電池單體、電池、用電設備、電池制造設備及方法與流程
本技術涉及電池,具體涉及一種電池單體、電池、用電設備、電池制造設備及方法。
背景技術:
1、節能減排是汽車產業可持續發展的關鍵,電動車輛由于其節能環保的優勢成為汽車產業可持續發展的重要組成部分。對于電動車輛而言,電池技術又是關乎其發展的一項重要因素。
2、在電池技術中,電池單體的可靠性是一個不可忽視的問題。因此,如何提高電池單體的可靠性,是電池技術中一個亟需解決的技術問題。
技術實現思路
1、鑒于上述問題,本技術提供一種電池單體、電池、用電設備、電池制造設備及方法,用以對負極極片凸出于正極極片的部分進行支撐,進而提升電池單體的可靠性。
2、第一方面,本技術提供了一種電池單體,包括:
3、外殼;以及
4、電極組件,設置于所述外殼內,所述電極組件包括正極極片、負極極片以及第一固態電解質層,所述正極極片和所述負極極片沿第一方向層疊設置;
5、所述負極極片包括負極集流體以及第一負極活性物質層,所述負極集流體沿所述第一方向具有第一表面,所述第一表面包括涂覆區和空箔區,所述涂覆區設置有所述第一負極活性物質層,所述空箔區未設置所述第一負極活性物質層,所述空箔區設置于所述涂覆區的外周;所述正極極片位于所述第一負極活性物質層背向所述負極集流體的一側,第一固態電解質層設置于所述正極極片和所述第一負極活性物質層之間;沿所述第一方向,所述第一負極活性物質層在所述負極集流體上的投影面積大于所述正極極片在所述負極集流體上的投影面積;
6、其中,所述電極組件還包括支撐件,所述支撐件為絕緣材質,所述支撐件設置于所述空箔區,且所述支撐件位于所述第一負極活性物質層、所述第一固態電解質層及所述正極極片的外周。
7、本技術實施例的技術方案中,在負極集流體的空箔區設置支撐件,并使該支撐件能夠設于第一負極活性物質層、第一固態電解質層及正極極片的外周,從而可對負極極片凸出于正極極片的部分進行支撐,降低負極極片凸出于正極極片的部分在壓力作用下發生彎折或斷裂的可能性,進而提升電池單體的可靠性。此外,負極集流體的空箔區與支撐件之間可建立較為穩定的連接,可進一步提升電池單體的可靠性。
8、在一些實施例中,所述支撐件包括第一支撐部以及第二支撐部,所述第一支撐部連接于所述空箔區與所述第二支撐部之間,所述第一支撐部環設于所述第一負極活性物質層及所述第一固態電解質層的外周,所述第二支撐部環設于所述正極極片的外周。
9、支撐件由第一支撐部及第二支撐部構成。其中,第一支撐部可沿電極組件的周向對第一負極活性物質層及第一固態電解質層進行包裹,同時可為第一負極活性物質層及第一固態電解質層提供較為穩定的容置空間。第二支撐部可沿電極組件的周向對正極極片進行包裹,同時可為正極極片提供較為穩定的容置空間。
10、在一些實施例中,沿所述第一方向,所述第一支撐部的厚度與所述第一負極活性物質層和所述第一固態電解質層的厚度之和一致,所述第二支撐部的厚度與所述正極極片的厚度一致。
11、通過使第一支撐部的厚度與第一負極活性物質層和第一固態電解質層的厚度之和一致,且第二支撐部的厚度與正極極片的厚度一致。可避免第一支撐部與正極極片間的剮蹭,同時可避免第二支撐部與第一固態電解質層間的剮蹭。
12、在一些實施例中,所述第一支撐部的外緣及所述第二支撐部的外緣均與所述負極集流體的外緣平齊。
13、通過使第一支撐部的外緣及第二支撐部的外緣均與負極集流體的外緣平齊,以構成較為平整的電極組件的外壁。
14、在一些實施例中,沿第二方向,所述第一支撐部的寬度小于所述第二支撐部的寬度;沿第三方向,所述第一支撐部的寬度小于所述第二支撐部的寬度;所述第一方向、所述第二方向和所述第三方向兩兩垂直。
