大幅面木竹板材高精度裁邊裝置及使用方法
本發(fā)明涉及木材加工,涉及一種大幅面木竹板材高精度裁邊裝置與方法。
背景技術(shù):
1、傳統(tǒng)的大幅面木竹板材裁邊過(guò)程中,需要人工將大幅面木竹板材抬到物料臺(tái)上,并通過(guò)滾輪與彈簧按壓等方式,將大幅面木竹板材送至裁邊裝置中。在裁邊過(guò)程中,由于大幅面木竹板材因受力不均易產(chǎn)生抖動(dòng)與跑偏,會(huì)導(dǎo)致整個(gè)大幅面木竹板材加工的側(cè)面不平整,加工精度低,拼接離縫大,極大地影響到板材的后續(xù)應(yīng)用。此外,通過(guò)人工搬運(yùn)大幅面木竹板材,勞動(dòng)強(qiáng)度大、效率低,且存在極大的安全隱患。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的是克服現(xiàn)有技術(shù)的不足,提供一種大幅面木竹板材高精度裁邊裝置與方法,提高大幅面木竹板材裁邊的精度與效率,降低生產(chǎn)成本,提高板材加工的質(zhì)量與自動(dòng)化程度。
2、為實(shí)現(xiàn)上述目的,本發(fā)明提供如下技術(shù)方案:
3、大幅面木竹板材高精度裁邊方法,包括以下步驟:
4、[1]板材堆垛:將大幅面木竹板材進(jìn)行堆垛,安放在物料堆垛區(qū)域;
5、[2]板材上料:控制物料吸盤將物料堆垛區(qū)域的大幅面木竹板材吸起,并且放置至傳送帶上;
6、[3]板材定位:通過(guò)傳送帶側(cè)邊的橫向傳動(dòng)輥上升支撐大幅面木竹板材,然后通過(guò)傳送帶一側(cè)的定位件將大幅面木竹板材推至另一側(cè)的定位件靠齊,再將橫向傳動(dòng)輥與另一側(cè)的定位件下降到大幅面木竹板材之下,大幅面木竹板材落至傳送帶上;
7、[4]板材固定及運(yùn)輸:通過(guò)傳送帶上方的壓緊滾動(dòng)輪下降抵觸大幅面木竹板材,壓緊滾動(dòng)輪配合運(yùn)行的傳送帶對(duì)大幅面木竹板材進(jìn)行向前的運(yùn)輸;
8、[5]板材裁邊:在傳送帶的兩側(cè)前后位置間隔布置兩對(duì)圓鋸片,前一對(duì)圓鋸片的間距大于后一對(duì)圓鋸片的間距,大幅面木竹板材運(yùn)輸經(jīng)過(guò)兩對(duì)圓鋸片時(shí),先鋸切的圓鋸片鋸切板材外緣定寬修邊,后鋸切的圓鋸片進(jìn)一步將板材精準(zhǔn)裁邊。
9、作為一種改進(jìn),還包括有步驟[6]板材后期處理:裁邊后的大幅面木竹板材通過(guò)刨床和砂光機(jī)對(duì)其進(jìn)一步加工,加工后的大幅面木竹板材進(jìn)行堆垛和養(yǎng)生處理。
10、作為一種改進(jìn),步驟[1]板材堆垛中,大幅面木竹板材的寬度為0.3m-1.5m,長(zhǎng)度為1.5m-20m。
11、作為一種改進(jìn),步驟[5]板材裁邊中,根據(jù)大幅面木竹板材的寬度進(jìn)行兩對(duì)圓鋸片的間距調(diào)整,同一側(cè)的圓鋸片錯(cuò)位10?mm安裝。
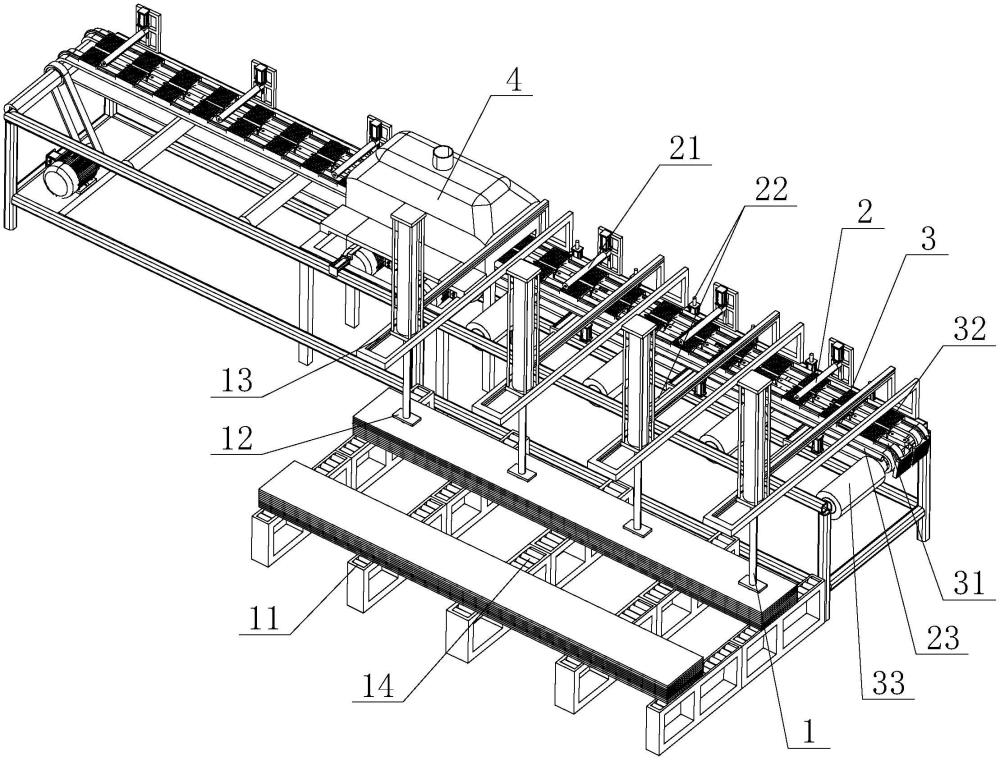
