一種基于模糊控制器的焊縫質量自適應控制系統及方法
本發明屬于機器人焊接領域,涉及機器人焊接質量控制,具體涉及一種基于模糊控制器的焊縫質量自適應控制系統及方法。
背景技術:
1、在使用機器人進行自動化焊接的過程中,受加工誤差、裝配誤差以及焊接過程中循環熱輸入的影響,焊縫狀態隨著焊接的進行發生持續不斷的變化。在焊接初始階段,根據理想焊縫狀態設置的焊接工藝參數,在焊接過程中隨著焊縫狀態的變化將變得不合理,不合理的焊接工藝參數容易導致氣泡、裂縫、夾渣、未熔透等焊接缺陷。這些缺陷的存在會減少焊接接頭截面積,降低焊接接頭的承載能力、疲勞強度,從而引起焊接接頭的脆斷。
2、《一種智能化焊接質量監控與調節系統》,公開號為:cn202411028614.0,該專利提出了一種智能化焊接質量監控與調節系統,基于當前焊接工件的預估焊接時長進行時間點的分割,對分割前時區內的熱輸入量變化進行實時監控和分析,得到當前焊接工件前時區的熱輸變值,根據分析得到的熱輸變值提供了一個量化的指標,可以評估當前工件焊接過程中的熱輸入量,為焊接參數的智能化調節提供了數據支持,但是該方法嚴重依賴數學模型,模型的精度對調整精度存在嚴重影響。
3、《基于溫度場的等離子弧焊焊縫結晶過程的控制裝置及方法》,公開號為:cn202211210941.9,該專利提供了一種基于溫度場的等離子弧焊焊縫結晶過程的控制裝置及控制方法,采用紅外監控系統對等離子弧焊過程中溫度場進行監控,在實時溫度場特征或實時溫度梯度特征超過對應的閾值范圍時,控制系統調節供氣系統和/或焊接系統的輸出參數,從而使穿孔熔池的實時溫度場特征以及實時溫度梯度特征處于相對應的閾值范圍內,進而保證了焊接質量。但該專利所采用的紅外監控裝置價格昂貴,對溫度場圖像處理算法復雜且紅外監控系統易受焊槍等焊接裝備的阻擋,從而影響紅外監控系統對焊接過程中熔池的監控精度。
4、《基于多元信息融合的旋轉摩擦焊接頭質量監測系統及方法》,公開號為:cn202411159661.9,該專利提供了一種基于多元信息融合的旋轉摩擦焊接頭質量監測系統及方法,通過旋轉摩擦焊接頭質量監測系統實現對焊接過程中焊縫的幾何形態變化以及物理信號變化的實時捕捉與采集,并通過lstm神經網絡對旋轉摩擦焊接頭的抗拉強度、抗扭強度進行在線監測與評估,填補了旋轉摩擦焊焊接質量在線智能監測的技術空白。但該方法采用了多種傳感器模塊,包括視覺信號采集模塊、物理信號采集模塊、數據傳輸模塊、視覺信號與物理信號分析處理模塊、質量預測模塊、決策模塊,設備組成復雜,成本高且后期維護艱難。
5、《一種超聲波焊接質量控制系統和方法》,公開號為:cn202410341756.6,該專利公開了一種超聲波焊接質量控制系統和方法,采用模糊神經網絡根據處理后信號進行焊接質量分析,基于分析結果預測pid參數并將pid參數輸入到pid控制器;pid控制器,用于根據pid參數調節焊接參數,使得機械執行機構根據調節后的焊接參數進行超聲波焊接。但該專利系統結構復雜,不僅包含模糊神經網絡,同時需要對pid參數進行調整,然后通過pid控制器對焊接工藝參數進行調整,系統相應時間慢。
技術實現思路
1、為了解決以上技術問題,本發明提供了一種基于模糊控制器的焊縫質量自適應控制系統及方法,在人工確定焊接路徑的基礎上,在焊接過程中調整工藝參數。
