一種鋰電池鋁塑膜自動封裝裝置及封裝工藝的制作方法
本發明涉及鋰電池加工,尤其涉及一種鋰電池鋁塑膜自動封裝裝置及封裝工藝。
背景技術:
1、隨著新能源行業的迅猛發展,鋰電池在汽車領域的應用量急劇增長,鋰電池因其形狀靈活、安全性能好、能量密度高的特點,在電動汽車中扮演著越來越重要的角色,鋰電池的輕量化特性提高了電動汽車的整體能源效率,降低了汽車的整體重量,有助于提高操控性、增加續航里程和提高加速性能,鋰電池在加工時需要進行鋁塑膜的封裝,鋰離子電池內部存在動態的電化學反應,對水分、氧氣較為敏感,封裝的意義在于使用高阻隔性的軟包裝材料將電芯內部與外部完全隔絕,使內部處于真空、無氧、無水的環境,從而保護電芯的電化學性能,通過鋁塑膜封裝,鋰電池能夠在汽車上安全、高效地工作,同時延長其使用壽命和可靠性,為電動汽車提供穩定而持久的動力支持;
2、對鋰電池進行鋁塑膜封裝時,先根據電芯的尺寸需求,設計相應的模具,使鋁塑膜沖壓成型,形成凹坑,這一過程也稱為沖坑,然后將電芯裝入鋁塑膜凹坑后,對折鋁塑膜使得電芯的極耳裸露在外并進行熱封,在封裝過程中,上封頭和下封頭帶有一定溫度,合攏時壓在極耳所在部位的鋁塑膜上,使鋁塑膜的pp層熔化并黏結在一起,實現密封;
3、在電芯封裝鋁塑膜的過程中,需要人工將電芯裝入鋁塑膜凹坑中,然后對鋁塑膜進行對折和熱封,由于鋁塑膜具有一定的延展性,在對折過程中容易導致鋁塑膜的頂面褶皺,這種褶皺在熱封后會展開,導致鋁塑膜與電芯之間形成間隙,從而影響封裝的密封性和電芯的性能。
4、為解決上述問題,本技術中提出一種鋰電池鋁塑膜自動封裝裝置及封裝工藝。
技術實現思路
1、本發明提出了一種鋰電池鋁塑膜自動封裝裝置及封裝工藝,解決了相關技術中由于鋁塑膜具有一定的延展性,在對折過程中容易導致鋁塑膜的頂面褶皺,這種褶皺在熱封后會展開,導致鋁塑膜與電芯之間形成間隙的問題。
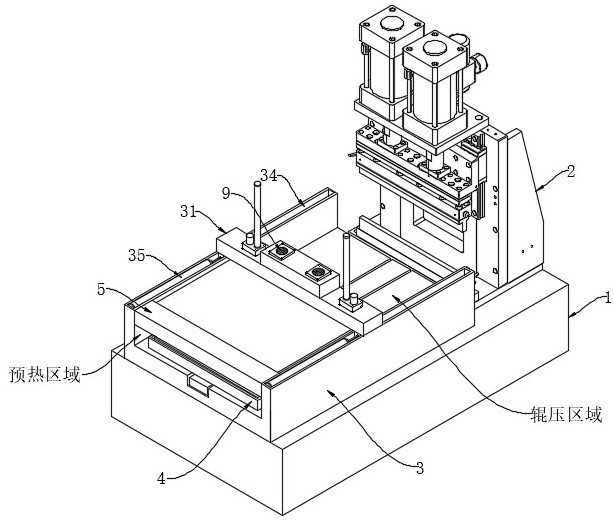
2、本發明提出的一種鋰電池鋁塑膜自動封裝裝置,包括底座、自動封裝組件與處理座;
3、所述自動封裝組件與處理座依次安裝在底座上,所述處理座內開設有凹槽,且凹槽內形成有依次布置的預熱區域與輥壓區域,所述凹槽內設置有對待封裝件限位并將其由預熱區域輸送至輥壓區域的限位驅動組件,位于輥壓區域的待封裝件由自動封裝組件封裝;
4、所述處理座上安裝有裝配塊以及驅動裝配塊向自動封裝組件移動的驅動件,所述裝配塊上安裝有位于其下方的輥壓組件以及驅動輥壓組件上下移動的電動推桿,所述輥壓組件上安裝有朝向預熱區域設置的第一熱風管,所述輥壓組件的底部安裝有第二熱風管,所述裝配塊上安裝有向第一熱風管與第二熱風管供熱風并切換熱風路徑的熱風組件;
5、所述處理座上設置有與裝配塊連接并位于預熱區域上方位置的遮擋組件,所述遮擋組件在預熱區域內與凹槽底部之間形成過風通道。
6、作為本發明的進一步優化方案,所述輥壓組件包括固定座、彈性復位件、輥壓條塊與壓輥,所述固定座與電動推桿的驅動端連接,所述固定座的底部兩側均通過彈性復位件安裝有輥壓條塊,所述輥壓條塊的底部開設有活動腔室,所述輥壓條塊的底部設置有置于活動腔室內的壓輥,所述壓輥的兩端分別與輥壓條塊的兩端內壁轉動連接。
