂板;以及
49、層疊于前述樹脂板的〔11〕~〔20〕中任一項所述的涂裝替代薄膜,
50、在前述樹脂板與前述層疊薄膜之間配置有前述第二粘接層。
51、〔22〕一種成型品,其是將〔21〕所述的層疊體成型而得到的。
52、〔23〕一種成型品,其是對〔21〕所述的層疊體進行熱加壓成型、熱彎曲成型或真空成型而得到的。
53、〔24〕一種車輛外飾部件,其包含〔21〕所述的層疊體。
54、〔25〕一種層疊體的制造方法,其包括:將樹脂板與〔11〕~〔20〕中任一項所述的涂裝替代薄膜以前述涂裝替代薄膜的前述第二粘接層接觸前述樹脂板的方式進行壓接。
55、〔26〕根據〔11〕~〔20〕中任一項所述的涂裝替代薄膜,其中,前述前述流動方向的熱收縮率與前述寬度方向的熱收縮率的前述和為4.8%以下。
56、〔27〕根據〔11〕~〔20〕中任一項所述的涂裝替代薄膜,其中,前述前述流動方向的熱收縮率與前述寬度方向的熱收縮率的前述和為4.5%以下。
57、〔28〕根據〔11〕~〔20〕中任一項所述的涂裝替代薄膜,其中,前述前述流動方向的熱收縮率與前述寬度方向的熱收縮率的前述和為4.2%以下。
58、〔29〕根據〔11〕~〔20〕中任一項所述的涂裝替代薄膜,其中,前述前述流動方向的熱收縮率與前述寬度方向的熱收縮率的前述和為4.0%以下。
59、發明的效果
60、根據本發明的涂裝替代薄膜,可提供對于各種樹脂部件、即樹脂構件能夠表現出優異粘接力和優異成型性、不存在由加壓成型后的薄膜破損或剝離導致的外觀不良、且外觀設計優異的樹脂部件。本發明的涂裝替代薄膜可提供省略在樹脂部件制造中的涂裝工序這一價值。
- 還沒有人留言評論。精彩留言會獲得點贊!