面向摩擦焊接的定位緊固決策方法及系統(tǒng)與流程
本發(fā)明涉及焊接,具體涉及面向摩擦焊接的定位緊固決策方法及系統(tǒng)。
背景技術(shù):
1、在現(xiàn)代制造業(yè)中,摩擦焊接作為一種高效、精確的焊接技術(shù),廣泛應(yīng)用于汽車、航空航天、精密儀器等多個領(lǐng)域。該技術(shù)通過兩個待焊接零件的高速旋轉(zhuǎn)和相互摩擦產(chǎn)生的高溫,使接觸面熔化并迅速結(jié)合,從而實(shí)現(xiàn)高強(qiáng)度的焊接效果。然而,在實(shí)際應(yīng)用中,摩擦焊接的質(zhì)量和穩(wěn)定性往往受到多種因素的影響,其中定位緊固的準(zhǔn)確性和實(shí)時監(jiān)測的缺乏是兩個主要問題。定位緊固的準(zhǔn)確性直接關(guān)系到焊接接頭的質(zhì)量和可靠性。若定位不準(zhǔn)確或緊固力度不當(dāng),可能導(dǎo)致焊接過程中出現(xiàn)偏差、裂紋甚至斷裂等缺陷。此外,由于摩擦焊接過程復(fù)雜且難以直接觀察,傳統(tǒng)的焊接方法往往缺乏實(shí)時監(jiān)測手段,無法及時發(fā)現(xiàn)并調(diào)整焊接過程中的異常情況。
技術(shù)實(shí)現(xiàn)思路
1、本申請?zhí)峁┝嗣嫦蚰Σ梁附拥亩ㄎ痪o固決策方法及系統(tǒng),解決了現(xiàn)有技術(shù)中摩擦焊接過程中因定位和緊固不當(dāng)導(dǎo)致焊接質(zhì)量不穩(wěn)定的技術(shù)問題。
2、鑒于上述問題,本申請?zhí)峁┝嗣嫦蚰Σ梁附拥亩ㄎ痪o固決策方法及系統(tǒng)。
3、本申請的第一個方面,提供了面向摩擦焊接的定位緊固決策方法,所述方法包括:
4、獲取目標(biāo)零件的結(jié)構(gòu)特性信息,根據(jù)所述結(jié)構(gòu)特性信息和摩擦焊接下刀點(diǎn)需求,設(shè)計獲得零件加工定位結(jié)構(gòu),其中,所述零件加工定位結(jié)構(gòu)包括多個定位銷和定位孔;根據(jù)所述目標(biāo)零件的焊接需求信息,選擇摩擦焊接鎖緊裝置,基于所述零件加工定位結(jié)構(gòu)和所述摩擦焊接鎖緊裝置對所述目標(biāo)零件的結(jié)構(gòu)特性信息進(jìn)行定位緊固策略分析,獲得目標(biāo)定位緊固策略參數(shù);在所述零件加工定位結(jié)構(gòu)上和所述摩擦焊接鎖緊裝置上設(shè)置傳感器組,所述傳感器組包括位移傳感器、壓力傳感器和溫度傳感器;采用所述目標(biāo)定位緊固策略參數(shù)對所述目標(biāo)零件進(jìn)行摩擦焊接策略控制,同時通過所述傳感器組對零件焊接過程進(jìn)行實(shí)時監(jiān)測,獲得零件焊接多維監(jiān)測數(shù)據(jù)流;基于所述零件焊接多維監(jiān)測數(shù)據(jù)流對所述目標(biāo)定位緊固策略參數(shù)進(jìn)行優(yōu)化分析調(diào)整,確定定位緊固策略優(yōu)化參數(shù),并通過所述定位緊固策略優(yōu)化參數(shù)對所述目標(biāo)零件進(jìn)行定位緊固決策。
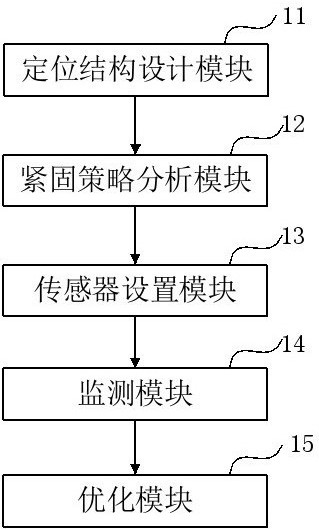
5、本申請的第二個方面,提供了面向摩擦焊接的定位緊固決策系統(tǒng),所述系統(tǒng)包括:
6、定位結(jié)構(gòu)設(shè)計模塊:獲取目標(biāo)零件的結(jié)構(gòu)特性信息,根據(jù)所述結(jié)構(gòu)特性信息和摩擦焊接下刀點(diǎn)需求,設(shè)計獲得零件加工定位結(jié)構(gòu),其中,所述零件加工定位結(jié)構(gòu)包括多個定位銷和定位孔;緊固策略分析模塊:根據(jù)所述目標(biāo)零件的焊接需求信息,選擇摩擦焊接鎖緊裝置,基于所述零件加工定位結(jié)構(gòu)和所述摩擦焊接鎖緊裝置對所述目標(biāo)零件的結(jié)構(gòu)特性信息進(jìn)行定位緊固策略分析,獲得目標(biāo)定位緊固策略參數(shù);傳感器設(shè)置模塊:在所述零件加工定位結(jié)構(gòu)上和所述摩擦焊接鎖緊裝置上設(shè)置傳感器組,所述傳感器組包括位移傳感器、壓力傳感器和溫度傳感器;監(jiān)測模塊:采用所述目標(biāo)定位緊固策略參數(shù)對所述目標(biāo)零件進(jìn)行摩擦焊接策略控制,同時通過所述傳感器組對零件焊接過程進(jìn)行實(shí)時監(jiān)測,獲得零件焊接多維監(jiān)測數(shù)據(jù)流;優(yōu)化模塊:基于所述零件焊接多維監(jiān)測數(shù)據(jù)流對所述目標(biāo)定位緊固策略參數(shù)進(jìn)行優(yōu)化分析調(diào)整,確定定位緊固策略優(yōu)化參數(shù),并通過所述定位緊固策略優(yōu)化參數(shù)對所述目標(biāo)零件進(jìn)行定位緊固決策。
