一種具有傾斜檢測與補償能力的平面加工裝置及方法
本發明涉及機械零件精加工,具體為一種具有傾斜檢測與補償能力的平面加工裝置及方法。適用于各種機械零件的精密加工,包括但不限于閥瓣等關鍵零部件。
背景技術:
1、在機械零件的精加工過程中,確保加工精度和效率是至關重要的。目前,機械零件的精加工技術主要面臨兩大挑戰:加工測量一體化問題和加工精度預備金屬密封問題。加工測量一體化問題指的是在精密修調機械零件時,需要與相應的配合面有效匹配,而傳統加工方式多為單面研磨加工,存在二次裝夾誤差和效率低下的問題。實施“加工測量一體化”的閉環加工是保證機械零件雙側配合面修調精度的關鍵手段。針對加工精度預備金屬密封問題,由于零件在使用過程中可能會因為受力形變、磨損及侵蝕而導致密封面不再對稱,如果依然以原始理論中分面對稱加工修調,則難以實現零件與配合件的匹配密封,容易導致內漏。此外,機械零件的密封效果還可能受到形變、推力與壓力、啟閉時的導向與約束等因素的影響。因此,設計一種具有傾斜檢測與補償能力的平面加工裝置及方法,對于提高機械零件的加工質量和密封性能具有重要的價值和意義。
技術實現思路
1、本發明的目的在于提供一種具有傾斜檢測與補償能力的平面加工裝置及方法。加工裝置安裝雙側激光輪廓儀實現在線測量,同時對工件和參考基準平臺進行測量,以參考基準平臺為基準消除軸跳,加工裝置對工件進行加工最大限度地消除加工表面/亞表面損傷,保證加工裝置的穩定性、精密性、可靠性性能。
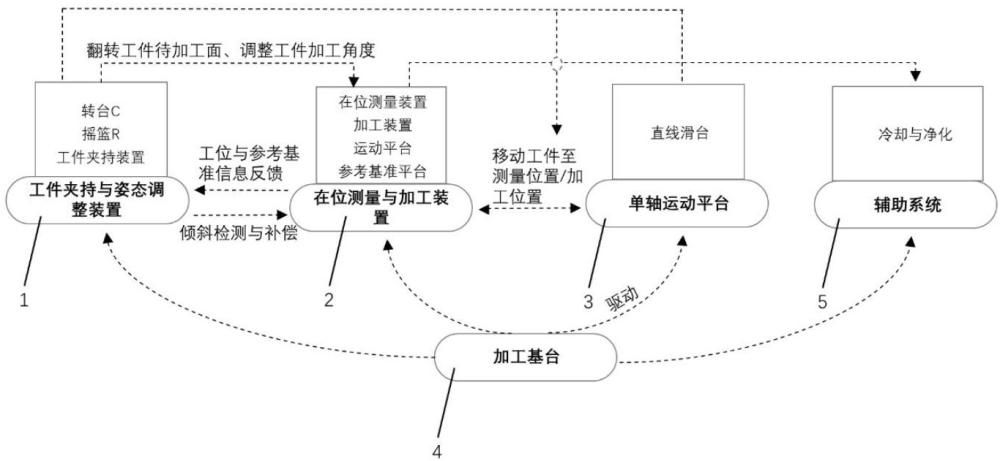
2、為實現上述目的,本發明提供如下技術方案:一種具有傾斜檢測與補償能力的平面加工裝置及方法,包括工件夾持與姿態調整裝置、在位測量與加工裝置、單軸運動平臺、工作基臺、輔助系統。
3、所述工件夾持與姿態調整裝置由工件夾持裝置、搖籃及轉臺組成,用于固定工件,還可以翻轉工件待加工面、調整工件的傾斜角度θ。
4、所述在位測量與加工裝置包含在位測量裝置、加工裝置、運動平臺及參考基準平臺;所述在位測量裝置驅動所述運動平臺對工件和所述參考運動平臺進行高精度的測量,通過所述工件夾持與姿態調整裝置和所述單軸運動平臺的協同工作,實現對工件待加工面的全面掃描并生成加工程序后所述加工裝置通過圓弧插補的方式對工件進行加工。
5、所述單軸運動平臺包含一個直線滑臺,用于調整所述工件夾持與姿態調整裝置在所述在位測量與加工裝置中的位置變換。
6、所述工作基臺是一個用于固定所述工件夾持與姿態調整裝置、在位測量與加工裝置、單軸運動平臺及輔助系統的平臺,用于承載整個平面加工裝置。
7、所述輔助系統用于凈化回收加工產生的碎屑。
8、進一步的,所述工件夾持與姿態調整裝置包括一個工件夾持裝置、一個搖籃r及一個轉臺c;搖籃r安裝于單軸運動平臺正上方,搖籃上方安裝轉臺c,工件夾持裝置安裝于轉臺c上方,轉臺c對工件進行翻面并結合搖籃r調整工件的傾斜角度后移動至固定位置進行加工。
9、進一步的,所述工件夾持裝置包括兩個零點卡盤、一個拉釘及工件固定件,裝夾底盤安裝于轉臺c上方,裝夾底盤上方裝有兩個零點卡盤,使用拉釘與工件固定件相連接,工作時工件從上方吊裝在工件固定件上,再通過拉釘將工件固定件與裝夾底盤連接在一起。
10、進一步的,所述在位測量與加工裝置包括一個在位測量裝置、一個加工裝置、運動平臺及一個參考基準平臺;在位測量與加工裝置采用輪廓儀同時對工件和參考基準平臺進行高精度的測量,通過工件夾持與姿態調整裝置和單軸運動平臺的協同工作,實現對工件待加工面的全面掃描并生成加工指令后加工裝置對工件進行加工。