15、通過使第一支撐部沿第二方向及第三方向的寬度均小于所述第二支撐部的寬度,可使第一負極活性物質層沿第二方向及第三方向的寬度均大于所述第二支撐部的寬度,進而使第一負極活性物質層在負極集流體上的投影面積能夠大于正極極片在負極集流體上的投影面積,減少電池充電時析鋰現象的發生。
16、在一些實施例中,所述負極集流體沿所述第一方向還具有與所述第一表面相對的第二表面;
17、所述負極極片還包括第二負極活性物質層,所述第二負極活性物質層設置于所述第二表面,所述第二負極活性物質層的外緣與所述負極集流體的外緣平齊。
18、此時,負極集流體沿第一方向的兩側表面均將設置有負極活性物質層,通過使第二負極活性物質層的外緣與負極集流體的外緣平齊,可使第二負極活性物質層的面積與負極集流體的面積一致,降低因面積不一致使負極集流體與第二負極活性物質層間形成凸出邊緣的可能性。
19、在一些實施例中,所述電極組件還包括第二固態電解質層,所述第二固態電解質層設置于所述第二負極活性物質層背向所述負極集流體的一側,所述第二固態電解質層的外緣與所述第二負極活性物質層的外緣平齊。
20、通過在第二負極活性物質層背向負極集流體的一側設置第二固態電解質層,可在電極組件堆疊時,降低相鄰兩個電極組件間發生短路的可能性。此外,由于第二固態電解質層的外緣與第二負極活性物質層的外緣平齊,可使第二固態電解質層的面積與第二負極活性物質層的面積一致,降低因面積不一致使第二固態電解質層與第二負極活性物質層間形成凸出邊緣的可能性。
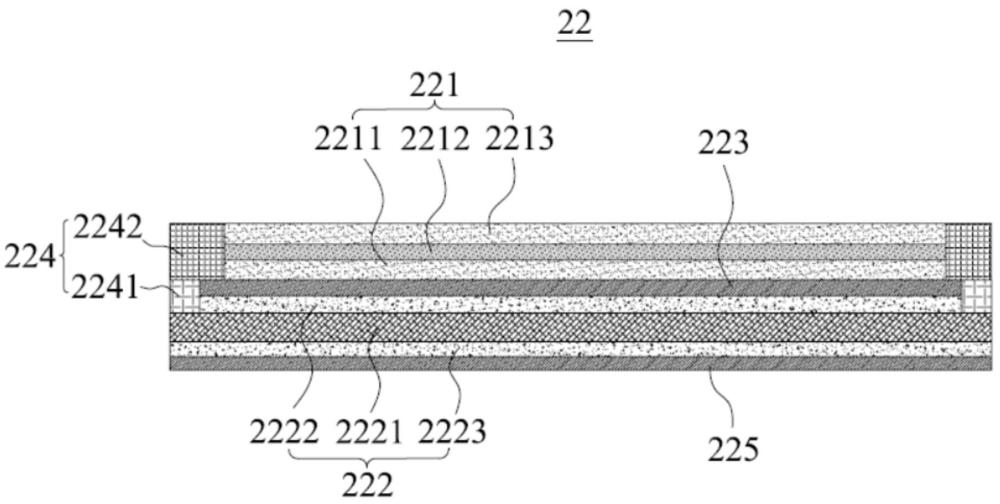
21、在一些實施例中,所述正極極片包括沿所述第一方向層疊設置的第一正極活性物質層、正極集流體以及第二正極活性物質層,所述第一正極活性物質層與所述第二正極活性物質層沿所述第一方向分別涂覆于所述正極集流體的相對兩側;
22、沿所述第一方向,所述第一負極活性物質層在所述負極集流體上的投影面積大于所述正極集流體在所述負極集流體上的投影面積;
23、所述第一正極活性物質層的外緣及所述第二正極活性物質層的外緣均與所述正極集流體的外緣平齊。
24、此時,正極極片由正極集流體以及沿第一方向設置于正極集流體的兩側表面的正極活性物質層構成,通過使第一負極活性物質層在負極集流體上的投影面積大于正極集流體在負極集流體上的投影面積,并使第一正極活性物質層的外緣及第二正極活性物質層的外緣均與正極集流體的外緣平齊,以使第一負極活性物質層在負極集流體上的投影面積能夠大于正極極片在負極集流體上的投影面積,減少電池充電時析鋰現象的發生。
25、在一些實施例中,所述支撐件為uv絕緣膠。
26、支撐件選用uv絕緣膠制成,以實現支撐件的絕緣及支撐作用。
27、第二方面,本技術提供了一種電池,其包括上述實施例中的電池單體。
28、根據本技術提供的電池,因包括第一方面實施方式中任一項所述的電池單體,因此具有上述任一實施方式所述的技術效果,在此不再贅述。
29、第三方面,本技術提供了一種用電設備,其包括上述實施例中的電池。
30、根據本技術提供的用電設備,因包括第一方面實施方式中任一項所述的電池,因此具有上述任一實施方式所述的技術效果,在此不再贅述。
31、第四方面,本技術提供了一種電池制造設備,其適用于制造上述實施例中電池單體的電極組件,所述電池制造設備包括供料裝置、清洗裝置、填充裝置以及裁切裝置,所述供料裝置用于提供基材,所述基材包括負極集流體層、涂覆于所述負極集流體層的第一表面的第一負極活性物質層、以及涂覆于所述第一負極活性物質層的第一固態電解質層;
32、所述清洗裝置用于對所述基材進行清洗,以去除部分所述第一固態電解質層及部分所述第一負極活性物質層,在所述負極集流體層上形成設置有第一負極活性物質層的多個涂覆區、以及未設置所述第一負極活性物質層的空箔區,多個所述涂覆區沿所述基材的長度方向相互間隔設置,每一所述涂覆區的外周均環繞設置有一個所述空箔區;
