一種螺紋牙刀磨頭的制作方法
本技術(shù)涉及研磨加工,具體涉及一種螺紋牙刀磨頭。
背景技術(shù):
1、碳化硅陶瓷和氧化鋯陶瓷均具有高強(qiáng)度和高硬度特性,屬于難加工的硬脆材料的一種。對(duì)于其產(chǎn)品需要進(jìn)行內(nèi)螺紋加工,目前主要的加工方法有內(nèi)螺紋切削法、電火花加工法或直接絲攻等成型方法。
2、內(nèi)螺紋切削法是當(dāng)前較為常用的一種加工方法。其原理是使用pcd的成型螺紋刀具,通過切削方式來加工內(nèi)螺紋,一般適用于螺紋直徑較大的情況。陶瓷燒結(jié)材料由于其硬度高、脆性大,切削過程中易受到振動(dòng)的影響,以致加工精度難以保證,而且切削表面易出現(xiàn)龜裂等質(zhì)量問題。
3、電火花加工法是一種新穎的加工方式,通過電腦數(shù)字控制,將電壓逐漸升高到放電點(diǎn)以上,放電形成微型空氣灰化區(qū),使工件表面材料熔化蒸發(fā)。這種加工方法基本不存在切削力,可以實(shí)現(xiàn)復(fù)雜的內(nèi)螺紋加工,而且加工表面光潔度高,質(zhì)量好。不過,此方法對(duì)電極要求極高,需要選用合適的電極材料和電極形狀,而且加工成本很高。
4、由于陶瓷硬度大,如果使用絲攻直接進(jìn)行加工陶瓷的螺紋極其容易導(dǎo)致絲攻磨損,這樣也無法加工完成合格的螺紋牙。
技術(shù)實(shí)現(xiàn)思路
1、本實(shí)用新型的目的在于克服現(xiàn)有技術(shù)中的缺點(diǎn)與不足,提供一種螺紋牙刀磨頭。
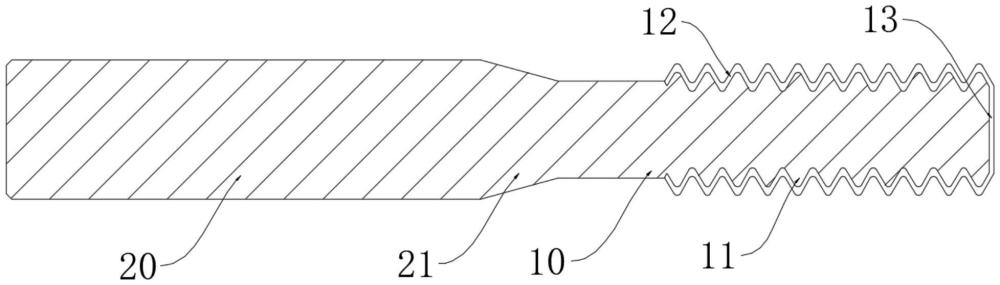
2、本實(shí)用新型的一個(gè)實(shí)施例提供一種螺紋牙刀磨頭,包括:研磨部和柄部;
3、所述研磨部上形成有多個(gè)研磨牙刀,所述研磨牙刀沿所述研磨部的延伸的方向依次布置,所述研磨牙刀的表面鍍有第一金剛砂層;
4、所述柄部用于與旋轉(zhuǎn)驅(qū)動(dòng)組件裝配。
5、在一些可選的實(shí)施方式中,所述研磨部遠(yuǎn)離所述柄部的一端設(shè)置有第二金剛砂層,所述第二金剛砂層與所述第一金剛砂層連接。
6、在一些可選的實(shí)施方式中,所述金剛砂層的厚度大于等于0.1mm。
7、在一些可選的實(shí)施方式中,所述研磨部上的研磨牙刀的數(shù)量為9-15。
8、在一些可選的實(shí)施方式中,所述研磨部上的研磨牙刀的數(shù)量為11。
9、在一些可選的實(shí)施方式中,相鄰所述研磨牙刀之間的間距為1.2-1.8mm。
10、在一些可選的實(shí)施方式中,相鄰所述研磨牙刀之間的間距為1.5mm。
11、在一些可選的實(shí)施方式中,所述柄部的直徑大于所述研磨部的直徑,所述柄部與所述研磨部之間連接有過渡段,所述過渡段的直徑在靠近所述研磨部的方向上逐漸縮小。
12、在一些可選的實(shí)施方式中,所述柄部遠(yuǎn)離所述研磨部的一端的邊緣設(shè)置有倒角。
13、在一些可選的實(shí)施方式中,所述柄部為鎢鋼柄部,所述研磨部為鎢鋼研磨部。