11、進一步的,所述在位測量裝置包括轉臺p、z1軸直線滑臺與輪廓儀,轉臺p安裝于參考基準平臺側上方,z1軸直線滑臺安裝于轉臺p上,輪廓儀通過轉接板安裝直線滑臺上方,同時對工件和參考基準平臺進行測量,利用轉臺p和z1軸直線滑臺進行工件圓周掃描,可以覆蓋大范圍的工件輪廓測量。
12、進一步的,所述加工裝置包括氣浮平臺、加工主軸、刀具、z2軸直線滑臺及y軸直線滑臺,y軸直線滑臺橫向安裝于z2軸直線滑臺上方,氣浮平臺通過轉接板安裝于y軸直線滑臺上方,氣浮平臺與加工主軸相連接,刀具安裝在加工主軸上方,通過輪廓儀測量得到的參考基準平臺與工件的數據,以參考基準平臺數據為基準,z2軸直線滑臺與y軸直線滑臺移動使得刀具到達工件待加工面進行加工。
13、進一步的,所述輪廓儀通過轉臺p和z1軸直線滑臺固定在參考基準平臺上,輪廓儀通過掃描參考基準平臺和工件平面,收集兩組幾何形狀數據。以參考基準平臺的第一次掃描數據作為參考標準,計算兩個平面之間的幾何形狀差值,用于評估和比較兩個平面之間的幾何形狀差異。通過z1軸直線滑臺上下移動以適應不同的工件大小,通過轉臺p旋轉測量工件待加工面。為了消除運動引起的軸向跳動,當輪廓儀在平面內移動并進行掃描時,如果測到參考基準平臺的幾何形狀數據數值增加,則相應地調整工件平面的測量數據,使其數值減小,以補償參考基準平臺數據的增加;反之,如果參考基準平臺的幾何形狀數據數值減小,則相應地調整工件平面的測量數據,使其數值增加,以補償參考基準平臺數據的減小。通過這種方式以參考基準平臺的數據為測量基準,可以有效消除輪廓儀在平面掃描過程中由于運動產生的軸向跳動誤差。
14、進一步的,所述運動平臺設計方面,為提高加工裝置工藝系統剛性,采用高回轉精度轉臺兼具運動平穩性,各軸傳動系統由伺服電機帶動高精度滾珠絲杠,xyz方向采用靜壓導軌,并通過納米級分辨率的線性光柵構成全閉環控制回路,導軌采用拼塊結構,工藝性更加合理,剛性足,能實現高加工精度,從而保持高直線運動精度和高剛性。
15、如圖7所示,一種具有傾斜檢測與補償能力的平面加工裝置的實現方法,基于平面加工裝置,當該裝置中的在位測量裝置與加工裝置為分體式機構,工件跟隨單軸運動平臺移動,工件在測量裝置與加工裝置之間來回移動從而完成測量與加工操作,具體包括如下步驟:
16、步驟?1、將工件(5)吊裝在工件夾持與姿態調整裝置(1)上;
17、步驟?2、通過搖籃r(102)調整工件(5)待加工面的傾斜角度,使得工件(5)待加工面與參考基準平臺(204)保持基本平行;
18、步驟?3、工件夾持與姿態調整裝置(1)跟隨單軸運動平臺(3)一起移動至測量裝置(201)所在位置,輪廓儀(201-4)在z1直線軸上移動,使得輪廓儀(201-4)的掃描范圍能夠覆蓋工件(5)輪廓,轉臺p(201-1)帶動z1軸直線滑臺(201-2)與輪廓儀(201-4)一起旋轉,輪廓儀(201-4)測量參考基準平臺(204)和整個工件(5)輪廓的平面數據;
19、步驟?4、對輪廓儀(201-4)測量得到的數據進行分析處理,得到消除軸向跳動后的工件(5)輪廓的平面數據m2_workpiece,測量裝置(201)根據m2_workpiece生成工件(5)待加工面面形,測量裝置(201)生成加工指令;