12、大幅面木竹板材高精度裁邊裝置,包括上料機(jī)構(gòu)、定位機(jī)構(gòu)、輸送機(jī)構(gòu)和裁邊機(jī)構(gòu),所述上料機(jī)構(gòu)包括放置臺(tái)、物料吸盤和軌道,所述定位機(jī)構(gòu)包括壓緊滾動(dòng)輪、橫向傳動(dòng)輥和兩組定位件,所述輸送機(jī)構(gòu)包括傳送帶,所述放置臺(tái)作為物料堆垛區(qū)域,所述放置臺(tái)上沿著輸送方向設(shè)置有輸送輥供大幅面木竹板材滑移,所述軌道架設(shè)于放置臺(tái)和傳送帶的上方,所述物料吸盤可滑移的設(shè)置于軌道上進(jìn)行放置臺(tái)和傳送帶之間的位置移動(dòng),所述物料吸盤通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,進(jìn)而吸取放置臺(tái)處的大幅面木竹板材,在移動(dòng)至傳送帶后進(jìn)行放置;兩組定位件分別設(shè)置于傳送帶的兩側(cè),一側(cè)的定位件通過(guò)驅(qū)動(dòng)件控制進(jìn)行向另一側(cè)定位件的靠近和遠(yuǎn)離,進(jìn)而在一側(cè)的定位件靠近另一側(cè)定位件時(shí)將傳送帶上的大幅面木竹板材抵至另一側(cè)定位件;所述橫向傳動(dòng)輥通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,當(dāng)物料吸盤進(jìn)行大幅面木竹板材放置以及兩組定位件活動(dòng)調(diào)整大幅面木竹板材位置時(shí)橫向傳動(dòng)輥上升至高于傳送帶,對(duì)大幅面木竹板材進(jìn)行支撐并在大幅面木竹板材活動(dòng)時(shí)滾動(dòng)配合;所述壓緊滾動(dòng)輪為多組且間隔設(shè)置于傳送帶上方,壓緊滾動(dòng)輪通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,進(jìn)而在下降抵觸大幅面木竹板材后定位大幅面木竹板材并配合傳送帶輸送大幅面木竹板材;所述裁邊機(jī)構(gòu)包括吸塵機(jī)構(gòu)和兩對(duì)圓鋸片,兩對(duì)圓鋸片在傳送帶的兩側(cè)前后位置間隔布置,且前一對(duì)圓鋸片的間距大于后一對(duì)圓鋸片的間距,所述吸塵機(jī)構(gòu)設(shè)置于兩對(duì)圓鋸片的上方進(jìn)行切屑的吸走。
13、作為一種改進(jìn),一側(cè)的定位件為通過(guò)氣缸控制進(jìn)行活動(dòng)的活動(dòng)桿,活動(dòng)桿進(jìn)行向另一側(cè)定位件的靠近和遠(yuǎn)離;另一側(cè)的定位件為通過(guò)氣缸控制進(jìn)行升降的伸縮桿,伸縮桿在上升時(shí)限位大幅面木竹板材,在下降后不與大幅面木竹板材接觸。
14、作為一種改進(jìn),傳送帶為履帶式金屬傳送帶,所述履帶式金屬傳送帶上設(shè)置有防滑金屬塊。
15、作為一種改進(jìn),防滑金屬塊的表面排布有增加摩擦力的突起。
16、作為一種改進(jìn),傳送帶和放置臺(tái)之間還設(shè)置有與傳送帶同輸送方向布置的縱向傳動(dòng)輥,所述縱向傳動(dòng)輥和傳送帶共同進(jìn)行大幅面木竹板材的支撐。
17、作為一種改進(jìn),縱向傳動(dòng)輥為多組并沿著傳送帶的輸送方向間隔布置,一側(cè)活動(dòng)的定位件設(shè)置于相鄰的縱向傳動(dòng)輥之間。
18、本發(fā)明的有益效果:
19、1、本發(fā)明采用自動(dòng)化的物料上料、輸送、裁邊,可以將10多米以上的大幅面木竹板材自動(dòng)化的運(yùn)送,提高了生產(chǎn)效率與自動(dòng)化程度,減少了人工搬運(yùn)的安全隱患。
20、2、本發(fā)明對(duì)大幅面木竹板材的加工效率可以從每小時(shí)30塊提升至每小時(shí)60塊,加工效率提升了100%,在提高大幅面木竹板材加工效率的前提下,減少了所需人員的數(shù)量,從而提高經(jīng)濟(jì)效益;并且實(shí)現(xiàn)大幅面木竹板材裁邊的連續(xù)化與自動(dòng)化,利于大規(guī)模的工業(yè)化生產(chǎn)。
技術(shù)特征:
1.大幅面木竹板材高精度裁邊方法,其特征在于:包括以下步驟:
2.根據(jù)權(quán)利要求1所述的大幅面木竹板材高精度裁邊方法,其特征在于:還包括有步驟[6]板材后期處理:裁邊后的大幅面木竹板材通過(guò)刨床和砂光機(jī)對(duì)其進(jìn)一步加工,加工后的大幅面木竹板材進(jìn)行堆垛和養(yǎng)生處理。
3.根據(jù)權(quán)利要求1所述的大幅面木竹板材高精度裁邊方法,其特征在于:步驟[1]板材堆垛中,大幅面木竹板材的寬度為0.3m-1.5m,長(zhǎng)度為1.5m-20m。
4.根據(jù)權(quán)利要求1所述的大幅面木竹板材高精度裁邊方法,其特征在于:步驟[5]板材裁邊中,根據(jù)大幅面木竹板材的寬度進(jìn)行兩對(duì)圓鋸片的間距調(diào)整,同一側(cè)的圓鋸片錯(cuò)位10mm安裝。
5.根據(jù)權(quán)利要求1-4中任一項(xiàng)所述的大幅面木竹板材高精度裁邊方法,其特征在于:大幅面木竹板材高精度裁邊方法使用的裝置包括上料機(jī)構(gòu)、定位機(jī)構(gòu)、輸送機(jī)構(gòu)和裁邊機(jī)構(gòu),所述上料機(jī)構(gòu)包括放置臺(tái)、物料吸盤和軌道,所述定位機(jī)構(gòu)包括壓緊滾動(dòng)輪、橫向傳動(dòng)輥和兩組定位件,所述輸送機(jī)構(gòu)包括傳送帶,所述放置臺(tái)作為物料堆垛區(qū)域,所述放置臺(tái)上沿著輸送方向設(shè)置有輸送輥供大幅面木竹板材滑移,所述軌道架設(shè)于放置臺(tái)和傳送帶的上方,所述物料吸盤可滑移的設(shè)置于軌道上進(jìn)行放置臺(tái)和傳送帶之間的位置移動(dòng),所述物料吸盤通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,進(jìn)而吸取放置臺(tái)處的大幅面木竹板材,在移動(dòng)至傳送帶后進(jìn)行放置;兩組定位件分別設(shè)置于傳送帶的兩側(cè),一側(cè)的定位件通過(guò)驅(qū)動(dòng)件控制進(jìn)行向另一側(cè)定位件的靠近和遠(yuǎn)離,進(jìn)而在一側(cè)的定位件靠近另一側(cè)定位件時(shí)將傳送帶上的大幅面木竹板材抵至另一側(cè)定位件;所述橫向傳動(dòng)輥通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,當(dāng)物料吸盤進(jìn)行大幅面木竹板材放置以及兩組定位件活動(dòng)調(diào)整大幅面木竹板材位置時(shí)橫向傳動(dòng