7、本申請中提供的一個或多個技術(shù)方案,至少具有如下技術(shù)效果或優(yōu)點(diǎn):
8、首先,獲取目標(biāo)零件的結(jié)構(gòu)特性信息,根據(jù)結(jié)構(gòu)特性信息和摩擦焊接下刀點(diǎn)需求,設(shè)計獲得零件加工定位結(jié)構(gòu),其中,零件加工定位結(jié)構(gòu)包括多個定位銷和定位孔。接著,根據(jù)目標(biāo)零件的焊接需求信息,選擇摩擦焊接鎖緊裝置,基于零件加工定位結(jié)構(gòu)和摩擦焊接鎖緊裝置對目標(biāo)零件的結(jié)構(gòu)特性信息進(jìn)行定位緊固策略分析,獲得目標(biāo)定位緊固策略參數(shù)。然后,在零件加工定位結(jié)構(gòu)上和摩擦焊接鎖緊裝置上設(shè)置傳感器組,傳感器組包括位移傳感器、壓力傳感器和溫度傳感器。接下來,采用目標(biāo)定位緊固策略參數(shù)對目標(biāo)零件進(jìn)行摩擦焊接策略控制,同時通過傳感器組對零件焊接過程進(jìn)行實(shí)時監(jiān)測,獲得零件焊接多維監(jiān)測數(shù)據(jù)流。最后,基于零件焊接多維監(jiān)測數(shù)據(jù)流對目標(biāo)定位緊固策略參數(shù)進(jìn)行優(yōu)化分析調(diào)整,確定定位緊固策略優(yōu)化參數(shù),并通過定位緊固策略優(yōu)化參數(shù)對目標(biāo)零件進(jìn)行定位緊固決策。解決了現(xiàn)有技術(shù)中摩擦焊接過程中因定位和緊固不當(dāng)導(dǎo)致焊接質(zhì)量不穩(wěn)定的技術(shù)問題,達(dá)到了提高焊接質(zhì)量穩(wěn)定性和生產(chǎn)效率的技術(shù)效果。
技術(shù)特征:
1.面向摩擦焊接的定位緊固決策方法,其特征在于,所述方法包括:
2.如權(quán)利要求1所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述設(shè)計獲得零件加工定位結(jié)構(gòu),包括:
3.如權(quán)利要求2所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述確定零件加工定位結(jié)構(gòu),包括:
4.如權(quán)利要求1所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述獲得目標(biāo)定位緊固策略參數(shù),包括:
5.如權(quán)利要求4所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述獲得所述目標(biāo)定位緊固策略參數(shù),包括:
6.如權(quán)利要求4所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述確定定位緊固策略優(yōu)化參數(shù),包括:
7.如權(quán)利要求6所述的面向摩擦焊接的定位緊固決策方法,其特征在于,所述確定定位緊固策略優(yōu)化參數(shù),包括:
8.面向摩擦焊接的定位緊固決策系統(tǒng),其特征在于,用于實(shí)施權(quán)利要求1-7任意一項所述的面向摩擦焊接的定位緊固決策方法,所述系統(tǒng)包括:
技術(shù)總結(jié)
本發(fā)明公開了面向摩擦焊接的定位緊固決策方法及系統(tǒng),涉及焊接技術(shù)領(lǐng)域。所述方法包括:設(shè)計獲得零件加工定位結(jié)構(gòu);根據(jù)焊接需求信息,選擇摩擦焊接鎖緊裝置,進(jìn)行定位緊固策略分析,獲得目標(biāo)定位緊固策略參數(shù);在零件加工定位結(jié)構(gòu)上和摩擦焊接鎖緊裝置上設(shè)置傳感器組;對目標(biāo)零件進(jìn)行摩擦焊接策略控制,同時對零件焊接過程進(jìn)行實(shí)時監(jiān)測,獲得零件焊接多維監(jiān)測數(shù)據(jù)流;對目標(biāo)定位緊固策略參數(shù)進(jìn)行優(yōu)化分析調(diào)整,確定定位緊固策略優(yōu)化參數(shù),并通過定位緊固策略優(yōu)化參數(shù)對目標(biāo)零件進(jìn)行定位緊固決策。解決了現(xiàn)有技術(shù)中摩擦焊接過程中因定位和緊固不當(dāng)導(dǎo)致焊接質(zhì)量不穩(wěn)定的技術(shù)問題,達(dá)到了提高焊接質(zhì)量穩(wěn)定性和生產(chǎn)效率的技術(shù)效果。
技術(shù)研發(fā)人員:王震,沈允如,李順游,高志雄,馮曉雄
受保護(hù)的技術(shù)使用者:托倫斯精密制造(江蘇)股份有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!