一種氧化鎂基陶瓷絕緣管等靜壓成型設(shè)備及高壓致密方法
本發(fā)明涉及陶瓷成型,尤其涉及一種氧化鎂基陶瓷絕緣管等靜壓成型設(shè)備及高壓致密方法。
背景技術(shù):
1、陶瓷絕緣管憑借其優(yōu)異的絕緣性能、耐高溫特性以及良好的化學(xué)穩(wěn)定性,在電子電力、航空航天等行業(yè)中有著廣泛應(yīng)用,隨著各行業(yè)對陶瓷絕緣管的需求日益增長,其生產(chǎn)技術(shù)的優(yōu)化與革新成為行業(yè)發(fā)展的關(guān)鍵,現(xiàn)有技術(shù)中,通常采用等靜壓成型設(shè)備來實現(xiàn)對陶瓷絕緣管的加工生產(chǎn)。
2、目前,陶瓷絕緣管在等靜壓成型生產(chǎn)時,普遍采用的方式是先將原料填充在專用的等靜壓成型模具中,在原料填充后,再將等靜壓成型模具投放到加壓箱內(nèi)進行等靜壓成型生產(chǎn),在原料填充過程中,需要人工細(xì)致操作,確保原料均勻分布在模具內(nèi),對操作人員的熟練度和專注力要求較高,稍有不慎就可能導(dǎo)致原料填充不均,影響等靜壓成型后的產(chǎn)品質(zhì)量,人工填料、裝模、投放,以及后續(xù)的撈取脫模,導(dǎo)致整個生產(chǎn)流程步驟繁瑣,每個環(huán)節(jié)都需要耗費一定時間,使得整體生產(chǎn)周期拉長,導(dǎo)致生產(chǎn)效率低下,且大量使用人工裝填原料,拆裝專用模具,生產(chǎn)成本大,難以形成對陶瓷絕緣管連續(xù)高效的等靜壓生產(chǎn)。
3、為此,提出一種氧化鎂基陶瓷絕緣管等靜壓成型設(shè)備及高壓致密方法來解決上述現(xiàn)有技術(shù)中存在的一些問題。
技術(shù)實現(xiàn)思路
1、本發(fā)明的目的是為了解決現(xiàn)有技術(shù)中存在的陶瓷絕緣管等靜壓成型生產(chǎn)過程中,人工裝填原料,拆裝模具,導(dǎo)致成型生產(chǎn)流程繁瑣,且脫模取料不便,影響生產(chǎn)效率和生產(chǎn)成本的缺點,而提出的一種氧化鎂基陶瓷絕緣管等靜壓成型設(shè)備及高壓致密方法。
2、為了解決現(xiàn)有技術(shù)存在的問題,本發(fā)明采用了如下技術(shù)方案:
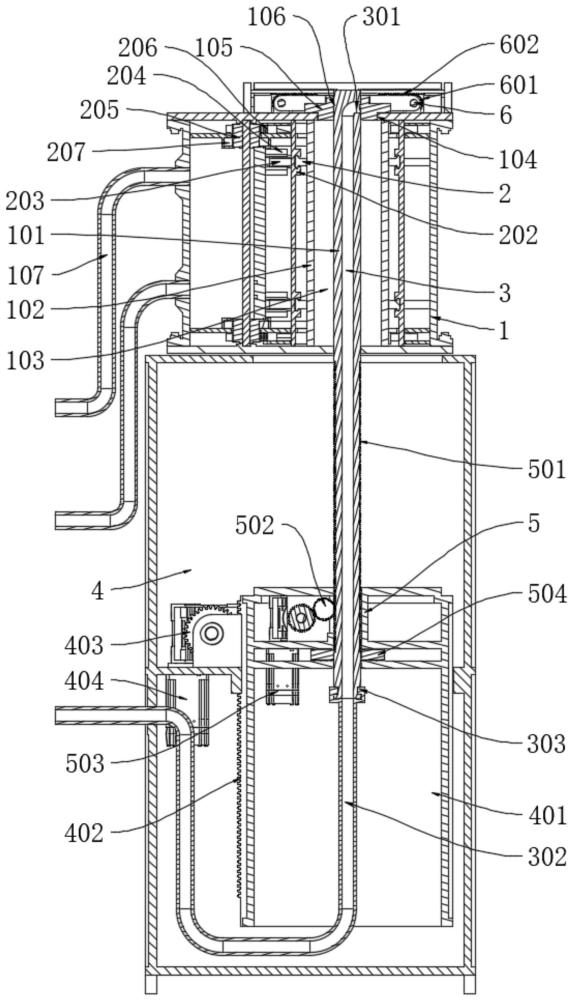
3、一種氧化鎂基陶瓷絕緣管等靜壓成型設(shè)備,包括加壓箱,加壓箱內(nèi)滑動安裝有豎直設(shè)置的柱芯,加壓箱內(nèi)安裝有四個環(huán)繞柱芯均勻分布的模板,且相鄰的兩個模板之間滑動連接,模板的上下兩端分別與加壓箱內(nèi)上下兩側(cè)內(nèi)端壁滑動連接,眾多模板逆時針方向靠近柱芯的一側(cè)設(shè)置為弧形壁,加壓箱的頂部開設(shè)有與柱芯對應(yīng)設(shè)置的退料口,且退料口內(nèi)封堵有蓋板,加壓箱的外端壁上連接有油管,加壓箱的下方設(shè)置有外框架,且外框架內(nèi)安裝有內(nèi)框架,柱芯的下端豎直插設(shè)在內(nèi)框架內(nèi),外框架內(nèi)安裝有用于驅(qū)動內(nèi)框架上下升降的第一升降機構(gòu)。
4、優(yōu)選地,加壓箱內(nèi)安裝有移動保持機構(gòu),且移動保持機構(gòu)包括水平固定在每個模板遠(yuǎn)離柱芯一側(cè)端壁上的第一滑軌,第一滑軌上滑動安裝有第一滑套和第二滑套,第一滑套上水平固定有與第一滑軌垂直設(shè)置的第二滑軌,且第二滑軌上滑動套接有與加壓箱內(nèi)端壁固定連接的第三滑套。
