一種陶瓷球增強金屬基復合材料板材的連接方法與流程
本發明涉及一種陶瓷球增強金屬基復合材料的連接方法,屬于金屬復合材料領域。
背景技術:
1、高性能陶瓷球增強金屬基復合材料是以al2o3、sic、b4c、zro2等高強陶瓷球為增強體,以鋁基、鐵基、鈦基合金等高韌性的金屬材料為基體復合而成的復合材料,具有優異的耐磨、耐切割、抗爆、抗沖擊的性能,可制作成保險柜、車輛、船舶、救生艙等設備中的防護板材使用。
2、陶瓷球增強金屬基復合材料板材一般需要采用澆鑄工藝制造,板材的尺寸受到限制,且無法像金屬板材一樣通過壓延工藝得到大面積的板材,因此如果大面積的使用,需要可靠的板材連接技術。然而,陶瓷球增強金屬基復合材料板材因其含有高體積分數的陶瓷球,導致其切割性能變差,切割加工成本變高;另外,陶瓷球的存在會降低焊接接頭的強度,單純的焊接工藝無法保證其連接的可靠性;而合頁、卡槽、鉚釘連接等單純的機械連接,則會大幅降低連接處的性能。
技術實現思路
1、本發明所要解決的技術問題是針對上述的技術現狀,提供一種可靠的陶瓷球增強金屬基復合材料板材的連接方法。
2、本發明解決上述技術問題所采用的技術方案:一種陶瓷球增強金屬基復合材料板材的連接方法,其特征在于,包括:
3、步驟一、制作模具,所述模具能生產具有可拼接的邊緣結構的陶瓷球增強金屬基復合材料板材,并使用所述模具生產陶瓷球增強金屬基復合材料板材;
4、步驟二、將需要連接的陶瓷球增強金屬基復合材料板材按照對應的邊緣結構進行拼接;
5、步驟三、使用焊接技術對拼接接縫進行焊接。
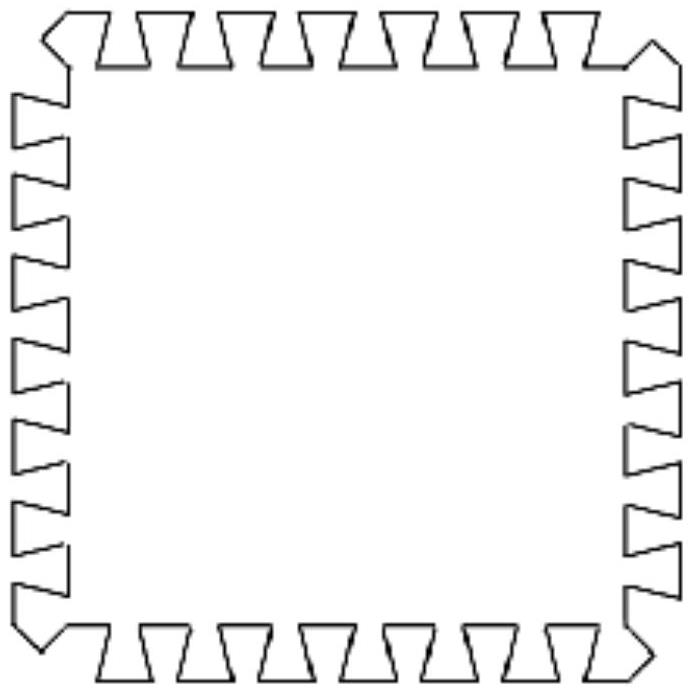
6、所述可拼接的邊緣結構使得陶瓷球增強金屬基復合材料板材兩兩拼接能夠形成完整的連接結構,且具有一定的機械連接強度,優選地,所述可拼接的邊緣結構為齒狀結構,兩相鄰齒之間具有齒槽。
7、作為優選,所述齒與所述齒槽相匹配。
8、齒和齒槽的數量和形狀大小不限,視情況需要變化,作為優選,所述齒與所述陶瓷球增強金屬基復合材料板材的主體相連的基部的寬度小于齒的與基部相對的端部的寬度;所述齒槽的槽口的寬度小于所述齒槽的槽底寬度。該結構下兩兩拼接的板材不容易分離。
9、優選地,所述陶瓷球增強金屬基復合材料板材能與另一塊邊緣結構相同的陶瓷球增強金屬基復合材料板材拼接,從而使得板材的邊緣結構能夠實現循環拼接,得到無限大的板材。
10、作為優選,進行所述步驟二時,需要連接的陶瓷球增強金屬基復合材料板材水平拼接或垂直拼接。水平拼接連成更大面積的板材,垂直拼接則連成箱體或其他立體結構,除這兩種拼接方式外也還可以采用其他拼接方法。
11、作為優選,所述陶瓷球為氧化物、碳化物、或氮化物等高強陶瓷球,所述陶瓷球增強金屬基復合材料板材的基體為鐵基金屬、鋁基金屬、鈦基金屬或銅基金屬等金屬,但不限于以上種類金屬。