)輥上升至高于傳送帶,對(duì)大幅面木竹板材進(jìn)行支撐并在大幅面木竹板材活動(dòng)時(shí)滾動(dòng)配合;所述壓緊滾動(dòng)輪為多組且間隔設(shè)置于傳送帶上方,壓緊滾動(dòng)輪通過(guò)驅(qū)動(dòng)件控制進(jìn)行升降,進(jìn)而在下降抵觸大幅面木竹板材后定位大幅面木竹板材并配合傳送帶輸送大幅面木竹板材;所述裁邊機(jī)構(gòu)包括吸塵機(jī)構(gòu)和兩對(duì)圓鋸片,兩對(duì)圓鋸片在傳送帶的兩側(cè)前后位置間隔布置,且前一對(duì)圓鋸片的間距大于后一對(duì)圓鋸片的間距,所述吸塵機(jī)構(gòu)設(shè)置于兩對(duì)圓鋸片的上方進(jìn)行切屑的吸走。
6.根據(jù)權(quán)利要求5所述的大幅面木竹板材高精度裁邊方法,其特征在于:一側(cè)的定位件為通過(guò)氣缸控制進(jìn)行活動(dòng)的活動(dòng)桿,活動(dòng)桿進(jìn)行向另一側(cè)定位件的靠近和遠(yuǎn)離;另一側(cè)的定位件為通過(guò)氣缸控制進(jìn)行升降的伸縮桿,伸縮桿在上升時(shí)限位大幅面木竹板材,在下降后不與大幅面木竹板材接觸。
7.根據(jù)權(quán)利要求5所述的大幅面木竹板材高精度裁邊方法,其特征在于:所述傳送帶為履帶式金屬傳送帶,所述履帶式金屬傳送帶上設(shè)置有防滑金屬塊。
8.根據(jù)權(quán)利要求7所述的大幅面木竹板材高精度裁邊方法,其特征在于:所述防滑金屬塊的表面排布有增加摩擦力的突起。
9.根據(jù)權(quán)利要求5所述的大幅面木竹板材高精度裁邊方法,其特征在于:所述傳送帶和放置臺(tái)之間還設(shè)置有與傳送帶同輸送方向布置的縱向傳動(dòng)輥,所述縱向傳動(dòng)輥和傳送帶共同進(jìn)行大幅面木竹板材的支撐。
10.根據(jù)權(quán)利要求9所述的大幅面木竹板材高精度裁邊方法,其特征在于:所述縱向傳動(dòng)輥為多組并沿著傳送帶的輸送方向間隔布置,一側(cè)活動(dòng)的定位件設(shè)置于相鄰的縱向傳動(dòng)輥之間。
技術(shù)總結(jié)
本發(fā)明公開(kāi)了一種大幅面木竹板材高精度裁邊裝置及使用方法,包括以下步驟:[1]板材堆垛;[2]板材上料;[3]板材定位;[4]板材固定及運(yùn)輸;[5]板材裁邊。本發(fā)明采用自動(dòng)化的物料上料、輸送、裁邊,可以將10多米以上的大幅面木竹板材自動(dòng)化的運(yùn)送,提高了生產(chǎn)效率與自動(dòng)化程度,減少了人工搬運(yùn)的安全隱患;對(duì)大幅面木竹板材的加工效率可以從每小時(shí)30塊提升至每小時(shí)60塊,加工效率提升了100%,在提高大幅面木竹板材加工效率的前提下,減少了所需人員的數(shù)量,從而提高經(jīng)濟(jì)效益;并且實(shí)現(xiàn)大幅面木竹板材裁邊的連續(xù)化與自動(dòng)化,利于大規(guī)模的工業(yè)化生產(chǎn)。
技術(shù)研發(fā)人員:李延軍,袁天成,王宇,章衛(wèi)鋼,毛勝鳳,李俊霆
受保護(hù)的技術(shù)使用者:浙江農(nóng)林大學(xué)
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!