一種人造輕質(zhì)抗彎折仿生毛片、其制備方法及應(yīng)用
本發(fā)明涉及一種人造輕質(zhì)抗彎折仿生毛片、其制備方法及應(yīng)用,屬于紡織。
背景技術(shù):
1、羽毛球作為一項(xiàng)認(rèn)知率、普及率較高的運(yùn)動(dòng)項(xiàng)目,得到了廣大人群的青睞,這項(xiàng)集時(shí)尚、健身、交際于一體的運(yùn)動(dòng)深深吸引著越來(lái)越多的球迷加入其中。傳統(tǒng)羽毛球主要是由16根毛片和一個(gè)球頭制作,其中毛片主要是由天然鵝毛或者鴨毛沖壓制備。由于羽毛比較脆弱,受到擊打容易破損,羽毛破損的羽毛球飛行性能變差,嚴(yán)重影響運(yùn)動(dòng)體驗(yàn),因此羽毛球運(yùn)動(dòng)需要頻繁換球。
2、近年來(lái),由于鵝鴨養(yǎng)殖量下降,羽毛原材料供應(yīng)緊張、成本增加,因此羽毛球的價(jià)格也一直在上漲。熱衷于羽球運(yùn)動(dòng)的消費(fèi)者面對(duì)價(jià)格高卻不耐打的的易消耗品——傳統(tǒng)羽毛球,只能是又愛(ài)又恨,渴望有可以替代傳統(tǒng)羽毛球的人造球出現(xiàn)。
3、事實(shí)上,國(guó)際羽聯(lián)早就有心推廣人造羽毛球,并且人造羽球也在不斷發(fā)展。可是現(xiàn)有人造球仍然具有一定的缺點(diǎn),耐打性不錯(cuò)的人造球在運(yùn)動(dòng)體驗(yàn)感上卻與傳統(tǒng)羽毛球始終有一定差距,存在改進(jìn)優(yōu)化空間。這使得大部分球迷依然偏愛(ài)于傳統(tǒng)羽毛球。同時(shí),與傳統(tǒng)羽毛球相比,這些人造球在價(jià)格上卻也不算便宜,這也是球迷更偏向傳統(tǒng)羽球的原因之一。
4、專利cn103167897a公開(kāi)了一種人造羽毛及羽毛球,包括由非織造材料制成的羽片,材料較為單一,在結(jié)構(gòu)上難以起到抗彎折的效果。另外,對(duì)羽軸部分的材料并未進(jìn)行改進(jìn),使得羽片整體的重量沒(méi)有顯著減輕。
5、因此,本領(lǐng)域亟需一種價(jià)格低廉、耐打的人造輕質(zhì)抗彎折仿生毛片制成的人造羽毛球。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的是為解決現(xiàn)有技術(shù)中人造羽毛球價(jià)格較高、不耐打的問(wèn)題。
2、為達(dá)到解決上述問(wèn)題的目的,本發(fā)明所采取的技術(shù)方案是提供一種人造輕質(zhì)抗彎折仿生毛片、其制備方法及應(yīng)用。
3、本發(fā)明的第一方面,提供了一種人造輕質(zhì)抗彎折仿生毛片的制備方法,包括以下步驟:
4、步驟1、采用第一非織造材料梳理成網(wǎng),使其內(nèi)部纖維排列為縱向或橫向,并通過(guò)熱風(fēng)加固技術(shù)制備得到熱風(fēng)非織造材料纖維網(wǎng);
5、步驟2、將步驟1得到的熱風(fēng)非織造材料纖維網(wǎng)進(jìn)行熱軋,進(jìn)一步粘合加固,并按天然全圓鵝毛毛片形狀切割,分別得到第一羽片及第二羽片;
