一種球囊連續成型設備及成型方法與流程
本發明涉及醫療設備生產組裝,特別涉及一種球囊連續成型設備及成型方法。
背景技術:
1、球囊導管是人體介入治療的主要器械之一,其不僅可以用于血管的擴張、塑形,而且可以用于支架置入后的精確定型,同時,還能夠作為支架的輸送平臺,基于球囊導管的多重作用,其在介入治療中的需求量較大,球囊作為球囊導管中的重要部件,因而也具有較大的市場需求量。
2、目前球囊成型主要采用分步成型的方法,先將球囊料管在料管預拉伸機上拉出料泡,然后再將帶有料泡的球囊料管放入球囊成型機中,且每次只能進行單個球囊吹制,整個過程都需要在人工的干預下進行,不僅效率低,人力成本高,合格率也不高。
3、公開號為“cn105599284a”的專利公開了“一種可使球囊成型過程連續自動運行的設備及方法”,該裝置雖然能夠使球囊成型過程可以連續自動的進行,提高了球囊成型的效率。但是其在成型過程中對所有料管進行通氣加壓,會造成后續料管逐漸變形,影響球囊成型質量。
4、公開號為“cn109466045a”的專利公開了“全自動球囊成型機”,該裝置雖然能夠使球囊成型過程的自動化。但是沒有料管預拉伸步驟,僅能成型無需預拉伸的小規格球囊;且沒有球囊料管檢測工序,球囊合格率較低。
技術實現思路
1、本發明的目的在于提供一種球囊連續成型設備及成型方法,實現了球囊的自動化生產,同時保證了球囊的質量和良品率。
2、為實現上述目的,本發明采用以下技術方案:
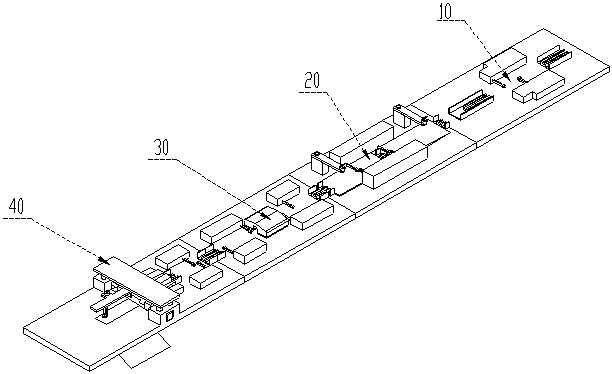
3、一種球囊連續成型設備,球囊由料管制成,成型設備包括沿料管的前進方向依次布置的:
4、校直料管并驅動其前移的取直模塊;
5、檢測校直后的料管并驅動其前移的料管檢測模塊;
6、拉伸料管并驅動其前移的預拉伸模塊;
7、在拉伸后的料管上吹出球囊并進行裁切的球囊成型及收集模塊。
8、優選地,所述取直模塊包括用于夾住料管的第一非閉合夾爪,所述第一非閉合夾爪可活動的設置在第一夾爪導軌上。
9、優選地,所述取直模塊還包括位于第一夾爪導軌兩側的第一料管導軌和第二料管導軌。
10、優選地,所述取直模塊還包括用于夾住料管的第二非閉合夾爪,所述第二非閉合夾爪可活動的設置在第二夾爪導軌上
11、優選地,所述料管檢測模塊包括用于拍攝料管的第一攝像頭;
12、所述料管檢測模塊還包括用于夾住料管的第三非閉合夾爪,所述第三非閉合夾爪可活動的設置在第三夾爪導軌上。
13、優選地,所述預拉伸模塊包括對料管進行加熱的加熱倉,所述加熱倉的兩側設置有用于拉伸料管的第五非閉合夾爪和第六非閉合夾爪,所述第五非閉合夾爪可活動的設置在第五夾爪導軌上,所述第六非閉合夾爪可活動的設置在第六夾爪導軌上;
14、所述加熱倉的兩側還設置有用于夾住料管的第七非閉合夾爪,所述第七非閉合夾爪可活動的設置在第七夾爪導軌上。
15、優選地,所述球囊成型及收集模塊包括可以夾緊料管的第一閉合夾爪和第二閉合夾爪,所述第一閉合夾爪可活動的設置在第九夾爪導軌上,所述第二閉合夾爪可活動的設置在第十夾爪導軌上。
16、優選地,所述球囊成型及收集模塊還包括位于第九夾爪導軌、第十夾爪導軌兩側的第八料管導軌和第九料管導軌。
