動力電池的防爆閥片及其制備方法與流程
本發明涉及新能源汽車領域,尤其涉及一種動力電池的防爆閥片及其制備方法。
背景技術:
1、目前,鋰離子或鈉離子動力電池由于能量密度高,容量一致性好,可支持大倍率充放電等優勢逐漸成為新能源行業主流產品,常規動力電池結構一般只具有一個注液孔,其常見問題為:
2、1、圓柱動力電池三元體系一般優選鋼殼結構,電池內部異常內壓加大時不易變形,但受鋼材質偏硬影響,防爆閥開閥壓力普遍較高,且開閥一致性較差,給電池帶來安全性風險;
3、2、少數廠家嘗試將鋼材質防爆閥刻痕減薄來降低開閥壓力,導致結構強度明顯變弱,有震動沖擊后漏液風險。
技術實現思路
1、本發明的目的在于提供一種動力電池的防爆閥片及其制備方法,以解決現有技術中防爆閥開閥一致性差以及漏液的問題。
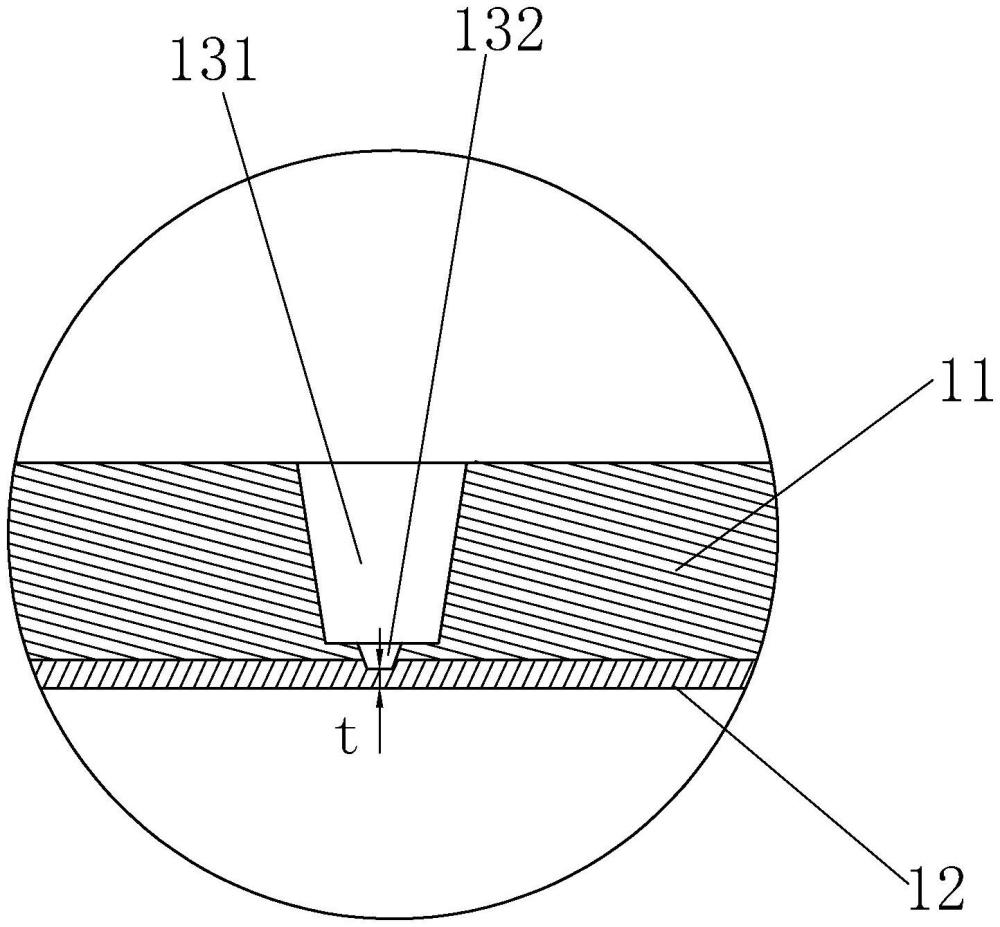
2、為了實現上述目的,本發明提供的一種動力電池的防爆閥片,包括鋼片以及疊設于所述鋼片內側的銅片,所述鋼片以及所述銅片復合為一體,所述防爆閥片上還開設有防爆刻痕,所述防爆刻痕包括第一刻痕以及第二刻痕,所述第一刻痕和所述第二刻痕的截面均呈槽狀,所述第一刻痕自所述鋼片的外表面向所述鋼片的內側延伸且不穿透所述鋼片,所述第二刻痕自所述第一刻痕的底部向所述銅片的內側延伸且不穿透所述銅片,所述第二刻痕的底部與所述銅片的內側面之間的距離為大于或等于0.03毫米且小于0.08毫米。
3、優選地,所述第一刻痕以及所述第二刻痕均呈圓弧結構,所述圓弧結構的圓心角均為大于或等于325度且小于或等于350度。
4、優選地,所述第一刻痕的底部與所述鋼片的內側面之間的距離為大于或等于0.05毫米且小于或等于0.15毫米,所述銅片的厚度為大于或等于0.08毫米且小于或等于0.2毫米。
5、優選地,所述第一刻痕以及所述第二刻痕的截面均呈u形或v形。
6、本發明還提供一種動力電池的防爆閥片的制備方法,包括如下步驟:提供鋼片,在所述鋼片上形成有第一刻痕,所述第一刻痕的截面呈槽狀,所述第一刻痕自所述鋼片的外表面向所述鋼片的內側延伸且不穿透所述鋼片;提供銅片,將所述銅片復合于所述鋼片的內側面上;在所述第一刻痕的底部形成有第二刻痕,所述第二刻痕的截面呈槽狀,所述第二刻痕向所述銅片的內側延伸且不穿透所述銅片,所述第二刻痕的底部與所述銅片的內側面之間的距離為大于或等于0.03毫米且小于0.08毫米。
7、優選地,所述第一刻痕以及所述第二刻痕均呈圓弧結構,所述圓弧結構的圓心角均為大于或等于325度且小于或等于350度。
8、優選地,所述第一刻痕通過第一沖壓工藝成型,所述第二刻痕通過第二沖壓工藝成型。
9、優選地,所述第一刻痕的底部與所述鋼片的內側面之間的距離為大于或等于0.05毫米且小于或等于0.15毫米。
10、優選地,所述提供銅片步驟中,所述銅片的厚度為大于或等于0.08毫米且小于或等于0.2毫米。
11、優選地,所述第一刻痕以及所述第二刻痕的截面均呈u形或v形。
12、與現有技術相比,本發明通過在鋼片的底部設置銅片,材質偏硬的鋼材與材質偏軟的銅材復合到一起并設置第一刻痕以及第二刻痕,既兼顧了防爆閥片的結構強度,同時保證了防爆閥片精度,提高了開閥靈敏度,既解決了純鋼材防爆閥片刻痕開閥靈敏度低的問題,又改善鋼殼動力電池防爆閥片開閥一致性,確保動力電池的安全性,規避一味減薄防爆閥片刻痕帶來的漏液風險。