33、所述填充裝置用于向各所述空箔區填充支撐材料,以形成支撐件;
34、所述裁切裝置用于在所述支撐件形成后對相鄰兩個所述涂覆區之間的位置進行裁切,以形成設有所述支撐件的所述負極極片。
35、本技術實施例的技術方案中,在制造電極組件時,先通過清洗裝置對基材進行清洗,使負極集流體層的空箔區露出,再通過填充裝置對空箔區填充支撐材料以形成支撐件。待支撐件形成后,通過裁切裝置對相鄰兩個涂覆區之間的位置進行裁切,以形成設有支撐件的負極極片。負極極片與支撐件間將圍成適于堆疊正極極片的層疊空間。該電池制造設備制造的電極組件可在空箔區與支撐件之間可建立較為穩定的連接,還可對負極極片凸出于正極極片的部分進行支撐,降低負極極片凸出于正極極片的部分在壓力作用下發生彎折或斷裂的可能性,進而可提升電池單體的可靠性。
36、在一些實施例中,所述支撐件包括第一支撐部以及第二支撐部;
37、所述填充裝置包括第一填充機構以及第二填充機構;
38、所述第一填充機構用于向各所述空箔區填充厚度與所述第一負極活性物質層和所述第一固態電解質層的厚度之和一致的支撐材料,以形成所述第一支撐部;
39、所述第二填充機構用于向所述第一支撐部背向所述負極集流體層的一側填充厚度與所述正極極片的厚度一致的支撐材料,以形成所述第二支撐部。
40、由此,當支撐件由第一支撐部及第二支撐部構成時,可通過第一填充機構及第二填充機構分別對兩支撐部進行分步加工。
41、第五方面,本技術提供了一種電池制造方法,其適用于制造上述實施例中電池單體的電極組件,所述電池制造方法包括:
42、提供基材;其中,所述基材至少包括負極集流體層、涂覆于所述負極集流體層的第一表面的第一負極活性物質層、以及涂覆于所述第一負極活性物質層的第一固態電解質層;
43、對所述基材進行清洗,以去除部分所述第一固態電解質層及部分所述第一負極活性物質層,在所述負極集流體層上形成設置有第一負極活性物質層的多個涂覆區、以及未設置所述第一負極活性物質層的空箔區,多個所述涂覆區沿所述基材的長度方向相互間隔設置,每一所述涂覆區的外周均環繞設置有一個所述空箔區;
44、向各所述空箔區填充支撐材料,以形成支撐件;
45、待所述支撐件形成后對相鄰兩個所述涂覆區之間的位置進行裁切,以形成設有所述支撐件的所述負極極片;
46、將正極極片疊設至由所述支撐件與所述負極極片圍成的層疊空間內,形成電極組件。
47、本技術實施例的技術方案中,在制造電極組件時,先對基材進行清洗,使負極集流體層的空箔區露出,再對空箔區填充支撐材料以形成支撐件。待支撐件形成后,通過對相鄰兩個涂覆區之間的位置進行裁切,以形成設有支撐件的負極極片。負極極片與支撐件間將圍成適于堆疊正極極片的層疊空間,以供正極極片與負極極片進行堆疊形成電極組件。該電池制造方法制造的電極組件可在空箔區與支撐件之間可建立較為穩定的連接,還可對負極極片凸出于正極極片的部分進行支撐,降低負極極片凸出于正極極片的部分在壓力作用下發生彎折或斷裂的可能性,進而可提升電池單體的可靠性。
48、在一些實施例中,所述支撐件包括第一支撐部以及第二支撐部;
49、所述向各所述空箔區填充支撐材料,以形成支撐件的步驟,包括:
50、向各所述空箔區填充厚度與所述第一負極活性物質層和所述第一固態電解質層的厚度之和一致的支撐材料,以形成所述第一支撐部;
51、向所述第一支撐部背向所述負極集流體層的一側填充厚度與所述正極極片的厚度一致的支撐材料,以形成所述第二支撐部。
52、由此,當支撐件由第一支撐部及第二支撐部構成時,可對兩支撐部進行分步加工。
53、上述說明僅是本技術技術方案的概述,為了能夠更清楚了解本技術的技術手段,而可依照說明書的內容予以實施,并且為了讓本技術的其它目的、特征和優點能夠更明顯易懂,以下特舉本技術的具體實施方式。
- 還沒有人留言評論。精彩留言會獲得點贊!