一種四穴陶瓷整體套筒的制作方法
本技術涉及光學鏡片非球面模壓,尤其是涉及一種四穴陶瓷整體套筒。
背景技術:
1、非球面玻璃模壓是一種先把玻璃材料加熱軟化到一定程度,再通過對表面具有高精密度的成形模具施加一定的壓力而形變成非球面形狀的技術,現有模造鏡片模具是由上模仁、下模仁、限外徑圓環、鎢鋼墊片、陶瓷套筒及中肉筒組合構成,在成型過程中將預形體或小球直接置于下模仁的模仁面上,通過高溫軟化鏡片預形體或小球,并加壓使其變形至模仁形狀,成為所需的模造鏡片。由于有多種模具組合構成,陶瓷套筒放入中肉筒孔內具有精密度的公差要求配合,模壓鏡片在加壓使其變形至模仁形狀所需要的氣密性不夠穩定,模壓鏡片偶爾會成型不良或成型面型精度不佳,嚴重時甚至導致模壓鏡片炸裂陶瓷套筒報廢等現象。
技術實現思路
1、本實用新型的目的就是為了克服上述現有技術存在的缺陷而提供一種四穴陶瓷整體套筒。
2、本實用新型的目的可以通過以下技術方案來實現:
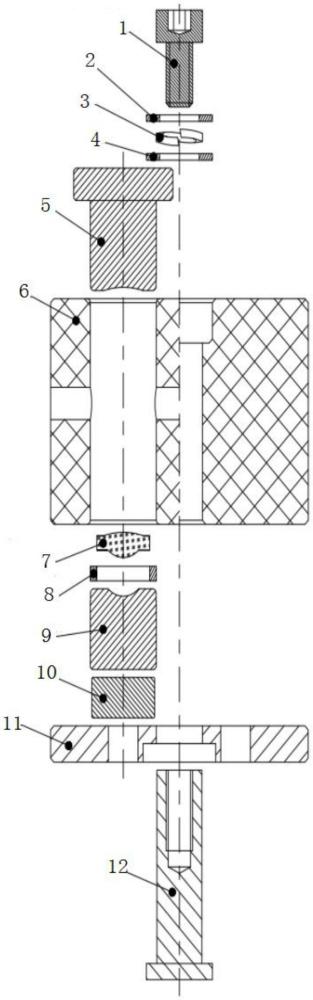
3、一種四穴陶瓷整體套筒,包括套筒主體;所述的套筒主體為四穴陶瓷整體套筒;所述的套筒主體下方設置有四穴陶瓷整體墊片;所述的套筒主體內依次設置有上模仁、下模仁和鎢鋼墊片;所述的上模仁放置在下模仁上;所述的下模仁放置在鎢鋼墊片上;所述的鎢鋼墊片放置在四穴陶瓷整體墊片上;所述的上模仁和下模仁之間設置有限外徑圓環;所述的下模仁的型腔中放置有待模壓成型的模壓鏡片;所述的模壓鏡片穿過限外徑圓環放置;所述的四穴陶瓷整體墊片從底部孔中插入有固定棒;所述的套筒主體從上方孔中插入有用于擰緊固定棒的螺栓。
4、進一步地,所述的螺栓從上至下依次套接有第一平墊圈、彈簧墊圈和第二平墊圈。
5、進一步地,所述的螺栓為m4圓柱頭內六角螺栓。
6、進一步地,所述的第一平墊圈和第二平墊圈為型號的平墊圈。
7、進一步地,所述的彈簧墊圈為m4彈簧墊圈。
8、與現有技術相比,本實用新型具有以下優點:
9、本實用新型將陶瓷套筒設置成四穴陶瓷整體套筒,去除了中肉筒,增加固定棒和螺栓將四穴陶瓷整體墊片與四穴陶瓷整體套筒底部緊配,可于成型時將模壓鏡片所需要的氣密性變得更加穩定,從而避免模壓鏡片發生氣密性不足受壓不均等現象,提高了成型精度,氣密性不夠穩定和受壓不均勻問題都能得到很好的解決,提高鏡片成型良品率,有效的減少鏡片與陶瓷套筒的報廢,降低生產成本,且四穴陶瓷整體套筒結構簡單,操作方便,具有性能穩定,實用性強的優點。
技術特征:
1.一種四穴陶瓷整體套筒,其特征在于,包括套筒主體(6);所述的套筒主體(6)為四穴陶瓷整體套筒;所述的套筒主體(6)下方設置有四穴陶瓷整體墊片(11);所述的套筒主體(6)內依次設置有上模仁(5)、下模仁(9)和鎢鋼墊片(10);所述的上模仁(5)放置在下模仁(9)上;所述的下模仁(9)放置在鎢鋼墊片(10)上;所述的鎢鋼墊片(10)放置在四穴陶瓷整體墊片(11)上;所述的上模仁(5)和下模仁(9)之間設置有限外徑圓環(8);所述的下模仁(9)的型腔中放置有待模壓成型的模壓鏡片(7);所述的模壓鏡片(7)穿過限外徑圓環(8)放置;所述的四穴陶瓷整體墊片(11)從底部孔中插入有固定棒(12);所述的套筒主體(6)從上方孔中插入有用于擰緊固定棒(12)的螺栓(1)。
2.根據權利要求1所述的一種四穴陶瓷整體套筒,其特征在于,所述的螺栓(1)從上至下依次套接有第一平墊圈(2)、彈簧墊圈(3)和第二平墊圈(4)。
3.根據權利要求1所述的一種四穴陶瓷整體套筒,其特征在于,所述的螺栓(1)為m4圓柱頭內六角螺栓。
4.根據權利要求2所述的一種四穴陶瓷整體套筒,其特征在于,所述的第一平墊圈(2)和第二平墊圈(4)為型號的平墊圈。
5.根據權利要求2所述的一種四穴陶瓷整體套筒,其特征在于,所述的彈簧墊圈(3)為m4彈簧墊圈。
技術總結
本技術涉及一種四穴陶瓷整體套筒,包括套筒主體;所述的套筒主體為四穴陶瓷整體套筒;所述的套筒主體下方設置有四穴陶瓷整體墊片;所述的套筒主體內依次設置有上模仁、下模仁和鎢鋼墊片;所述的上模仁放置在下模仁上;所述的下模仁放置在鎢鋼墊片上;所述的鎢鋼墊片放置在四穴陶瓷整體墊片上;所述的上模仁和下模仁之間設置有限外徑圓環;所述的下模仁的型腔中放置有待模壓成型的模壓鏡片;所述的模壓鏡片穿過限外徑圓環放置;所述的四穴陶瓷整體墊片從底部孔中插入有固定棒;所述的套筒主體從上方孔中插入有用于擰緊固定棒的螺栓。與現有技術相比,本技術具有氣密性好、成型精度高、結構簡單、受壓均勻等優點。
技術研發人員:祝接武,黃輝,琚烈聰,戴志強,蘇建斌
受保護的技術使用者:江西高瑞光電股份有限公司
技術研發日:20240715
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!