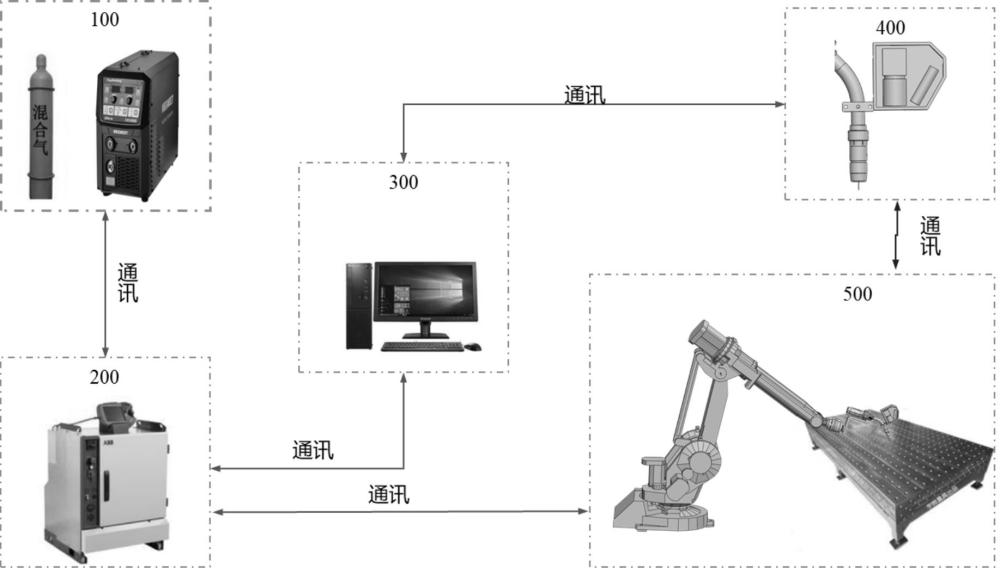
2、一種基于模糊控制器的焊縫質量自適應控制系統,所述系統包括:焊接電源、機器人控制器、上位機、結構光視覺裝置、焊接執行裝置;
3、其中,焊接執行裝置包括:六軸機械臂和焊槍;
4、結構光視覺裝置安裝于焊槍末端,并隨焊槍移動而移動;
5、在焊接的過程中,結構光視覺裝置對焊接過程中熔池進行識別,同時,焊接電源以及機器人控制器對當前焊接工藝參數進行反饋,并通過上位機進行讀取。
6、優選的,結構光視覺裝置為激光視覺傳感器,結構光視覺裝置對焊接過程中熔池進行識別包括:
7、在焊接的過程中,安裝于焊槍末端的激光視覺傳感器對熔池圖像進行采集,對采集到的圖像進行圖像處理,將熔池圖像的短軸長度以及長半軸長度進行提取。
8、優選的,焊接時,根據需求,設定焊接接頭熔深與焊接接頭背面熔寬值,在焊接的過程中,通過結構光視覺裝置所識別的焊接過程中熔池信息以及焊接電源以及機器人控制器所反饋的當前焊接工藝參數輸入至所建立的神經網絡模型中,神經網絡模型輸出焊接接頭熔深以及焊接接頭背面熔寬預測值;
9、其中,神經網絡模型為通過bp神經網絡建立焊接接頭熔深與焊接接頭背面熔寬預測模型。
10、優選的,通過多輸入多輸出模糊控制器輸出焊接工藝參數調整變量,根據結構光視覺傳感器、焊接電源以及機器人控制器所反饋的信息對焊接工藝參數進行自適應調整,實現對焊接質量的控制;
11、其中,在焊接接頭熔深控制的過程中,采用期望焊接接頭熔深與在線預測焊接接頭熔深之間的偏差和偏差變化量為模糊控制器的輸入變量;
12、在焊接接頭背面熔寬控制的過程中,采用期望焊接接頭背面熔寬與在線預測焊接接頭背面熔寬之間的偏差和偏差變化量為模糊控制器的輸入變量。
13、本發明還提供了一種基于模糊控制器的焊縫質量自適應控制方法,應用任一項所述的基于模糊控制器的焊縫質量自適應控制系統實現,所述方法包括:
14、根據特定場景,設定滿足要求的焊接接頭熔深以及背面熔寬值;
15、啟動焊接機器人,對焊接件進行焊接;
16、通過視覺傳感器對熔池信息進行采集,通過電弧傳感器、機器人控制器對焊接工藝參數信息進行采集;
17、通過神經網絡建立焊接接頭熔深與焊接接頭背面熔寬預測模型;
18、將電弧傳感器、機器人控制器與視覺傳感器所識別的焊接工藝參數信息以及熔池信息作為焊接接頭熔深與焊接接頭背面熔寬預測模型的輸入;
19、通過焊接接頭熔深與焊接接頭背面熔寬預測模型,對焊接接頭熔深以及背面熔寬進行預測;
20、將焊接接頭熔深與焊接接頭背面熔寬預測模型輸出的預測值與設定的滿足要求的焊接接頭熔深以及背面熔寬值進行比較計算偏差以及偏差變化量,并融合為整體誤差以及誤差變化量;
21、若預測值與設定值之間的整體誤差以及誤差變化量滿足要求,則結束焊接工藝調整過程;
22、若預測值與設定值之間的整體誤差以及誤差變化量不滿足要求,則將整體誤差及誤差變化量輸入設計的模糊控制器,通過設計的模糊控制器對焊接工藝參數進行調整,從而實現焊接接頭熔深以及焊接接頭背面熔寬的控制。
23、優選的,通過神經網絡建立焊接接頭熔深與焊接接頭背面熔寬預測模型包括:
24、采用bp神經網絡對焊接接頭背面熔寬進行建模的過程中,bp神經網絡中間層采用s函數進行激活,需要對bp神經網絡的輸入與輸出樣本進行歸一化處理,計算公式為:
25、;