14、相對(duì)于現(xiàn)有技術(shù),本實(shí)用新型的螺紋牙刀磨頭能夠伸入到陶瓷工件上的底孔內(nèi),以對(duì)底孔的內(nèi)壁進(jìn)行研磨,從而穩(wěn)定加工出完整光潔的標(biāo)準(zhǔn)螺紋牙,不僅是內(nèi)螺紋特征還是外螺紋特征都可以進(jìn)行加工,相比切削加工或直接絲攻的方式更加穩(wěn)定精確,而且不易對(duì)陶瓷工件產(chǎn)生損傷,相比電火花加工的成本也更較低。
15、為了能更清晰的理解本實(shí)用新型,以下將結(jié)合附圖說明闡述本發(fā)明的具體實(shí)施方式。
技術(shù)特征:
1.一種螺紋牙刀磨頭,其特征在于,包括:研磨部和柄部;
2.根據(jù)權(quán)利要求1所述的一種螺紋牙刀磨頭,其特征在于:所述研磨部遠(yuǎn)離所述柄部的一端設(shè)置有第二金剛砂層,所述第二金剛砂層與所述第一金剛砂層連接。
3.根據(jù)權(quán)利要求1所述的一種螺紋牙刀磨頭,其特征在于:所述金剛砂層的厚度大于等于0.1mm。
4.根據(jù)權(quán)利要求1至3任一項(xiàng)所述的一種螺紋牙刀磨頭,其特征在于:所述研磨部上的研磨牙刀的數(shù)量為9-15。
5.根據(jù)權(quán)利要求4所述的一種螺紋牙刀磨頭,其特征在于:所述研磨部上的研磨牙刀的數(shù)量為11。
6.根據(jù)權(quán)利要求1至3任一項(xiàng)所述的一種螺紋牙刀磨頭,其特征在于:相鄰所述研磨牙刀之間的間距為1.2-1.8mm。
7.根據(jù)權(quán)利要求6所述的一種螺紋牙刀磨頭,其特征在于:相鄰所述研磨牙刀之間的間距為1.5mm。
8.根據(jù)權(quán)利要求1至3任一項(xiàng)所述的一種螺紋牙刀磨頭,其特征在于:所述柄部的直徑大于所述研磨部的直徑,所述柄部與所述研磨部之間連接有過渡段,所述過渡段的直徑在靠近所述研磨部的方向上逐漸縮小。
9.根據(jù)權(quán)利要求1至3任一項(xiàng)所述的一種螺紋牙刀磨頭,其特征在于:所述柄部遠(yuǎn)離所述研磨部的一端的邊緣設(shè)置有倒角。
10.根據(jù)權(quán)利要求1至3任一項(xiàng)所述的一種螺紋牙刀磨頭,其特征在于:所述柄部為鎢鋼柄部,所述研磨部為鎢鋼研磨部。
技術(shù)總結(jié)
本技術(shù)提供一種螺紋牙刀磨頭,包括:研磨部和柄部;所述研磨部上形成有多個(gè)研磨牙刀,所述研磨牙刀沿所述研磨部的延伸的方向依次布置,所述研磨牙刀的表面鍍有第一金剛砂層;所述柄部用于與旋轉(zhuǎn)驅(qū)動(dòng)組件裝配。相對(duì)于現(xiàn)有技術(shù),本技術(shù)的螺紋牙刀磨頭能夠伸入到陶瓷工件上的底孔內(nèi),以對(duì)底孔的內(nèi)壁進(jìn)行研磨,從而穩(wěn)定加工出完整光潔的標(biāo)準(zhǔn)螺紋牙,不僅是內(nèi)螺紋特征還是外螺紋特征都可以進(jìn)行加工,相比切削加工或直接絲攻的方式更加穩(wěn)定精確,而且不易對(duì)陶瓷工件產(chǎn)生損傷,相比電火花加工的成本也更較低。
技術(shù)研發(fā)人員:陳惠添,鄧松裕,吳錦全
受保護(hù)的技術(shù)使用者:廣東科杰技術(shù)股份有限公司
技術(shù)研發(fā)日:20240315
技術(shù)公布日:2025/3/20
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!