刀具排產方法、刀具排產系統、控制設備及程序產品與流程
本發明涉及數控,尤其涉及一種刀具排產方法、刀具排產系統、控制設備及程序產品。
背景技術:
1、數控加工是一種采用數字信息控制機床進行零件加工的方法,它利用計算機控制機床的運動和輔助動作,以精確完成各種復雜形狀的零件加工。
2、然而,國內工廠在數控加工中,數控機床的刀具排產與管理主要依賴于有經驗的員工進行手動記錄或者excel/erp系統錄入的方式進行,這種方式在刀具的選擇和調度上往往依賴于經驗豐富的員工,導致數控機床空置率上升,從而影響工廠的生產效率。
技術實現思路
1、基于此,本發明實施例提供一種刀具排產方法、刀具排產系統、控制設備及程序產品,以解決傳統刀具排產依賴人工調度,導致數控機床空置率上升,影響生產效率的問題。
2、第一方面,提供了一種刀具排產方法,包括:
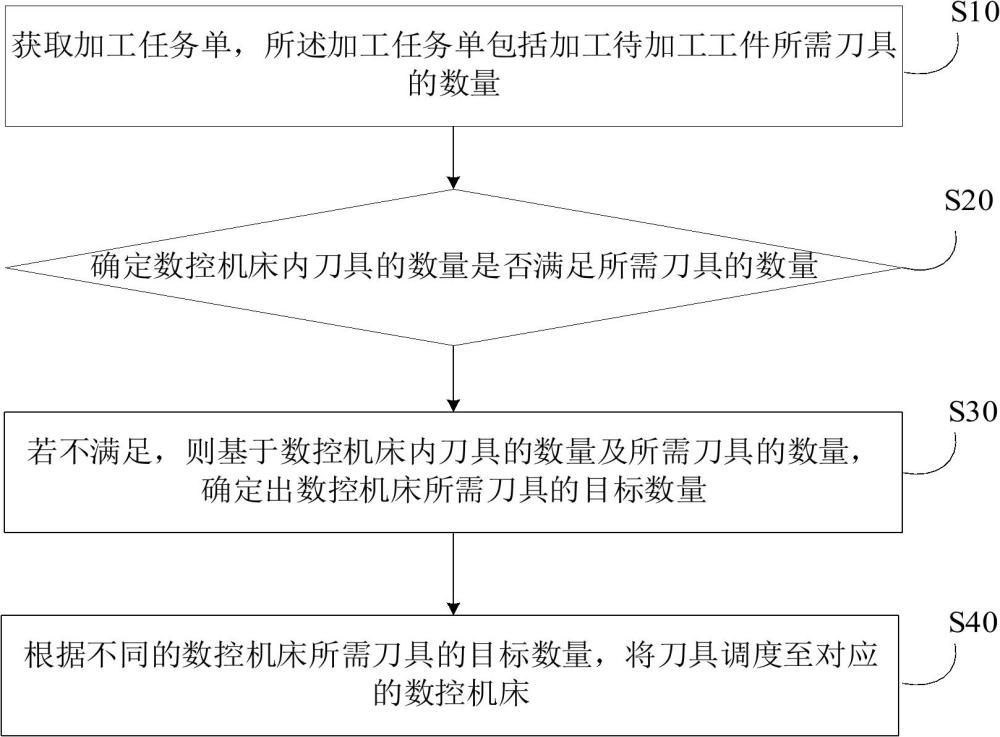
3、獲取加工任務單,所述加工任務單包括加工待加工工件所需刀具的數量;
4、確定數控機床內刀具的數量是否滿足所述所需刀具的數量;
5、若不滿足,則基于所述數控機床內刀具的數量及所述所需刀具的數量,確定出所述數控機床所需刀具的目標數量;
6、根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床。
7、在一實施例中,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床,包括:
8、確定不同的所述數控機床所需刀具的目標數量是否相同;
9、若相同,則獲取不同的所述數控機床所需刀具的加工時長,并基于所需刀具的加工時長,將刀具調度至對應的數控機床;
10、若不相同,則從不同的所述數控機床所需刀具的目標數量中,確定出最小目標數量,并將所述刀具調度至所述最小目標數量對應的數控機床。
11、在一實施例中,所述基于所需刀具的加工時長,將刀具調度至對應的數控機床,包括:
12、確定不同的所述數控機床所需刀具的加工時長是否相同;
13、若相同,則根據不同的所述數控機床距離所需刀具的距離,確定出最小距離,并將所述刀具調度至所述最小距離對應的數控機床;
14、若不相同,則從不同的所述數控機床所需刀具的加工時長中,確定出最小加工時長,并將所述刀具調度至所述最小加工時長對應的數控機床。
15、在一實施例中,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床,包括:
16、獲取所述數控機床內每一把刀具的加工時長;
17、確定所述每一把刀具的加工時長是否滿足加工所述待加工工件對應刀具的加工時長;
18、若不滿足,則根據所述每一把刀具的加工時長和所述對應刀具的加工時長,確定出不滿足刀具的換刀數量;
19、根據不同的所述數控機床的換刀數量和所需刀具的目標數量,將刀具調度至對應的數控機床。
20、在一實施例中,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床之后,包括:
21、實時檢測所述數控機床內每一把刀具的刀具時長;
22、當所述刀具時長高于預設時長時,對所述刀具時長高于所述預設時長的刀具進行預警。
23、在一實施例中,所述加工任務單還包括所述待加工工件的加工總工時、客戶交貨時間和總數,所述方法還包括:
24、獲取加工所述待加工工件對應的數控機床的保養維修剩余時長;
25、根據所述加工總工時、所述客戶交貨時間、所述總數和所述保養維修剩余時長,計算得到所述數控機床加工所述待加工工件的適應度;
26、根據不同所述數控機床加工對應所述待加工工件的適應度,將刀具調度至對應的數控機床。
27、在一實施例中,所述數控機床加工對應所述待加工工件的適應度通過如下公式計算得到:
28、;
29、;
30、其中,為數控機床i加工對應待加工工件i的適應度,為待加工工件i的加工總工時,為待加工工件i的客戶交貨時間,為數控機床i的保養維修剩余時長,為待加工工件i的加工總工時與客戶交貨時間絕對值的權重,為待加工工件i的客戶交貨時間與加工總工時比值的權重,為數控機床i的保養維修剩余時長的權重,為待加工工件i的加工總工時的權重,為正數。
