石墨棒切片加工石墨墊片設備的制作方法
本發明涉及石墨片加工,具體為石墨棒切片加工石墨墊片設備。
背景技術:
1、石墨棒是非金屬制品,由碳、石墨加上適當的粘合劑,通過擠壓成形,進過2200度焙烤旋段后鍍一層銅而制成,耐高溫,導電性良好,不易斷裂,適用于將金屬切割成符合要求的形狀,經常用于制作石墨片,在制作石墨片時,需要對石墨棒進行切割。
2、現有技術中,在對石墨棒進行切割時通常需要在每一次切割時都需要對石墨棒的位置進行平移,并在平移后通過固定裝置對其位置固定,從而便于切割工作,工作步驟繁瑣,從而導致切割效率低下,并在切割完成后,還需對切割下的材料進行沖壓,從而便于石墨墊片的成型,往往需要工作人員手動的將切割下來的材料放置進模具中,并通過沖壓件逐個沖壓成型,便捷性不足,因此需要一種可以在切割的過程中使得材料自動遞進并對切割完成的材料批量沖壓成型,以避免切割效率低下、便捷性不足的裝置。
技術實現思路
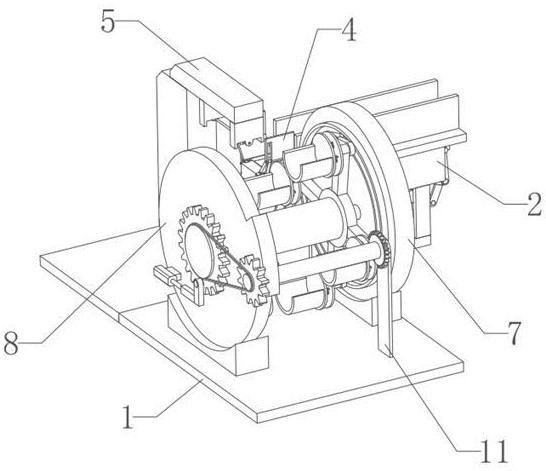
1、本發明的目的在于提供石墨棒切片加工石墨墊片設備,以解決上述背景技術中提出的問題。為實現上述目的,本發明提供如下技術方案:石墨棒切片加工石墨墊片設備,包括底板,所述底板上設有用于上料的上料組件,所述上料組件的側端設有同步組件,所述同步組件的一側設有切割機且位于底板上,所述切割機輸出端的下方設有引導架,所述引導架的底部與底板的頂部固定連接,所述引導架的側端設有承接裝置,所述承接裝置的側端設有成型組件,所述成型組件上設有復位組件,所述復位組件的側端設有輔助下料組件,所述承接裝置包括驅動組件和定向組件,所述驅動組件設置在引導架的側端,所述定向組件設有若干個,若干個所述定向組件均勻的布設在驅動組件上。
2、優選的,所述上料組件包括上料臺,所述上料臺頂部的中部設有貫通口,所述貫通口的兩側對稱設有限位板,所述限位板的底部與上料臺的頂部固定連接,所述貫通口的下方設有放置架,所述放置架的頂部設有兩個弧形架且位于貫通口內,所述放置架的兩側均對稱設有第一驅動桿,兩個所述第一驅動桿的端部均與上料臺的側端的內壁鉸接,其中靠近切割機一側的所述第一驅動桿的另一端與t型桿的中部鉸接,遠離切割機一側的所述第一驅動桿的另一端與l型桿的一端鉸接,所述t型桿與l型桿相互遠離的一端分別與放置架兩端底部的鉸接架鉸接,所述鉸接架的頂部與放置架的底部固定連接,所述t型桿的底部鉸接有第二驅動桿,所述第二驅動桿的另一端與l型桿的底部鉸接,其中一個所述t型桿遠離切割機的一端與傳動曲柄的端部鉸接,所述傳動曲柄的另一端與上料臺的側壁通過傳動軸轉動連接,所述上料臺的外側設有第一傳動件,所述第一傳動件的中心處套設在傳動軸上,所述傳動曲柄的下方設有控制架,所述控制架的底部與底板的頂部固定連接,所述控制架上轉動連接有控制軸,所述控制軸的兩端分別與一個第二傳動件的中心處連接,所述第二傳動件的外側套設有第一傳動皮帶,所述第一傳動皮帶的另一端套設在位于上方的第一傳動件的外側,所述放置架靠近切割機一側設有第一楔形塊,所述底板的一側設有第一驅動電機,所述第一驅動電機的輸出端與控制軸的一端連接。
3、優選的,所述同步組件包括同步架,所述同步架的側端與上料臺靠近切割機一側連接,所述同步架頂部的兩側鉸接有l型夾板且位于上料臺的上方,所述同步架內上下滑動有滑動塊,所述滑動塊的頂部通過第一彈簧伸縮桿與同步架內的頂部活動連接,所述滑動塊的兩側鉸接有聯動桿,所述聯動桿的另一端分別與一個l型夾板的中部鉸接,所述滑動塊的底部設有第二楔形塊,所述第二楔形塊朝向第一楔形塊的端部呈可伸縮設置,當第一楔形塊通過放置架移動至第二楔形塊的頂部并帶動其下壓時,放置架向遠離切割機的方向移動并在移動的過程中使第一楔形塊和第二楔形塊相互脫離。
4、優選的,所述驅動組件包括驅動架,所述驅動架設置在同步架的側端,所述驅動架的底部與底板的頂部固定連接,所述驅動架的側端設有圓形軌道,所述圓形軌道與驅動架偏心設置,所述驅動架的中心處設有驅動軸,所述驅動架遠離圓形軌道的一側設有第二驅動電機,所述第二驅動電機的輸出端與驅動軸的端部連接,所述驅動軸上設有驅動環,所述驅動環四周等距布設有若干個驅動支架,所述驅動支架遠離驅動環的一端通過水平軸與聯動曲柄的一端鉸接,所述聯動曲柄的另一端鉸接有弧形塊,所述弧形塊嵌設在圓形軌道內且與其滑動配合。