6、步驟3、采用第二非織造材料梳理成纖維網(wǎng),通過(guò)預(yù)針刺加固纖維網(wǎng),得到針刺非織造材料;疊加得到的針刺非織造材料后進(jìn)行熱壓,得到板材,對(duì)板材進(jìn)行切割,得到羽桿;
7、步驟4、將步驟2得到的第一羽片及第二羽片與步驟3得到的羽桿一端夾持固定,得到人造輕質(zhì)抗彎折仿生毛片。
8、優(yōu)選地,所述的步驟1中,第一非織造材料為pet/pe、pp/pe或pet/pp的混合原料,進(jìn)一步優(yōu)選為pet/pe的混合原料;第一羽片及第二羽片經(jīng)梳理成網(wǎng)后,內(nèi)部纖維排列為縱向或橫向,梳理工藝參數(shù)為:喂棉0.68r/min、錫林300r/min、道夫7.11r/min、雜亂6.02r/min、成卷11.47r/min;pet/pe雙組分纖維的皮層pe熔點(diǎn)為139.7℃,芯層pet熔點(diǎn)為257.7℃。原料pp/pe雙組分纖維的皮層pe熔點(diǎn)為142.7℃,芯層pp熔點(diǎn)為175.3℃。熱風(fēng)機(jī)設(shè)置參數(shù)為:溫度160℃、時(shí)間90s。
9、優(yōu)選地,所述的步驟1中,第一羽片及第二羽片的面密度分別為15~80g/m2;第一羽片及第二羽片面密度之和為30~160g/m2,重量之和為14.49~77.28mg。
10、優(yōu)選地,所述的步驟2中,熱軋?jiān)O(shè)置參數(shù)為:熱軋溫度130℃,熱軋壓力為2kpa,熱軋速度為2m/min。
11、熱軋的技術(shù)效果為:使已經(jīng)部分熔融的皮層pe纖維進(jìn)一步熔融粘合,熔體的流動(dòng)使熔融部分更加均勻、緊密分布在纖網(wǎng)中,待冷卻凝固后可以更好地加固纖維,從而提高其剛性,達(dá)到防止交叉翻毛的效果。
12、優(yōu)選地,所述的步驟3中,第二非織造材料為pet、pp或pe與低熔點(diǎn)4080纖維的混合原料,進(jìn)一步優(yōu)選為60%pet和40%低熔點(diǎn)4080纖維混合,纖維網(wǎng)的面密度為100~250g/m2,針刺非織造材料的面密度為100g/m2,疊加10層后進(jìn)行熱壓,熱壓溫度150~200℃、熱壓時(shí)間120~300s、熱壓壓強(qiáng)2~8mpa,羽桿重量在55.2~120.4mg之間。
13、優(yōu)選地,所述的步驟3中,熱壓時(shí),將板材劃分兩個(gè)不同面密度的區(qū)域,一部分面密度為1000~1500g/m2,切割時(shí)對(duì)應(yīng)于羽桿羽枝部(與第一羽片及第二羽片的結(jié)合部位);另一部分面密度為800~1000g/m2,對(duì)應(yīng)于羽桿剩余部分。在進(jìn)行熱壓之前,首先對(duì)非織造材料進(jìn)行疊層,以羽枝部面密度1500g/m2,羽桿剩余部分1000g/m2為例。用100g/m2的非織造材料鋪設(shè)10層,然后在其上劃分出切割時(shí)對(duì)應(yīng)的羽枝部區(qū)域,再在該區(qū)域鋪設(shè)5層100g/m2的非織造材料,鋪設(shè)完畢后,送入熱壓機(jī)制備板材。