5、優(yōu)選地,加壓箱內(nèi)轉(zhuǎn)動安裝有齒輪柱,且齒輪柱的前后兩側(cè)嚙合連接有中心軸對稱設(shè)置的橫向齒條,齒輪柱的左右兩側(cè)嚙合連接有中心軸對稱設(shè)置的縱向齒條,橫向齒條和縱向齒條處于不同平面,橫向齒條和縱向齒條上均連接有連桿,前方的橫向齒條通過連桿與左側(cè)第一滑軌上的第二滑套固定連接,后方的橫向齒條通過連桿與右側(cè)第一滑軌上的第二滑套固定連接,左側(cè)的縱向齒條通過連桿與后方第一滑軌上的第二滑套固定連接,右側(cè)的縱向齒條通過連桿與前方第一滑軌上的第二滑套固定連接。
6、優(yōu)選地,柱芯內(nèi)開設(shè)有豎直設(shè)置的供料通道,柱芯的上方開設(shè)有與供料通道連通的供料口,柱芯的底部安裝有與供料通道內(nèi)部連通的供料軟管,內(nèi)框架內(nèi)安裝有用于驅(qū)動柱芯上下升降的第二升降機構(gòu)。
7、優(yōu)選地,蓋板共設(shè)置有兩個,兩個蓋板與加壓箱的頂部之間連接有翻轉(zhuǎn)驅(qū)動機構(gòu),蓋板上開設(shè)有與柱芯適配的凹槽,第一升降機構(gòu)包括豎直固定在內(nèi)框架外端壁上的第一齒桿,外框架內(nèi)轉(zhuǎn)動安裝有與第一齒桿嚙合的第一齒輪,外框架內(nèi)固定有第一電機,且第一電機的驅(qū)動軸與第一齒輪傳動連接。
8、優(yōu)選地,供料口開設(shè)在供料通道上端的圓柱面上,蓋板的厚度設(shè)置為供料口開口內(nèi)徑的兩倍。
9、優(yōu)選地,第二升降機構(gòu)包括固定安裝在內(nèi)框架內(nèi)的套筒,柱芯滑動插設(shè)在套筒內(nèi),柱芯的圓柱面上自下而上開設(shè)有均勻分布的齒槽,套筒內(nèi)轉(zhuǎn)動安裝有與齒槽嚙合的第二齒輪,內(nèi)框架內(nèi)固定有第二電機,且第二電機的驅(qū)動軸與第二齒輪傳動連接。
10、優(yōu)選地,柱芯的外側(cè)活動套設(shè)有齒盤,柱芯的圓柱面上開設(shè)有豎直設(shè)置的滑槽,齒盤內(nèi)固定有與滑槽適配的滑塊,內(nèi)框架內(nèi)轉(zhuǎn)動安裝有與齒盤嚙合的第三齒輪,第二電機的驅(qū)動軸上固定有第一傘齒,第三齒輪的上方固定有與第一傘齒嚙合的第二傘齒,柱芯的底端轉(zhuǎn)動連接有轉(zhuǎn)接頭,且轉(zhuǎn)接頭與供料軟管固定連接,齒槽環(huán)繞開設(shè)在柱芯的圓柱面上,滑槽的深度設(shè)置為齒槽深度的1/2。
11、優(yōu)選地,翻轉(zhuǎn)驅(qū)動機構(gòu)包括兩個轉(zhuǎn)動安裝在加壓箱頂部的轉(zhuǎn)軸,兩個蓋板分別通過對應(yīng)的轉(zhuǎn)軸轉(zhuǎn)動安裝在加壓箱的頂部,轉(zhuǎn)軸的端頭處固定有第四齒輪,加壓箱的頂部滑動安裝有與第四齒輪嚙合的第二齒桿,加壓箱的頂部固定有與第二齒桿平行設(shè)置的液壓推桿,且液壓推桿的伸縮端與第二齒桿固定連接。
12、優(yōu)選地,一種氧化鎂基陶瓷絕緣管的高壓致密方法,高壓致密方法包括以下步驟:
13、s1、借助第二升降機構(gòu),驅(qū)使柱芯在眾多模板配合弧形壁構(gòu)成的成型腔內(nèi)自下向上移動,并通過供料通道和供料口的連通,以及柱芯的旋轉(zhuǎn),將氧化鎂基陶瓷原料自下而上均勻填充在成型腔內(nèi);