20、步驟?5、生成加工指令后轉臺c(103)旋轉將工件(5)待加工面翻轉,工件夾持與姿態調整裝置(1)跟隨單軸運動平臺(3)一起移動至加工裝置(202)所在位置,z2軸(202-1)與y軸直線滑臺(202-2)配合調整刀具(202-5)的位置,刀具(202-5)根據加工程序對工件(5)進行加工;
21、步驟?6、再次通過輪廓儀(201-4)測量工件(5)和參考基準平臺(204)的平面數據;
22、步驟?7、整個過程不斷重復,直至達到加工要求。
23、所述的消除軸向跳動的具體實現如下:
24、第一次測到的參考基準平臺(204)的數據記作m1_basis,之后輪廓儀測量得到的參考基準平臺(204)的數據記作 f(p i);第一次測到的工件(5)的輪廓數據記作m1_workpiece,之后輪廓儀測量到的工件(5)的輪廓數據記作 g(p i);
25、由于輪廓儀在運動的過程中會引起軸向跳動,導致測量得到的參考基準平臺的平面數據與工件輪廓的平面數據均存在跳動誤差,m1_basis與 f(p i)之間的跳動誤差記作 e s_basis,m1_workpiece與 g(p i)之間的跳動誤差記作 e s_workpiece;
26、將輪廓儀測量得到的參考基準平臺的平面數據與工件輪廓數據的第一次測量數據作為基準數據,理論上,第二次測量時m1_basis與 f(p i)之間的跳動誤差應和m1_workpiece與 g(p i)之間的跳動誤差保持一致,用 e s_basis補償 g(p i)即可得到消除了軸向跳動之后的工件輪廓數據。
27、進一步的,如圖11所示,一種具有傾斜檢測與補償能力的平面加工裝置的實現方法,基于平面加工裝置,當該裝置中的在位測量裝置與加工裝置為一體化機構,結構簡單明確,具體包括如下步驟:
28、步驟?1、將工件(5)吊裝在工件夾持與姿態調整裝置(1)上;
29、步驟?2、通過搖籃r(102)調整工件(5)待加工面的傾斜角度,使得工件(5)待加工面與參考基準平臺(204)保持基本平行;
30、步驟?3、輪廓儀(201-4)在z1軸直線滑臺(201-2)上移動,使得輪廓儀(201-4)的掃描范圍能夠覆蓋工件(5)輪廓,轉臺p(201-1)帶動z1軸直線滑臺(201-2)與輪廓儀(201-4)一起旋轉,輪廓儀(201-4)測量參考基準平臺(204)和整個工件(5)輪廓的平面數據;
31、步驟?4、對輪廓儀(201-4)測量得到的數據進行分析處理,得到消除軸向跳動后的工件(5)輪廓的平面數據m2_workpiece,測量裝置(201)根據m2_workpiece生成工件(5)待加工面面形,測量裝置(201)生成加工指令;
32、步驟?5、生成加工指令后加工裝置(202)在z1軸直線滑臺(201-2)上移動調整刀具(202-5)的位置,刀具(202-5)根據加工程序對工件(5)進行加工;
33、步驟?6、再次通過輪廓儀(201-4)測量工件(5)和參考基準平臺(204)的平面數據;
34、步驟?7、整個過程不斷重復,直至達到加工要求。
35、與現有技術相比,本發明的有益效果在于:
36、本發明以工作基臺為安裝基準,測量工件密封面的同時測量參考基準平臺,可消除測量臂因重力因素導致的形變誤差;本發明設計機械限位保護、緊固裝置設計、測量路徑保護、傳感器測量監測報警保護、系統歸零路徑保護、掉電保護、系統重啟保護等多重保護功能;本發明加工設備均采用防輻照防護處理,相關核心部件采用新型碳化硼復合材料做防輻射外殼;本發明測量與加工方法中利用輪廓儀同步測量工件和參考基準平臺,消除軸跳并生成加工指令進行加工。
- 還沒有人留言評論。精彩留言會獲得點贊!