17、優選地,所述球囊成型及收集模塊還包括可以夾緊料管的球囊模具,所述球囊模具包括左模具和右模具,所述左模具、右模具的接觸面上均開設有與所成型球囊外形匹配的成型孔。
18、優選地,所述球囊成型及收集模塊還包括向料管內吹氣的吹氣管以及可以夾緊料管的第三閉合夾爪,所述吹氣管和第三閉合夾爪固定連接,二者可活動的設置在能進行上下移動的吹氣夾爪導軌上;
19、所述球囊成型及收集模塊還包括用于切斷料管的裁刀。
20、優選地,本發明還公開了一種球囊連續成型方法,使用前述的成型設備,成型方法如下:
21、s1、校直,料管沿取直模塊前移,前移過程中被校直并進入料管檢測模塊;
22、s2、檢測,料管檢測模塊對校直后的料管進行檢測;
23、如發現缺陷,則在缺陷部位越過裁刀的位置后,由裁刀將其切斷;
24、如未發現缺陷,則向下進行s3;
25、s3、預拉伸,經過檢測的無缺陷料管進入預拉伸模塊,對料管進行預拉伸;
26、s4、成型準備,料管進入球囊成型及收集模塊后,第二閉合夾爪夾住料管前移至成型工位,之后同步進行以下動作:
27、球囊模具夾緊料管,使料管的待成型部分位于成型孔內;
28、吹氣管和第三閉合夾爪下移至指定位置,之后第三閉合夾爪夾緊料管;
29、第一閉合夾爪夾緊料管;
30、s5、成型,吹氣管向料管內通入高壓氣體,同時球囊模具升溫,升溫至設定水平后,第三閉合夾爪和第一閉合夾爪分別向兩側拉伸料管;
31、s6、復位,吹氣管停止通氣,同時球囊模具降溫,降溫完成后球囊模具分開,第三閉合夾爪松開料管并復位,第一閉合夾爪松開料管并復位,料管繼續前移至裁切位;
32、s7、裁切,裁刀下移將料管上的球囊切下,之后裁刀復位。
33、本發明所具有的有益效果為:
34、1、實現了球囊的連續、自動化生產,極大節約了人力成本和時間成本,同時保證了球囊的質量和良品率。
35、2、取直模塊上設置有料管導軌,料管從中穿過時被其自然校直,提高了生產效率,同時保證了校直效果。
36、3、在球囊成型之前即對作為原料的料管進行檢測,避免將缺陷料管成型導致產品質量較差,有效提高球囊的成品合格率。
37、4、驅動料管移動的夾爪均為非閉合性夾爪,球囊成型工序中使用閉合夾爪,避免高壓氣體通入整根管材導致管材出現變形。
38、5、在球囊成型前先進行預拉伸,通過預拉伸控制最終成型為球囊的料管段的長度,成型為球囊的料管段越長,則最終成型的球囊越厚,反之則越薄,可根據不同的球囊厚度需求,在預拉伸工序中設定不同的料管段(成型為球囊)長度。
39、6、通過預拉伸模塊的設置,使得本裝置可以成型直徑在5.0mm以上的大球囊;而所需成型的球囊直徑較小時,可以使預拉伸模塊停機,不影響球囊的正常成型。以此提高了設備的適配性,使其更適應多種加工場景。
40、7、通過吹氣管進行球囊的自動化成型,之后還能通過裁刀將成型的球囊切除,成型的球囊沿導流板收集,使得工作臺整潔不雜亂。
技術特征:
1.一種球囊連續成型設備,球囊(52)由料管(50)制成,其特征在于,成型設備包括沿料管(50)的前進方向依次布置的:
2.根據權利要求1所述的一種球囊連續成型設備,其特征在于,所述取直模塊(10)包括用于夾住料管(50)的第一非閉合夾爪(1041),所述第一非閉合夾爪(1041)可活動的設置在第一夾爪導軌(1031)上。