14、s2、在柱芯頂端上升至加壓箱頂部后,通過翻轉(zhuǎn)驅(qū)動機構(gòu)操控左右兩個蓋板封閉在退料口內(nèi),并對供料口進行封堵;
15、s3、供料通道內(nèi)持續(xù)保持氧化鎂基陶瓷原料的供給操作,在供料口和凹槽的接觸位置,將橫向擠推力作用在蓋板上,配合翻轉(zhuǎn)驅(qū)動機構(gòu)內(nèi)的限制,保障退料口處密閉穩(wěn)定性;
16、s4、通過油管將液壓油持續(xù)注入在加壓箱內(nèi),通過液壓注入后的高壓推動,驅(qū)使四個模板移動,并相互靠近,借助移動保持機構(gòu)的協(xié)調(diào)引導(dǎo),使得四個模板同步移動,自四周同步施加均衡穩(wěn)定的擠壓力,最終將成型腔縮小至圓柱狀結(jié)構(gòu),完成對氧化鎂基陶瓷絕緣管的高壓致密擠壓成型。
17、與現(xiàn)有技術(shù)相比,本發(fā)明的有益效果是:
18、1、在本發(fā)明中,通過將四個模板活動安裝在加壓箱內(nèi),借助移動保持機構(gòu)的引導(dǎo)和協(xié)調(diào),使得加壓箱內(nèi)加壓后四個模板可以同步移動,穩(wěn)定地自四周方向上同步對成型腔內(nèi)的原料施加相同的擠壓力,實現(xiàn)對陶瓷絕緣管的等靜壓成型,同時,通過將退料口開設(shè)在成型腔的上方,配合柱芯在第一升降機構(gòu)的操控下升降移動,可以將等靜壓成型后的陶瓷絕緣管向上脫離成型腔,方便工作人員脫模取料,進行連續(xù)化生產(chǎn),在一定程度上提升了陶瓷絕緣管等靜壓成型生產(chǎn)的效率;
19、2、在本發(fā)明中,通過移動保持機構(gòu)協(xié)調(diào)四個模板的移動,借助兩個橫向齒條與齒輪柱的嚙合,以及兩個縱向齒條與齒輪柱的嚙合,配合相鄰兩個模板之間的滑動連接,使得前后左右四個模板的移動是同步,且移動幅度一致,從而對成型腔內(nèi)的原料施加均衡穩(wěn)定的等靜壓擠壓成型,四個模板受壓后同步向成型腔中心位置移動,可以穩(wěn)定地實現(xiàn)對陶瓷絕緣管的高壓致密化成型擠壓;
20、3、在本發(fā)明中,通過將供料通道開設(shè)在柱芯內(nèi),并將供料口開設(shè)在柱芯的上方位置,配合第二升降機構(gòu)內(nèi)第二齒輪和齒槽的嚙合驅(qū)動,可以在進行原料供給時,驅(qū)使柱芯在成型腔內(nèi)自下向上移動,配合滑槽和滑塊的滑動適配,使得柱芯被第二升降機構(gòu)驅(qū)動過程中還可以旋轉(zhuǎn),將陶瓷原料更加均勻地輸送至成型腔內(nèi),可以在一定程度上提升該裝置等靜壓生產(chǎn)陶瓷絕緣管時的致密性和穩(wěn)定性;
21、4、在本發(fā)明中,通過將蓋板對稱設(shè)置在退料口內(nèi),使其退料口啟閉便捷,配合柱芯的升降控制,可以在陶瓷絕緣管等靜壓成型后將其帶出成型腔脫離,有利于進一步提升脫模取料便捷性,同時,通過將蓋板的厚度設(shè)置大于供料口的內(nèi)徑,這使得成型過程中,供料通道內(nèi)持續(xù)進行的原料供給操作,會在供料口和凹槽的接觸位置,將橫向擠推力作用在蓋板上,配合翻轉(zhuǎn)驅(qū)動機構(gòu)內(nèi)的限制,可以有效保障退料口處的密閉穩(wěn)定性,有利于提升退料口封閉后成型腔內(nèi)的密封性。
- 還沒有人留言評論。精彩留言會獲得點贊!