一種基于圖形化的排程方法及設備與流程
本技術涉及生產領域,尤其涉及一種基于圖形化的排程方法及設備。
背景技術:
1、甘特圖是一種用來展示和管理生產排程的工具,目前在生產中被廣泛應用,它可以幫助企業計劃人員規劃和安排生產任務,優化資源利用,發現潛在的延遲和沖突,并進行合理的調整和優化。
2、然而,通常在構建甘特圖時,通常由人為進行排程,由于不同工序之間存在復雜的依賴關系,排程難度高、效率低且容易出錯;同時,一旦生產中出現異常情況,需要人工發現并手動進行甘特圖調整和更新,實時性差。
技術實現思路
1、本技術實施例提供一種基于圖形化的排程方法及設備,以解決相關技術存在的至少一個問題,技術方案如下:
2、第一方面,本技術實施例提供了一種基于圖形化的排程的方法,包括:
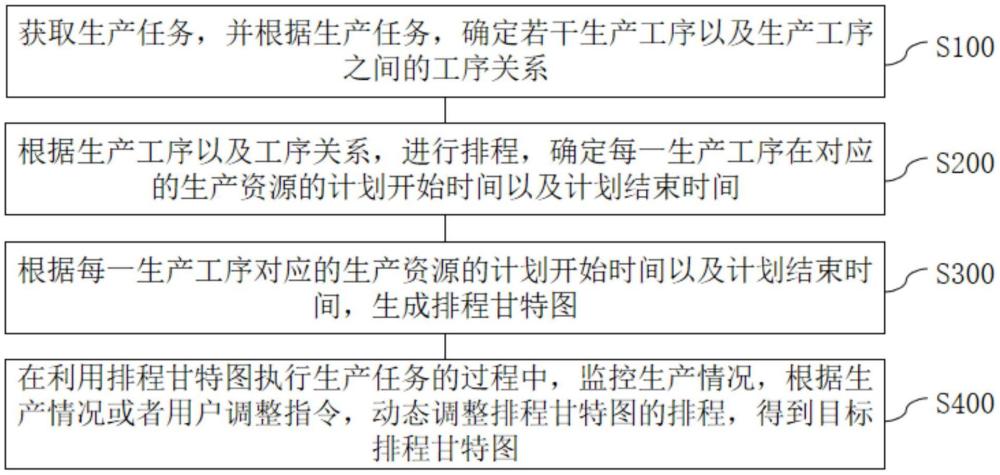
3、獲取生產任務,并根據生產任務,確定若干生產工序以及所述生產工序之間的工序關系;
4、根據所述生產工序以及所述工序關系,進行排程,確定每一所述生產工序在對應的生產資源的計劃開始時間以及計劃結束時間;
5、根據每一所述生產工序對應的生產資源的所述計劃開始時間以及所述計劃結束時間,生成排程甘特圖;
6、在利用所述排程甘特圖執行所述生產任務的過程中,監控生產情況,根據所述生產情況或者用戶調整指令,動態調整所述排程甘特圖的排程,得到目標排程甘特圖。
7、在一種實施方式中,所述根據所述生產工序以及所述工序關系,進行排程,確定每一所述生產工序在對應的生產資源的計劃開始時間以及計劃結束時間包括:
8、當相鄰的生產工序的所述工序關系為工序并行,建立相鄰的生產工序的時間約束為靠前的生產工序的計劃開始時間大于或等于靠后的生產工序的計劃開始時間;
9、當相鄰的生產工序的所述工序關系為工序串行,建立相鄰的生產工序的時間約束為靠前的生產工序的計劃結束時間大于或等于靠后的生產工序的計劃開始時間;
10、確定生產資源的有效時間以及相鄰的生產工序的轉換時間,并根據所述轉換時間、所述時間約束以及所述有效時間,進行排程,確定每一所述生產工序在對應的生產資源的計劃開始時間以及計劃結束時間。
11、在一種實施方式中,所述確定生產資源的有效時間包括:
12、獲取所述生產資源的空閑時間;所述空閑時間指不具有其他生產任務的排程所占用的時間;
13、獲取日歷數據和/或時間設置信息,確定所述空閑時間中的休息時間;
14、根據所述空閑時間以及所述休息時間,確定生產資源的有效時間。
15、在一種實施方式中,所述根據每一所述生產工序對應的生產資源的所述計劃開始時間以及所述計劃結束時間,生成排程甘特圖包括:
16、根據每一所述生產工序對應的生產資源的所述計劃開始時間以及所述計劃結束時間,確定每一所述生產工序的第一時間長度,分別根據每一所述生產工序的第一時間長度,生成對應第一時間長度的任務塊,或者,根據每一所述生產工序對應的生產資源的預設標準工時以及預設效率,確定第二時間長度,并生成對應第二時間長度的任務塊;
17、在預設的操作區域中設置時間信息,根據所述時間信息、所述計劃開始時間以及所述計劃結束時間,依序排列各個所述任務塊,并在預設的資源區域中顯示對應的生產資源;
18、根據所述操作區域以及所述資源區域,生成排程甘特圖。
19、在一種實施方式中,根據用戶調整指令,動態調整所述排程甘特圖的排程,得到目標排程甘特圖包括:
20、根據用戶調整指令,在所述操作區域中調整目標任務塊的位置;
21、根據目標任務塊的位置以及所述時間信息,確定所述目標任務塊對應的新計劃開始時間以及新計劃結束時間;
22、根據所述新計劃開始時間以及所述新計劃結束時間,在所述操作區域中自動調整其余任務塊的對應位置,以得到目標排程甘特圖。
23、在一種實施方式中,所述根據所述新計劃開始時間以及所述新計劃結束時間,在所述操作區域中自動調整其余任務塊的對應位置,以得到目標排程甘特圖包括:
24、根據所述新計劃開始時間以及所述新計劃結束時間,在所述操作區域中自動調整其余任務塊的對應位置;