7、作為本發明的進一步優化方案,所述彈性復位件包括復位桿、u型塊、第二轉軸與扭簧,所述輥壓組件的底部兩側均開設有開口槽,所述輥壓條塊上安裝有u型塊,所述復位桿的兩端分別位于開口槽以及u型塊內,且復位桿由固定座側向輥壓條塊側傾斜,所述復位桿的底端與u型塊轉動配合,所述復位桿的頂端兩側均安裝有第二轉軸,兩個所述第二轉軸遠離復位桿的一端分別與開口槽的兩側內壁轉動連接,兩個所述第二轉軸上均套設有扭簧,兩個所述扭簧的兩端分別與復位桿的兩側以及開口槽的兩側內壁連接。
8、作為本發明的進一步優化方案,所述熱風組件包括風箱、電熱棒、離子風機、導風管與導風切換件,所述第一熱風管安裝在輥壓組件的側面,所述第一熱風管上連接有若干個朝向預熱區域底部設置的第一風嘴,所述輥壓組件的底部開設有敞口槽,所述第二熱風管安裝在敞口槽內,所述第二熱風管的底部連接有若干個間隔布置的第二風嘴,所述風箱安裝在裝配塊的頂部,所述風箱內安裝有電熱棒,所述風箱的頂部安裝有與其內部連通的離子風機,所述風箱的底部連通有置于裝配塊下方的導風管,所述第一出風罩的兩側分別安裝有與其內部連通的第一出風罩,且第一出風罩在導風管上的位置高于第二出風罩,所述第一出風罩通過第一供風管與第一熱風管連通,所述第二出風罩通過第二供風管與第二熱風管連通,所述導風管內插裝有導風切換件。
9、作為本發明的進一步優化方案,所述導風切換件包括過風塊、連接架、密封塊與連接桿,所述導風管的底部為貫通結構,所述過風塊與密封塊均滑動設置在導風管內,且過風塊與密封塊之間通過連接架連接,所述過風塊內開設有貫通的過流通道,所述密封塊的底部安裝有與固定座連接的連接桿;
10、所述過風塊與密封塊具有第一位置狀態與第二位置狀態,所述過風塊與密封塊位于第一位置狀態時,連接桿位于第一出風罩上方位置,密封塊封堵第二出風罩;所述過風塊與密封塊位于第二位置狀態時,電動推桿驅動固定座向下移動,連接桿帶動密封塊與過風塊下移,過風塊封堵第一出風罩,密封塊位于第二出風罩下方。
11、作為本發明的進一步優化方案,所述遮擋組件包括收納箱、第一轉軸、輥柱與密封膜,所述處理座遠離自動封裝組件的一端安裝有位于預熱區域的收納箱,所述收納箱的兩側內壁均轉動連接有第一轉軸,兩個所述第一轉軸間固定連接有輥柱,所述密封膜相對于輥柱卷繞設置,所述收納箱的側面開設有條形口,所述密封膜的一端穿過條形口并與裝配塊連接,所述第一轉軸與密封膜間配合有卷簧。
12、作為本發明的進一步優化方案,所述限位驅動組件包括電動滑軌與限位座,所述凹槽的底部開設有安裝槽,所述電動滑軌安裝在安裝槽內,所述電動滑軌的驅動端安裝有限位座,所述限位座內開設有對待封裝件限位的限位槽,且限位槽貫通限位座靠近自動封裝組件的一側。
13、作為本發明的進一步優化方案,所述驅動件包括第二氣缸,所述處理座的頂部兩側均開設有滑槽,所述裝配塊的兩端均安裝有滑塊,兩個所述滑塊分別與兩個滑槽滑動配合,所述滑槽內安裝有第二氣缸,所述滑塊與第二氣缸連接并由第二氣缸驅動沿著滑槽滑動。
14、作為本發明的進一步優化方案,所述自動封裝組件包括裝配板、下封頭、裝配架、第一氣缸與上封頭,所述裝配板安裝在底座上并位于處理座的端部,所述裝配板上安裝有裝配架,所述裝配架上安裝有第一氣缸,所述第一氣缸的驅動端連接有上封頭,所述裝配板上安裝有位于上封頭下方的下封頭。