3.根據權利要求2所述的一種球囊連續成型設備,其特征在于,所述取直模塊(10)還包括位于第一夾爪導軌(1031)兩側的第一料管導軌(1021)和第二料管導軌(1022)。
4.根據權利要求2所述的一種球囊連續成型設備,其特征在于,所述取直模塊(10)還包括用于夾住料管(50)的第二非閉合夾爪(1042),所述第二非閉合夾爪(1042)可活動的設置在第二夾爪導軌(1032)上。
5.根據權利要求1所述的一種球囊連續成型設備,其特征在于,所述料管檢測模塊(20)包括用于拍攝料管(50)的第一攝像頭(2041);
6.根據權利要求1所述的一種球囊連續成型設備,其特征在于,所述預拉伸模塊(30)包括對料管(50)進行加熱的加熱倉(3041),所述加熱倉(3041)的兩側設置有用于拉伸料管(50)的第五非閉合夾爪(3052)和第六非閉合夾爪(3053),所述第五非閉合夾爪(3052)可活動的設置在第五夾爪導軌(3032)上,所述第六非閉合夾爪(3053)可活動的設置在第六夾爪導軌(3033)上;
7.根據權利要求1所述的一種球囊連續成型設備,其特征在于,所述球囊成型及收集模塊(40)包括可以夾緊料管(50)的第一閉合夾爪(4031)和第二閉合夾爪(4032),所述第一閉合夾爪(4031)可活動的設置在第九夾爪導軌(4041)上,所述第二閉合夾爪(4032)可活動的設置在第十夾爪導軌(4042)上。
8.根據權利要求7所述的一種球囊連續成型設備,其特征在于,所述球囊成型及收集模塊(40)還包括位于第九夾爪導軌(4041)、第十夾爪導軌(4042)兩側的第八料管導軌(4021)和第九料管導軌(4022)。
9.根據權利要求8所述的一種球囊連續成型設備,其特征在于,所述球囊成型及收集模塊(40)還包括可以夾緊料管(50)的球囊模具,所述球囊模具包括左模具(4051)和右模具(4061),所述左模具(4051)、右模具(4061)的接觸面上均開設有與所成型球囊(52)外形匹配的成型孔(40512)。
10.根據權利要求9所述的一種球囊連續成型設備,其特征在于,所述球囊成型及收集模塊(40)還包括向料管(50)內吹氣的吹氣管(4101)以及可以夾緊料管(50)的第三閉合夾爪(41011),所述吹氣管(4101)和第三閉合夾爪(41011)固定連接,二者可活動的設置在能進行上下移動的吹氣夾爪導軌(4091)上;
11.一種球囊連續成型方法,其特征在于,使用權利要求10所述的成型設備,成型方法如下:
技術總結
本發明公開了一種球囊連續成型設備及成型方法,球囊由料管制成,成型設備包括沿料管的前進方向依次布置的:校直料管并驅動其前移的取直模塊;檢測校直后的料管并驅動其前移的料管檢測模塊;拉伸料管并驅動其前移的預拉伸模塊;在拉伸后的料管上吹出球囊并進行裁切的球囊成型及收集模塊;本發明所具有的有益效果為:實現了球囊的連續、自動化生產,極大節約了人力成本和時間成本,同時保證了球囊的質量和良品率。
技術研發人員:侯成龍,馮仲達,程玲玲,侯景杰,張震,莫盼盼,郭楠,牛富超
受保護的技術使用者:河南駝人醫療器械研究院有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!