12、因陶瓷球增強金屬基復合材料板材具有較大的厚度,焊接技術可以采用激光焊接、電子束焊接、攪拌摩擦焊接、mig焊接、tig焊接等具有大熔深的焊接技術,作為優選,進行步驟三時采用激光焊接或電子束焊接,焊接厚度大、熱影響區小、不用開坡口。作為另一可選方案,進行步驟一時,改變模具使其生產的陶瓷球增強金屬基復合材料板材具有焊接坡口,進行步驟三時采用mig焊接或tig焊接。通過改變模具直接澆鑄出焊接坡口,減少后續額外作業。
13、作為優選,進行步驟一時,采用澆鑄工藝生產陶瓷球增強金屬基復合材料板材。澆鑄工藝的金屬液良好的流動性可以保證能夠完整的實現特殊的邊緣結構。
14、與現有技術相比,本發明的優點在于:(1)拼接+焊接的復合連接工藝,保證了陶瓷球增強金屬基復合材料板材之間的連接強度;(2)連接部位依然是陶瓷球增強金屬基復合結構,保證了材料的防爆防沖擊性能不下降。
技術特征:
1.一種陶瓷球增強金屬基復合材料板材的連接方法,其特征在于,包括:
2.根據權利要求1所述的連接方法,其特征在于,所述可拼接的邊緣結構為齒狀結構,兩相鄰齒之間具有齒槽。
3.根據權利要求2所述的連接方法,其特征在于,所述齒與所述齒槽相匹配。
4.根據權利要求3所述的連接方法,其特征在于,所述齒與所述陶瓷球增強金屬基復合材料板材的主體相連的基部的寬度小于齒的與基部相對的端部的寬度;所述齒槽的槽口的寬度小于所述齒槽的槽底寬度。
5.根據權利要求1~4任意一項所述的連接方法,其特征在于,所述陶瓷球增強金屬基復合材料板材能與另一塊邊緣結構相同的陶瓷球增強金屬基復合材料板材拼接。
6.根據權利要求1所述的連接方法,其特征在于,進行所述步驟二時,需要連接的陶瓷球增強金屬基復合材料板材水平拼接或垂直拼接。
7.根據權利要求1所述的連接方法,其特征在于,所述陶瓷球為氧化物、碳化物、或氮化物陶瓷球,所述陶瓷球增強金屬基復合材料板材的基體為鐵基金屬、鋁基金屬、鈦基金屬或銅基金屬。
8.根據權利要求1所述的連接方法,其特征在于,進行步驟三時采用激光焊接或電子束焊接。
9.根據權利要求1所述的連接方法,其特征在于,進行步驟一時,改變模具使其生產的陶瓷球增強金屬基復合材料板材具有焊接坡口,進行步驟三時采用mig焊接或tig焊接。
10.根據權利要求1所述的連接方法,其特征在于,進行步驟一時,采用澆鑄工藝生產陶瓷球增強金屬基復合材料板材。
技術總結
本發明公開一種陶瓷球增強金屬基復合材料板材的連接方法,其特征在于,包括:步驟一、制作模具,所述模具能生產具有可拼接的邊緣結構的陶瓷球增強金屬基復合材料板材,并使用所述模具生產陶瓷球增強金屬基復合材料板材;步驟二、將需要連接的陶瓷球增強金屬基復合材料板材按照對應的邊緣結構進行拼接;步驟三、使用焊接技術對拼接接縫進行焊接。其優點在于:凹凸結構拼接+焊接的復合連接工藝,保證了陶瓷球增強金屬基復合材料板材之間的連接強度;連接部位依然是陶瓷球增強金屬基復合結構,保證了材料的防爆防沖擊性能不下降。
技術研發人員:鄭順奇,鄭陽升,孫佳琪,張樂,郭維敏
受保護的技術使用者:中國兵器科學研究院寧波分院
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!