15、一種鋰電池鋁塑膜封裝工藝,采用上述的鋰電池鋁塑膜自動封裝裝置,包括以下步驟:
16、s1、沖壓成型:根據電芯的尺寸需求,設計相應的模具,使鋁塑膜沖壓成型,在鋁塑膜上形成凹坑;
17、s2、裝入電芯:然后將電芯裝入鋁塑膜凹坑后,對折鋁塑膜使得電芯的極耳裸露在外,然后將包裹電芯的鋁塑膜固定至限位驅動組件上,使其置于處理座上的預熱區域;
18、s3、預熱除塵處理:通過熱風組件將熱風導送至第一熱風管內,通過第一熱風管將熱風吹向預熱區域的鋁塑膜,以起到預熱除塵的作用,熱風攜帶鋁塑膜上的細小顆粒灰塵通過過風通道排出;
19、s4、輥壓處理:鋁塑膜預熱后,通過限位驅動組件將包裹鋁塑膜的電芯輸送至輥壓區域,電芯上極耳封裝部位置于自動封裝組件所在位置,然后通過電動推桿驅動輥壓組件下移與鋁塑膜表面抵壓,此時,熱風組件導送至第一熱風管內的熱風切換至第二熱風管內吹向鋁塑膜,然后通過驅動件驅動裝配塊向自動封裝組件移動,裝配塊在移動時,通過輥壓組件對鋁塑膜表面進行輥壓動作,并且第二熱風管的吹熱風與輥壓組件的輥壓配合,能夠實現邊輥邊吹;
20、s5、封裝處理:對電芯上的鋁塑膜輥壓后,即可通過自動封裝組件對鋁塑膜進行自動封裝。
21、本發明的上述技術方案具有如下有益的技術效果:
22、1.針對鋁塑膜具有一定的延展性,在對折過程中容易導致鋁塑膜的頂面褶皺的問題,本發明將包裹鋁塑膜的電芯固定在限位驅動組件上并置于預熱區域,借助第一熱風管將熱風組件提供的熱風直接吹向鋁塑膜,可對鋁塑膜進行預熱,并且通過預熱區域的遮擋組件可形成預熱空間,對吹出的熱風進行阻擋,防止熱風發散,使得熱風能夠直接作用于鋁塑膜,熱風預熱可以使鋁塑膜中的聚合物材料軟化,降低其剛性,增加延展性,并且預熱可以使鋁塑膜中的內應力得到一定程度的釋放,使材料處于一種較為松弛的狀態,這種松弛狀態有利于在輥壓過程中減少材料的局部應力集中,從而降低褶皺的產生概率,此外,通過對鋁塑膜吹熱風,可使鋁塑膜上附著的細小顆粒灰塵直接通過遮擋組件與凹槽底部之間形成的過風通道排出,起到除塵的作用,提高鋰電池加工的質量;
23、2.對鋁塑膜初步預熱后,通過限位驅動組件輸送至輥壓區域,通過輥壓組件對鋁塑膜表面進行輥壓,對鋁塑膜起到平整的作用,在輥壓過程中,不僅可以對鋁塑膜進行整形,使其表面更加平整,還可以排除材料內部的氣體,這有助于進一步減少褶皺的產生,并提高封裝的密封性,并且輥壓時,熱風組件將熱風切換至導向第二熱風管,通過第二熱風管對鋁塑膜表面吹熱風,實現邊輥邊吹的動作,使鋁塑膜在輥壓過程中始終處于動態的應力平衡狀態,熱風的持續加熱可緩解輥壓帶來的應力集中,減少因應力突變導致的褶皺和材料損傷,使鋁塑膜在均勻受熱和受壓下平滑過渡,提高封裝質量。
24、3.由于在鋰電池封裝過程中,需要通過自動封裝組件對電芯極耳部位的鋁塑膜進行壓合封裝,壓合區域的鋁塑膜會受到較大的張力,導致其繃緊,這種繃緊狀態容易在鋁塑膜表面產生褶皺,在壓合時,可通過輥壓組件對鋁塑膜壓合區域頂部進行抵壓,通過在上部施加抵壓力,可以使得壓合區域的壓力分布更加均勻,這樣可以有效減少由于局部壓力過大而導致的鋁塑膜過度拉伸和褶皺。
- 還沒有人留言評論。精彩留言會獲得點贊!