14、優(yōu)選地,所述的步驟4中,人造輕質(zhì)抗彎折仿生毛片的總重量為75~200mg,固定方式為通過(guò)膠水粘接,粘接后第一羽片、第二羽片、羽桿和膠水的總重量為75~200mg。
15、本發(fā)明的第二方面,提供了一種通過(guò)上述方法制備得到的人造輕質(zhì)抗彎折仿生毛片。
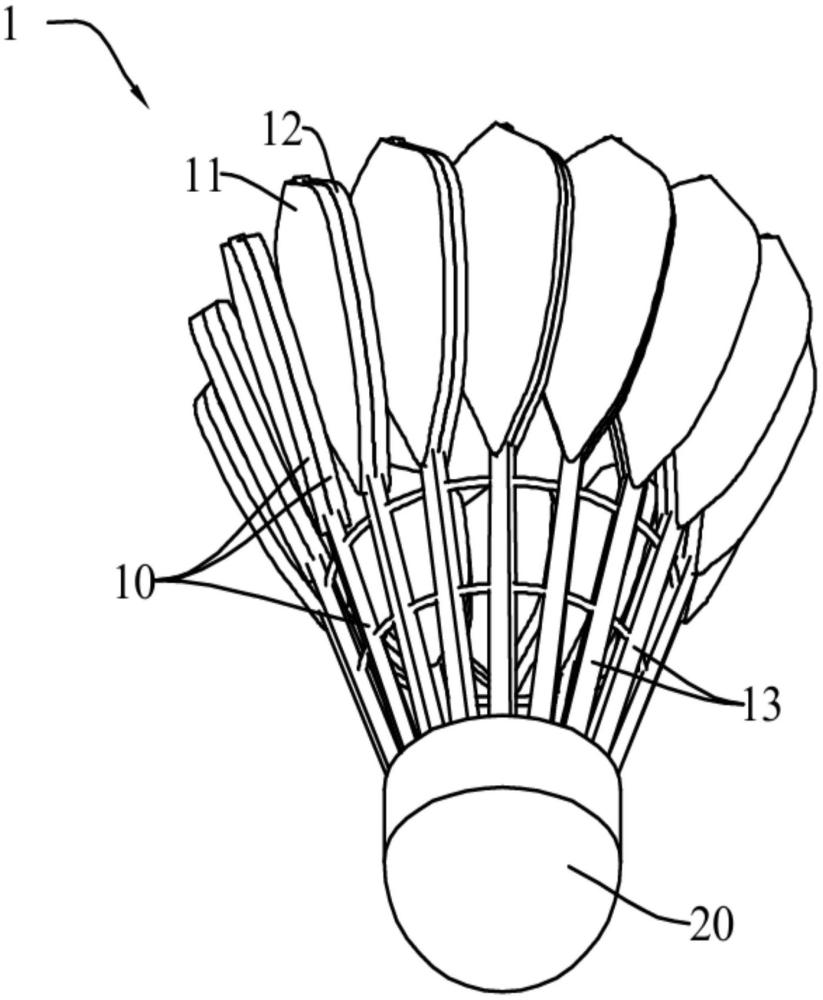
16、本發(fā)明的第三方面,提供了一種上述人造輕質(zhì)抗彎折仿生毛片在人造羽毛球中的應(yīng)用,所述的人造羽毛球由球頭及16根人造輕質(zhì)抗彎折仿生毛片組成,各人造輕質(zhì)抗彎折仿生毛片通過(guò)羽桿的另一端可拆卸地設(shè)于球頭上。
17、相比現(xiàn)有技術(shù),本發(fā)明具有如下有益效果:
18、1、本發(fā)明使用pet/pe混合的非織造材料以及熱風(fēng)加固與熱軋結(jié)合的制備方法,將二者充分熔融混合,得到的抗彎折仿生毛片在結(jié)構(gòu)上較現(xiàn)有技術(shù)更加抗彎折。
19、2、本發(fā)明的羽桿部分,在熱壓時(shí)采用兩種不同面密度的板材,羽枝部的面密度大于剩余部分,使羽枝部的剛性增加,防止交叉翻毛問(wèn)題出現(xiàn)。
技術(shù)特征:
1.一種人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,包括以下步驟:
2.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟1中,第一非織造材料為pet/pe、pp/pe或pet/pp的混合原料,第一羽片及第二羽片經(jīng)梳理成網(wǎng)后,內(nèi)部纖維排列為縱向或橫向,梳理工藝參數(shù)為:喂棉0.68r/min、錫林300r/min、道夫7.11r/min、雜亂6.02r/min、成卷11.47r/min;pet/pe雙組分纖維的皮層pe熔點(diǎn)為139.7℃,芯層pet熔點(diǎn)為257.7℃。原料pp/pe雙組分纖維的皮層pe熔點(diǎn)為142.7℃,芯層pp熔點(diǎn)為175.3℃,熱風(fēng)機(jī)設(shè)置參數(shù)為:溫度160℃、時(shí)間90s。
3.如權(quán)利要求2所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的第一非織造材料為pet/pe的混合原料。
4.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟2中,第一羽片及第二羽片的面密度分別為15~80g/m2;第一羽片及第二羽片面密度之和為30~160g/m2,重量之和為14.49~77.28mg。
5.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟2中,熱軋?jiān)O(shè)置參數(shù)為:熱軋溫度130℃,熱軋壓力為2kpa,熱軋速度為2m/min。
