一種含鎢馬氏體時效超高強度鋼及其制備方法與流程
本發明涉及鋼鐵材料,尤其涉及一種含鎢馬氏體時效超高強度鋼及其制備方法。
背景技術:
1、馬氏體時效鋼具有超高強度的同時具有高的塑性,在航空航天和通訊領域得到廣泛應用。材料的外形尺寸如棒材、絲材、板材對性能影響較大,而不同領域對材料外形尺寸要求差異很大,因此開發出滿足不同外形尺寸下超高強度與高塑性(強度≥2800mpa,伸長率≥5.0%)的馬氏體時效鋼迫在眉睫。
2、現有技術中的制備方法均存在一些問題,例如,cn?115558853?a公開了一種高強韌馬氏體時效鋼及其制備方法,通過添加微量nb和ce,省略了常規工藝所必須的電渣重熔工序,制備的高強韌馬氏體時效鋼。然而,該專利的方法需要對材料進行冷軋才能得到所述強度,工序長。同時其馬氏體時效鋼的強度與材料尺寸有很大關系:對于直徑≥8.0mm的材料,抗拉強度rm<2500mpa。cn?115786813?a公開了一種馬氏體時效鋼板材及其制備方法,該專利是通過增加馬氏體時效鋼mo含量、添加al元素,提高鋼的強度。通過熱軋+冷軋使板材厚度為0.5mm~2mm,晶粒度達到9.5~11.5級,以保證強塑性,然而,該方法對鋼的最終形狀和規格限制較大。
3、因此,現有技術中存在對含鎢馬氏體時效超高強度鋼及其制備方法改進的需求。
技術實現思路
1、有鑒于此,本發明實施例的目的在于提出一種含鎢馬氏體時效超高強度鋼及其制備方法,基于元素摻雜對馬氏體時效鋼中析出相影響的第一性原理計算和研究結果,在馬氏體時效鋼成分體系中添加0.5~1.0%的w元素,同時提高鋼中mo元素含量,使鋼在晶粒度≥8.0級的情況下,抗拉強度rm≥2800mpa,伸長率a≥5%。
2、基于上述目的,本發明實施例的提供了一種含鎢馬氏體時效超高強度鋼,其特征在于,以質量百分比計,包括,co?14.5~16.0%,ni17.0~18.0%,mo?6.0~8.0%,ti?1.0~1.5%,w?0.5~1.0%,余量為fe和不可避免的雜質,雜質元素控制要求為:c≤0.008%,si≤0.1%,mn≤0.1%,p≤0.005%,s≤0.005%,n≤0.0015%,o≤0.0015%。
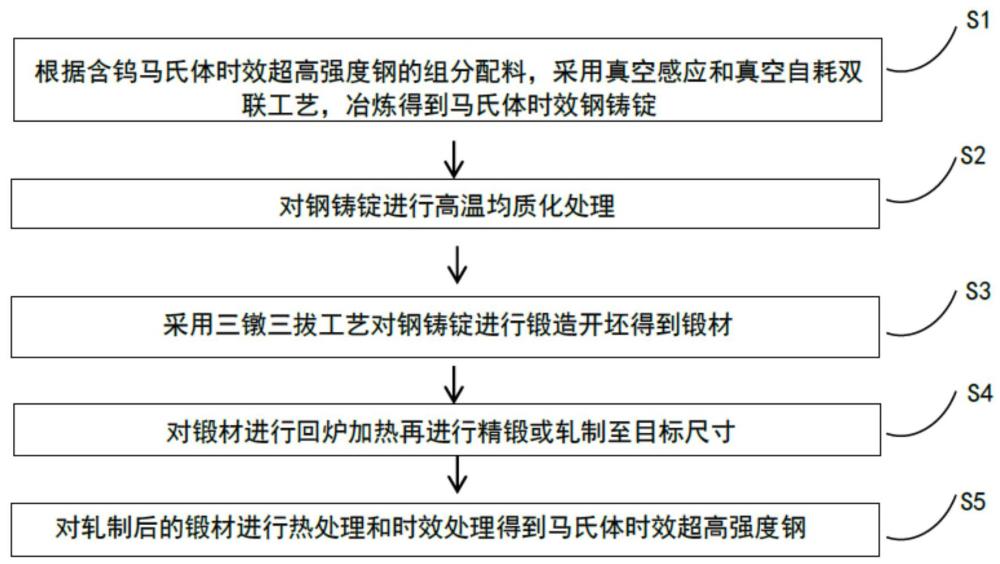
3、本發明再一方面還提供了一種含鎢馬氏體時效超高強度鋼的制備方法,包括以下步驟:
4、s1根據含鎢馬氏體時效超高強度鋼的組分配料,采用真空感應和真空自耗雙聯工藝,冶煉得到馬氏體時效鋼鑄錠;
5、s2對鋼鑄錠進行高溫均質化處理;
6、s3采用三鐓三拔工藝對鋼鑄錠進行鍛造開坯得到鍛材;
7、s4對鍛材進行回爐加熱再進行精鍛或軋制至目標尺寸;
8、s5對軋制后的鍛材進行熱處理和時效處理得到馬氏體時效超高強度鋼。
9、在一些實施方式中,在s2中,高溫均質化處理包括:溫度范圍為1250℃~1260℃,保溫時間為36h~48h,保溫結束后出爐冷至開鍛溫度后進行鍛造開坯。
10、在一些實施方式中,在s3中,三鐓三拔工藝包括:每一次鐓粗壓下量≥50%,每一次拔長率≥200%。
11、在一些實施方式中,鍛造時,開鍛溫度為1180~1200℃,當溫度低于1050℃時,回爐在1150℃加熱2h再繼續鐓粗;終鍛溫度≥1000℃,當溫度低于1000℃時,回爐在1100℃加熱2h再繼續鐓拔。
12、在一些實施方式中,在s4中,對鍛材進行回爐加熱至1150℃,保溫2h,精鍛或軋制的單道次壓下量≤35%,終鍛或終軋溫度≥950℃。
13、在一些實施方式中,在s5中,熱處理工藝包括:
14、在850~860℃保溫1~2小時,然后立即油冷至室溫;
15、820~830℃保溫1~1.5小時,然后立即油冷至室溫,反復兩次;
16、4小時內進行深冷處理然后在空氣中自然回溫;
17、8小時內將回穩至室溫的材料進行時效處理。
18、在一些實施方式中,深冷處理包括:控制溫度為-70~-80℃,將鍛材放置在深冷裝置冷卻1~2小時。
19、在一些實施方式中,時效處理包括:處理溫度為480~500℃,處理時間為5~8小時。
20、在一些實施方式中,在s1中還包括:對冶煉得到馬氏體時效鋼鑄錠進行扒皮處理。
21、本發明至少具有以下有益技術效果:
22、通過提高mo元素含量和添加w元素,以增加析出相數量,提高析出強化效果,同時通過摻雜還可以緩解ni3ti的脆性;而且提高ni元素含量,以提高鋼的塑韌性;使用本發明的組分和方法制的鋼在晶粒度≥8.0級的情況下,抗拉強度rm≥2800mpa,伸長率a≥5%,對材料的最終外形尺寸無嚴格限制。
23、本發明所述制備方法不需要冷軋,可以優化制備工序;而且高合金超高強度鋼的室溫變形加工難度大,無冷軋工序大大減少了冷軋開裂的風險,易于工業化生產制備。
技術特征:
1.?一種含鎢馬氏體時效超高強度鋼,其特征在于,以質量百分比計,包括,co?14.5~16.0%,ni17.0~18.0%,mo?6.0~8.0%,ti?1.0~1.5%,w?0.5~1.0%,余量為fe和不可避免的雜質,雜質元素控制為:c≤0.008%,si≤0.1%,mn≤0.1%,p≤0.005%,s≤0.005%,n≤0.0015%,o≤0.0015%。
2.一種如權利要求1所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,包括:
3.根據權利要求2所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,在s2中,所述高溫均質化處理包括:溫度范圍為1250℃~1260℃,保溫時間為36h~48h,保溫結束后出爐冷至開鍛溫度后進行鍛造開坯。
4.根據權利要求2所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,在s3中,所述三鐓三拔工藝包括:每一次鐓粗壓下量≥50%,每一次拔長率≥200%。
5.根據權利要求4所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,鍛造時,開鍛溫度為1180~1200℃,當溫度低于1050℃時,回爐在1150℃加熱2h再繼續鐓粗;終鍛溫度≥1000℃,當溫度低于1000℃時,回爐在1100℃加熱2h再繼續鐓拔。
6.根據權利要求2所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,在s4中,對所述鍛材進行回爐加熱至1150℃,保溫2h,精鍛或軋制的單道次壓下量≤35%,終鍛或終軋溫度≥950℃。
7.根據權利要求2所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,在s5中,所述熱處理工藝包括:
8.根據權利要求7所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,所述深冷處理包括:控制溫度為-70~-80℃,將鍛材放置在深冷裝置冷卻1~2小時。
9.根據權利要求7所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,所述時效處理包括:處理溫度為480~500℃,處理時間為5~8小時。
10.根據權利要求2所述的含鎢馬氏體時效超高強度鋼的制備方法,其特征在于,在s1中還包括:對冶煉得到馬氏體時效鋼鑄錠進行扒皮處理。
技術總結
本發明涉及鋼鐵材料技術領域,公開了一種含鎢馬氏體時效超高強度鋼及其制備方法。以質量百分比計,鎢馬氏體時效超高強度鋼包括:Co?14.5~16.0%,Ni17.0~18.0%,Mo?6.0~8.0%,Ti?1.0~1.5%,W?0.5~1.0%,余量為Fe和不可避免的雜質,雜質元素控制要求為:C≤0.008%,Si≤0.1%,Mn≤0.1%,P≤0.005%,S≤0.005%,N≤0.0015%,O≤0.0015%。基于元素摻雜對馬氏體時效鋼中析出相影響的第一性原理計算和研究結果,在馬氏體時效鋼成分體系中添加0.5~1.0%的W元素,同時提高鋼中Mo元素含量,使鋼在晶粒度≥8.0級的情況下,抗拉強度Rm≥2800MPa,伸長率A≥5%。
技術研發人員:王洪利,劉庭耀,李琨,朱焱麟
受保護的技術使用者:成都先進金屬材料產業技術研究院股份有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!