一種電連接器選擇性波峰焊接防連錫方法與流程
本發明涉及pcb線路板電子裝聯,具體涉及一種電連接器選擇性波峰焊接防連錫方法。
背景技術:
1、在pcb插裝元器件裝聯過程中,波峰焊接技術具有生產效率高、產量大、自動化程度高等優點。傳統波峰焊pcb板上所有的通孔器件均采用同一個焊接程序,所有焊點在同一參數下完成焊接,無法針對器件進行優化,且整塊印制板在液態焊料池中經過,容易由熱沖擊過大導致印制板變形,難以滿足高品質線路板的焊接要求。選擇性波峰焊可以針對不同的pcb及其焊點分布、焊點特點,按照指定的路徑、方法及特定的工藝參數對電路板上的每一個元器件的引腳進行焊接,且其焊接熱輸入小,因而得到了廣泛的應用。
2、隨著電子產品不斷向著小型化、集成化發展,pcb組件元器件的組裝密度越來越大,同時為了pcb高集成、小型化,大量選用了新型的微矩形細間距電連接器,導致通孔器件的焊點、引腳間距越來越小,該類電連接器特點為間距密、引線多,大量連接器的引腳間距僅1.27mm。在選擇性波峰焊過程中,為提高焊接效率,該類電連接器多選用拖焊的方式,在連接器焊接結束收錫過程中,常發生焊料難以從器件末端引腳上脫離導致引腳連錫短路,影響焊接質量。
技術實現思路
1、有鑒于此,本發明提供了一種電連接器選擇性波峰焊接防連錫方法,能夠實現密間距電連接器選擇性波峰焊防連錫。
2、為實現上述目的,本發明技術方案如下:
3、一種電連接器選擇性波峰焊接防連錫方法,在電連接器引腳末端對應焊盤特定距離和位置安裝特定規格收錫零件,為多余焊錫提供釋放路徑;其中,若電連接器插裝在pcb板上,收錫零件固定在pcb板上;選擇性波峰焊從噴嘴以波峰形式噴出液態焊料,焊料與器件引腳和通孔接觸經冷卻后形成焊點;收錫零件吸附焊后收錫過程中多余的焊料。
4、其中,在選擇波峰焊過程中,噴嘴與引腳固定垂直距離,波峰隨著噴嘴的移動與電連接器引腳接觸,波峰內的焊料與引腳和通孔接觸后通過毛細作用填充通孔,使器件引腳和通孔通過焊料形成穩固的連接。
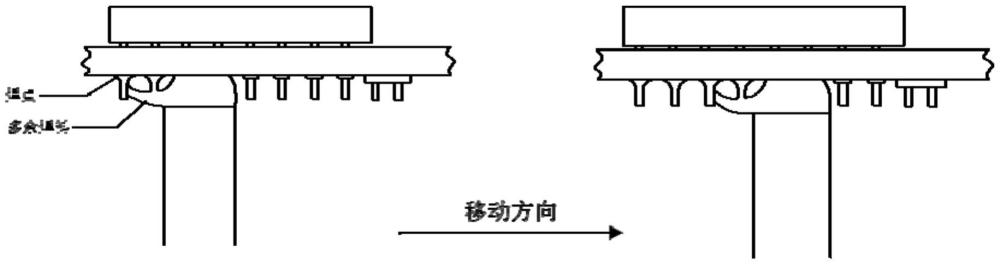
5、其中,波峰隨著噴嘴的移動從電連接器首端的引腳向末端移動,焊料隨著波峰與引腳和通孔當波峰移動至下一處引腳,原引腳根部形成焊點,多余焊料隨著波峰移動從原引腳脫離。
6、其中,當波峰移動至器件末端引腳后仍保持移動狀態直至安裝收錫零件處;收錫零件吸附器件末端引腳上多余的焊料;波峰在收錫零件位置停留一定時間后撤離,確保收錫完全,器件焊接完成。
7、其中,針對印制板上焊點間距1.27mm及以下的電連接器器件;所述方法具體實現步驟如下:
8、根據電連接器尺寸設計匹配的收錫零件尺寸,在電連接器末端引腳安裝收錫零件;
9、設置選擇波峰焊設備參數,根據pcb特點、電連接器引線長度制定錫鍋溫度、壓錫高度;編制選擇波峰焊程序,確定噴嘴移動路徑,確保有收錫零件一側的引腳為波峰最后經過的位置;
10、對非焊接位置進行防護,防護后進行選擇波峰焊焊接操作;
11、焊接完畢后拆除pcb防護與收錫零件;
12、對pcb進行清洗,對收錫零件進行清理及分類存放。
13、有益效果:
14、1.本發明方法通過在pcb電連接器焊盤處外加收錫零件實現密間距電連接器選擇性波峰焊防連錫。具體是在電連接器引腳末端對應焊盤特定距離和位置安裝特定規格收錫零件,為多余焊錫提供釋放路徑。電連接器插裝在pcb板上,收錫零件固定在pcb板上。選擇性波峰焊從噴嘴以波峰形式噴出液態焊料,焊料與器件引腳和通孔接觸經冷卻后形成焊點。收錫零件可以吸附焊后收錫過程中多余的焊料。
15、2.本發明方法中,在選擇波峰焊過程中,噴嘴與引腳固定垂直距離,波峰隨著噴嘴的移動與電連接器引腳接觸,波峰內的焊料與引腳和通孔接觸后通過毛細作用填充通孔,使器件引腳和通孔通過焊料形成穩固的連接。
16、3.本發明方法中,波峰隨著噴嘴的移動從電連接器首端的引腳向末端移動,焊料隨著波峰與引腳和通孔當波峰移動至下一處引腳,原引腳根部形成焊點,多余焊料隨著波峰移動從原引腳脫離。
17、4.本發明方法中,當波峰移動至器件末端引腳后仍保持移動狀態直至安裝收錫零件處。收錫零件吸附器件末端引腳上多余的焊料,從而起到防止連錫的作用。波峰在收錫零件位置停留一定時間后撤離,確保收錫完全,器件焊接完成。
技術特征:
1.一種電連接器選擇性波峰焊接防連錫方法,其特征在于,在電連接器引腳末端對應焊盤特定距離和位置安裝特定規格收錫零件,為多余焊錫提供釋放路徑;其中,若電連接器插裝在pcb板上,收錫零件固定在pcb板上;選擇性波峰焊從噴嘴以波峰形式噴出液態焊料,焊料與器件引腳和通孔接觸經冷卻后形成焊點;收錫零件吸附焊后收錫過程中多余的焊料。
2.如權利要求1所述的方法,其特征在于,在選擇波峰焊過程中,噴嘴與引腳固定垂直距離,波峰隨著噴嘴的移動與電連接器引腳接觸,波峰內的焊料與引腳和通孔接觸后通過毛細作用填充通孔,使器件引腳和通孔通過焊料形成穩固的連接。
3.如權利要求2所述的方法,其特征在于,波峰隨著噴嘴的移動從電連接器首端的引腳向末端移動,焊料隨著波峰與引腳和通孔當波峰移動至下一處引腳,原引腳根部形成焊點,多余焊料隨著波峰移動從原引腳脫離。
4.如權利要求1或2所述的方法,其特征在于,當波峰移動至器件末端引腳后仍保持移動狀態直至安裝收錫零件處;收錫零件吸附器件末端引腳上多余的焊料;波峰在收錫零件位置停留一定時間后撤離,確保收錫完全,器件焊接完成。
5.如權利要求4所述的方法,其特征在于,針對印制板上焊點間距1.27mm及以下的電連接器器件;所述方法具體實現步驟如下:
技術總結
本發明涉及PCB線路板電子裝聯技術領域,具體涉及一種電連接器選擇性波峰焊接防連錫方法,能夠實現密間距電連接器選擇性波峰焊防連錫。本發明通過在PCB電連接器焊盤處外加收錫零件實現密間距電連接器選擇性波峰焊防連錫。具體是在電連接器引腳末端對應焊盤特定距離和位置安裝特定規格收錫零件,為多余焊錫提供釋放路徑。電連接器插裝在PCB板上,收錫零件固定在PCB板上。選擇性波峰焊從噴嘴以波峰形式噴出液態焊料,焊料與器件引腳和通孔接觸經冷卻后形成焊點。收錫零件可以吸附焊后收錫過程中多余的焊料。
技術研發人員:金曉,馬磊,趙德剛,于輝,劉偉杰,呂情梅,閆翔林,李娜,龐麗娜,溫建芳,孟玲玉,高新靈
受保護的技術使用者:山東航天電子技術研究所
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!