6.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟3中,第二非織造材料為pet、pp或pe與低熔點(diǎn)4080纖維的混合原料,纖維網(wǎng)的面密度為100~250g/m2,針刺非織造材料的面密度為100g/m2,疊加10層后進(jìn)行熱壓,熱壓溫度150~200℃、熱壓時(shí)間120~300s、熱壓壓強(qiáng)2~8mpa,羽桿重量在55.2~120.4mg之間。
7.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟3中,熱壓時(shí),將板材劃分兩個(gè)不同面密度的區(qū)域,一部分面密度為1000~1500g/m2,切割時(shí)對(duì)應(yīng)于羽桿羽枝部;另一部分面密度為800~1000g/m2,對(duì)應(yīng)于羽桿剩余部分。
8.如權(quán)利要求1所述的人造輕質(zhì)抗彎折仿生毛片的制備方法,其特征在于,所述的步驟4中,人造輕質(zhì)抗彎折仿生毛片的總重量為75~200mg,固定方式為通過(guò)膠水粘接,粘接后第一羽片、第二羽片、羽桿和膠水的總重量為75~200mg。
9.一種通過(guò)權(quán)利要求1~8中任一項(xiàng)所述的方法制備得到的人造輕質(zhì)抗彎折仿生毛片。
10.一種如權(quán)利要求9所述的人造輕質(zhì)抗彎折仿生毛片在人造羽毛球中的應(yīng)用,其特征在于,所述的人造羽毛球由球頭及16根人造輕質(zhì)抗彎折仿生毛片組成,各人造輕質(zhì)抗彎折仿生毛片通過(guò)羽桿的另一端可拆卸地設(shè)于球頭上。
技術(shù)總結(jié)
本發(fā)明提供了一種人造輕質(zhì)抗彎折仿生毛片、其制備方法及應(yīng)用,屬于紡織技術(shù)領(lǐng)域。人造輕質(zhì)抗彎折仿生毛片包括第一羽片、第二羽片及羽桿,第一羽片、第二羽片通過(guò)PET/PE、PP/PE或PET/PP的混合非織造原料,通過(guò)熱風(fēng)加固及熱軋的方法制備得到,羽桿是通過(guò)熱壓PET、PP、PE和低熔點(diǎn)4080纖維的混合非織造原料熱壓得到復(fù)合板材制備得到。本發(fā)明使用PET/PE混合的非織造材料以及熱風(fēng)加固與熱軋結(jié)合的制備方法,將二者充分熔融混合,得到的抗彎折仿生毛片在結(jié)構(gòu)上較現(xiàn)有技術(shù)更加抗彎折。本發(fā)明的羽桿部分,在熱壓時(shí)采用兩種不同面密度的板材,羽枝部的面密度大于剩余部分,使羽枝部的剛性增加,防止交叉翻毛問(wèn)題出現(xiàn)。
技術(shù)研發(fā)人員:黃晨,嚴(yán)嘉偉,哈布日,鄭小虎,章長(zhǎng)江,馬開(kāi)輝,張帆
受保護(hù)的技術(shù)使用者:東華大學(xué)
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!