26、其中,為第個輸入量的最小值,為第個輸入量的最大值;
27、采用的bp神經網絡為三層結構,包含輸入層、中間層和輸出層;其中,中間層采用單中間層神經網絡;
28、對于中間層神經元數量,通常選擇4-28個中間層神經元;其中,對于焊接接頭熔深的預測,選擇中間層神經元個數為8;對于焊接接頭背面熔寬,選擇中間層神經元個數為9。
29、優選的,將焊接接頭熔深與焊接接頭背面熔寬預測模型輸出的預測值與設定的滿足要求的焊接接頭熔深以及背面熔寬值進行比較計算偏差以及偏差變化量,并融合為整體誤差以及誤差變化量包括:
30、在焊接接頭熔深控制的過程中,采用期望焊接接頭熔深與在線預測焊接接頭熔深之間的偏差和偏差變化量為系統輸入變量,模糊控制器采用多輸入多輸出結構;
31、在焊接接頭背面熔寬控制的過程中,采用期望焊接接頭背面熔寬與在線預測焊接接頭背面熔寬之間的偏差和偏差變化量為模糊控制器的輸入變量,模糊控制器采用多輸入多輸出結構;
32、綜合考慮焊接接頭熔深偏差和偏差變化量以及焊接接頭背面熔寬偏差和偏差變化量,設置誤差以及誤差變化量為模糊控制器的輸入變量,以電流、焊槍傾角、噴嘴高度為系統輸出量,通過調整電流、焊槍傾角、噴嘴高度控制焊接接頭背面熔寬,使焊接接頭背面熔寬滿足設定條件。
33、優選的,模糊控制器的核心模糊查詢表以及規則庫是根據實際的焊接操作的過程中所得到的經驗設置的;
34、焊接工藝調整的過程是根據模糊查詢表里面所設置的數值進行調整的,而調整的標準則是通過調整實際的焊接工藝參數是的焊接接頭熔深、背面熔寬設定值與預測值之間的誤差以及誤差變化量達到最小。
35、與現有技術相比,本發明的有益效果為:
36、1、視覺傳感器安裝于焊槍末端,在焊接過程中能夠對焊接熔池進行識別,但是由于焊槍的存在,焊槍前端會阻擋部分熔池圖像。視覺傳感器所識別的熔池部分圖像,提取熔池圖像長半軸以及短軸長度作為自變量,焊接接頭背面熔寬作為因變量,建立焊接接頭背面熔寬預測模型。該做法無需對識別到的熔池圖像進行復原,僅需要長半軸長度以及短軸長度信息,信息處理速度快,可靠性高。
37、2、在對焊接質量進行控制的過程中,綜合考慮了焊接接頭熔深以及焊接接頭背面熔寬。該做法能夠保證焊接接頭有足夠的熔深,熔透母材,同時避免熔深過大造成焊縫下陷的缺陷的發生。
38、3、經過多輸入多輸出模糊控制器,同時對焊接工藝參數電流、焊槍傾角以及噴嘴高度進行調節。而在調整的過程中,電流的調節需要通過焊機進行調節,而對焊槍傾角以及噴嘴高度的調節則需要通過機器人控制器,控制機器人進行位姿變換,從而實現調整。
39、附圖說明
40、為了更清楚地說明本發明的技術方案,下面對實施例中所需要使用的附圖作簡單地介紹,顯而易見地,下面描述中的附圖僅是本發明的一些實施例,對于本領域普通技術人員來講,在不付出創造性勞動性的前提下,還可以根據這些附圖獲得其他的附圖。
41、圖1為本發明實施例的一種基于模糊控制器的焊縫質量自適應控制系統結構示意圖;
42、圖2為本發明實施例的bp神經網絡結構圖;
43、圖3為本發明實施例的?bp神經網絡訓練流程圖;
44、圖4為本發明實施例的焊接接頭質量自動控制系統示意圖;
45、圖5為本發明實施例的模糊控制系統的基本原理框圖;
46、圖6為本發明實施例的模糊控制器結構圖。
- 還沒有人留言評論。精彩留言會獲得點贊!