25、在所有所述任務塊的位置調整后,根據各個所述任務塊的位置以及所述工序關系,分別確定各個所述任務塊之間的工序關系的檢測結果;
26、當至少一檢測結果表征異常時,將所述檢測結果表征異常的異常任務塊進行標記以及預警;
27、響應于第一調整指令,調整所述異常任務塊的位置,或者,自動調整所述異常任務塊的位置,返回所述根據各個所述任務塊的位置以及所述工序關系,分別確定各個所述任務塊之間的工序關系的檢測結果的步驟,直至所有所述檢測結果表征正常,得到目標排程甘特圖。
28、在一種實施方式中,根據所述生產情況,動態調整所述排程甘特圖的排程,得到目標排程甘特圖包括:
29、根據最后一個所述生產工序的計劃結束時間確定實際交期,并將所述實際交期與所述生產任務的需求交期進行比較;
30、當所述實際交期大于所述需求交期,在計劃結束時間超過所述需求交期的超期任務塊上進行標記以及預警;
31、響應于第二調整指令,調整所述超期任務塊的位置,或者,自動確定可用的生產資源,并根據可用的生產資源調整所述超期任務塊的位置,返回所述將所述實際交期與所述生產任務的需求交期進行比較的步驟,直至所述實際交期小于或等于所述需求交期,得到目標排程甘特圖。
32、在一種實施方式中,所述方法還包括:
33、當所述實際交期大于所述需求交期,在計劃結束時間超過所述需求交期的超期任務塊上利用第一顏色進行標記;
34、當所述實際交期等于所述需求交期,在所述任務塊上標記第二顏色;
35、當所述實際交期小于所述需求交期,確定所述需求交期與所述實際交期的交期差值,若所述交期差值小于或等于交期閾值,在所述任務塊上標記第二顏色,若所述交期差值大于交期閾值,在所述任務塊上標記第三顏色;
36、其中,所述第一顏色表征超期,所述第二顏色表征正常,所述第三顏色表征超前。
37、第二方面,本技術實施例提供了一種基于圖形化的排程設備,包括:
38、獲取模塊,用于獲取生產任務,并根據生產任務,確定若干生產工序以及所述生產工序之間的工序關系;
39、排程模塊,用于根據所述生產工序以及所述工序關系,進行排程,確定每一所述生產工序在對應的生產資源的計劃開始時間以及計劃結束時間;
40、圖形模塊,用于根據每一所述生產工序對應的生產資源的所述計劃開始時間以及所述計劃結束時間,生成排程甘特圖;
41、調整模塊,用于在利用所述排程甘特圖執行所述生產任務的過程中,監控生產情況,根據所述生產情況或者用戶調整指令,動態調整所述排程甘特圖的排程,得到目標排程甘特圖。
42、在一種實施方式中,所述圖形模塊還用于:
43、當所述實際交期大于所述需求交期,在計劃結束時間超過所述需求交期的超期任務塊上利用第一顏色進行標記;
44、當所述實際交期等于所述需求交期,在所述任務塊上標記第二顏色;
45、當所述實際交期小于所述需求交期,確定所述需求交期與所述實際交期的交期差值,若所述交期差值小于或等于交期閾值,在所述任務塊上標記第二顏色,若所述交期差值大于交期閾值,在所述任務塊上標記第三顏色;
46、其中,所述第一顏色表征超期,所述第二顏色表征正常,所述第三顏色表征超前。
47、第三方面,本技術實施例提供了一種電子設備,包括:處理器和存儲器,該存儲器中存儲指令,該指令由該處理器加載并執行,以實現上述各方面任一種實施方式中的方法。
48、上述技術方案中的有益效果至少包括:
49、通過獲取生產任務,并根據生產任務,確定若干生產工序以及生產工序之間的工序關系,自動分析生產工序以及工序關系,進行排程,確定每一生產工序在對應的生產資源的計劃開始時間以及計劃結束時間,根據每一生產工序對應的生產資源的計劃開始時間以及計劃結束時間,生成排程甘特圖,有利于提高效率以及排程準確率;在利用排程甘特圖執行生產任務的過程中,監控生產情況,根據生產情況或者用戶調整指令,動態調整排程甘特圖的排程,得到目標排程甘特圖,更加快捷且能夠保證實時性。
50、上述概述僅僅是為了說明書的目的,并不意圖以任何方式進行限制。除上述描述的示意性的方面、實施方式和特征之外,通過參考附圖和以下的詳細描述,本技術進一步的方面、實施方式和特征將會是容易明白的。
- 還沒有人留言評論。精彩留言會獲得點贊!