技術特征:
1.一種動力電池的防爆閥片,其特征在于,包括鋼片以及疊設于所述鋼片內側的銅片,所述鋼片以及所述銅片復合為一體,所述防爆閥片上還開設有防爆刻痕,所述防爆刻痕包括第一刻痕以及第二刻痕,所述第一刻痕和所述第二刻痕的截面均呈槽狀,所述第一刻痕自所述鋼片的外表面向所述鋼片的內側延伸且不穿透所述鋼片,所述第二刻痕自所述第一刻痕的底部向所述銅片的內側延伸且不穿透所述銅片,所述第二刻痕的底部與所述銅片的內側面之間的距離為大于或等于0.03毫米且小于0.08毫米。
2.如權利要求1所述的動力電池的防爆閥片,其特征在于,所述第一刻痕以及所述第二刻痕均呈圓弧結構,所述圓弧結構的圓心角均為大于或等于325度且小于或等于350度。
3.如權利要求1所述的動力電池的防爆閥片,其特征在于,所述第一刻痕的底部與所述鋼片的內側面之間的距離為大于或等于0.05毫米且小于或等于0.15毫米,所述銅片的厚度為大于或等于0.08毫米且小于或等于0.2毫米。
4.如權利要求1所述的動力電池的防爆閥片,其特征在于,所述第一刻痕以及所述第二刻痕的截面均呈u形或v形。
5.一種動力電池的防爆閥片的制備方法,其特征在于,包括如下步驟:
6.如權利要求5所述的動力電池的防爆閥片的制備方法,其特征在于,所述第一刻痕以及所述第二刻痕均呈圓弧結構,所述圓弧結構的圓心角均為大于或等于325度且小于或等于350度。
7.如權利要求5所述的動力電池的防爆閥片的制備方法,其特征在于,所述第一刻痕通過第一沖壓工藝成型,所述第二刻痕通過第二沖壓工藝成型。
8.如權利要求6所述的動力電池的防爆閥片的制備方法,其特征在于,所述第一刻痕的底部與所述鋼片的內側面之間的距離為大于或等于0.05毫米且小于或等于0.15毫米。
9.如權利要求7所述的動力電池的防爆閥片的制備方法,其特征在于,所述提供銅片步驟中,所述銅片的厚度為大于或等于0.08毫米且小于或等于0.2毫米。
10.如權利要求9所述的動力電池的防爆閥片的制備方法,其特征在于,所述第一刻痕以及所述第二刻痕的截面均呈u形或v形。
技術總結
本發明公開一種動力電池的防爆閥片,包括鋼片以及疊設于鋼片內側的銅片,鋼片以及銅片復合為一體,防爆閥片上還開設有防爆刻痕,防爆刻痕包括第一刻痕以及第二刻痕,第一刻痕和第二刻痕的截面均呈槽狀,第一刻痕自鋼片的外表面向鋼片的內側延伸且不穿透鋼片,第二刻痕自第一刻痕的底部向銅片的內側延伸且不穿透銅片,第二刻痕的底部與銅片的內側面之間的距離為大于或等于0.03毫米且小于0.08毫米。本發明通過在鋼片的底部設置銅片,材質偏硬的鋼材與材質偏軟的銅材復合到一起并設置第一刻痕以及第二刻痕,既兼顧了防爆閥片的結構強度,同時保證了防爆閥片精度,提高了開閥靈敏度,確保動力電池的安全性,規避一味減薄防爆閥片刻痕帶來的漏液風險。
技術研發人員:鄧強,黃旸,趙悠曼
受保護的技術使用者:東莞市創明電池技術有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!