31、第二方面,提供了一種刀具排產控制系統,所述刀具排產控制系統包括控制設備、數控機床以及調度設備;
32、所述控制設備,用于獲取加工任務單,所述加工任務單包括加工待加工工件所需刀具的數量;確定數控機床內刀具的數量是否滿足所述所需刀具的數量;若不滿足,則基于所述數控機床內刀具的數量及所述所需刀具的數量,確定出所述數控機床所需刀具的目標數量;
33、所述控制設備,還用于根據不同的所述數控機床所需刀具的目標數量,控制所述調度設備將刀具調度至對應的數控機床。
34、第三方面,提供了一種控制設備,包括存儲器、處理器以及存儲在所述存儲器中并可在所述處理器上運行的計算機程序,所述處理器執行所述計算機程序時實現根據權利要求上述所述的刀具排產方法。
35、第四方面,提供了一種計算機程序產品,包括計算機程序,該計算機程序被處理器執行時實現權利要求上述任一項所述刀具排產方法。
36、上述刀具排產方法、刀具排產系統、控制設備及程序產品所實現的一個方案中,獲取加工任務單,所述加工任務單包括加工待加工工件所需刀具的數量;確定數控機床內刀具的數量是否滿足所述所需刀具的數量;若不滿足,則基于所述數控機床內刀具的數量及所述所需刀具的數量,確定出所述數控機床所需刀具的目標數量;根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床。本實施例中,根據每臺數控機床的實際需求,確定出優先級最高的數控機床,并將刀具調度至該優先級最高的數控機床,提高整體生產效率,減少機臺空置時間,實現自動化和高效的生產管理。
技術特征:
1.一種刀具排產方法,其特征在于,包括:
2.如權利要求1所述刀具排產方法,其特征在于,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床,包括:
3.如權利要求2所述刀具排產方法,其特征在于,所述基于所需刀具的加工時長,將刀具調度至對應的數控機床,包括:
4.如權利要求1所述刀具排產方法,其特征在于,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床,包括:
5.如權利要求1至4任一項所述刀具排產方法,其特征在于,所述根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床之后,包括:
6.如權利要求1所述刀具排產方法,其特征在于,所述加工任務單還包括所述待加工工件的加工總工時、客戶交貨時間和總數,所述方法還包括:
7.如權利要求6所述刀具排產方法,其特征在于,所述數控機床加工對應所述待加工工件的適應度通過如下公式計算得到:
8.一種刀具排產系統,其特征在于,所述刀具排產系統包括控制設備、數控機床以及調度設備;
9.一種控制設備,包括存儲器、處理器以及存儲在所述存儲器中并可在所述處理器上運行的計算機程序,其特征在于,所述處理器執行所述計算機程序時實現根據權利要求1至7任一項所述刀具排產方法。
10.一種計算機程序產品,包括計算機程序,其特征在于,該計算機程序被處理器執行時實現權利要求1至7任一項所述刀具排產方法。
技術總結
本發明涉及數控技術領域,公開了一種刀具排產方法、刀具排產系統、控制設備及程序產品,方法包括:獲取加工任務單,所述加工任務單包括加工待加工工件所需刀具的數量;確定數控機床內刀具的數量是否滿足所述所需刀具的數量;若不滿足,則基于所述數控機床內刀具的數量及所述所需刀具的數量,確定出所述數控機床所需刀具的目標數量;根據不同的所述數控機床所需刀具的目標數量,將刀具調度至對應的數控機床。本實施例中,根據每臺數控機床的實際需求,確定出優先級最高的數控機床,并將刀具調度至該優先級最高的數控機床,提高整體生產效率,減少機臺空置時間,實現自動化和高效的生產管理。
技術研發人員:成亞飛,劉單
受保護的技術使用者:深圳模德寶科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!