5、優選的,所述定向組件包括齒輪套軸,所述齒輪套軸套設在水平軸遠離聯動曲柄的一端,所述齒輪套軸的內壁鋪設有阻尼墊,所述齒輪套軸的外側套設有抵觸盤,所述抵觸盤遠離聯動曲柄的一側設有受力盤,所述受力盤與抵觸盤之間通過若干個阻尼彈簧活動連接,所述受力盤遠離抵觸盤的一側設有u型重力架,所述u型重力架的側端與受力盤的側端連接,切割完成的材料通過引導架能夠滾動至任意一個u型重力架內,所述u型重力架通過自身重力帶動齒輪套軸在水平軸上旋轉,使u型重力架能夠始終位于受力盤的底部。
6、優選的,所述成型組件包括成型架,所述成型架設置在u型重力架的側端,所述成型架的底部與底板的頂部固定連接,所述成型架的中心處轉動連接有控制套軸,所述控制套軸遠離u型重力架的一端外側與銜接齒輪的中心處連接,所述銜接齒輪位于成型架遠離u型重力架的一側,所述控制套軸靠近驅動軸的一端套設在驅動軸上,所述控制套軸內開設有兩個弧形滑槽,所述驅動軸的表面設有兩個第三楔形塊,兩個所述第三楔形塊的底部分別通過一個第二彈簧伸縮桿與滑動槽內的底部活動連接,所述第三楔形塊的側端與滑動槽內壁滑動配合,所述第三楔形塊遠離滑動槽的一端嵌設在弧形滑槽內且與其滑動配合,所述控制套軸的外側固定連接有兩個連接架,每一個所述連接架遠離控制套軸的一端與環形架的側端連接,兩個所述環形架的中心處轉動連接有配合軸,所述配合軸的中部設有傾斜設置的凸輪,所述凸輪上設有弧形件,所述配合軸靠近成型架的一端與配合齒輪的中心處連接,兩個所述環形架上滑動設有往復軸,所述往復軸靠近u型重力架的一端外側與沖壓件的側端連接,所述沖壓件的側端與u型重力架相互滑動配合,所述往復軸靠近凸輪的一側設有兩個擋板且位于凸輪的兩側,當凸輪通過配合軸旋轉一周時能夠通過與擋板的配合帶動沖壓件進行往復移動,并能夠帶動弧形件的側端與擋板貼合,所述控制套軸的外側還設有兩個弧形齒槽桿,所述弧形齒槽桿的側端與成型架的側端固定連接,所述弧形齒槽桿的齒槽端能夠與配合齒輪的齒槽端嚙合。
7、優選的,所述復位組件包括固定桿,所述固定桿水平設置在銜接齒輪的側端,所述成型架的側端與彈簧阻尼伸縮桿的側端連接,所述彈簧阻尼伸縮桿的伸縮端鉸接在固定桿上,所述銜接齒輪的中心處外側套設有第二傳動皮帶,所述第二傳動皮帶的另一端套設在輔助齒輪的中心處,所述輔助齒輪轉動設置在成型架上。
8、優選的,所述輔助下料組件包括輔助軸,所述輔助軸通過單向軸承與輔助齒輪的中心處連接,所述輔助軸轉動設置在成型架上,所述輔助軸遠離彈簧阻尼伸縮桿的一端與復位架的頂部轉動連接,所述復位架的底部與底板的頂部固定連接,所述輔助軸靠近復位架的一端上套設有復位齒輪,所述復位齒輪的齒槽端能夠與齒輪套軸的齒槽端嚙合。
9、與現有技術相比,本發明的有益效果:
10、本發明中,本裝置使用時,工作人員首先將石墨棒水平放置在上料組件上,隨后控制上料組件工作,使石墨棒等距的向切割機的方向移動,并在每一次移動后控制同步組件工作,對位移完成的石墨棒進行固定,從而避免需要工作人員通過額外的固定裝置固定,簡化工作步驟,從而提高切割效率,并在每一次切割后,通過設置的引導架,使切割下來的材料移動至任意一個定向組件內,隨后通過控制驅動組件工作,使若干個定向組件進行圓形移動,并在移動的過程中帶動成型組件工作,在指定位置自動的對任意的定向組件內的材料進行沖壓成型,并在沖壓完成后,通過設置的復位組件對成型組件自動復位,并同步控制輔助下料組件工作,對沖壓完成位于定向組件內的材料進行下料,從而避免需要手動的將切割下來的材料放置進模具中,并通過沖壓件逐個沖壓成型,從而提高本裝置的便捷性,從而實現了可以在切割的過程中使得材料自動遞進并對切割完成的材料批量沖壓成型,以避免切割效率低下、便捷性不足的效果。
11、本發明中,工作人員首先將石墨棒水平放置在上料臺上,并位于兩個弧形架的上方,隨后通過控制第一驅動電機工作,從而帶動控制軸和第二傳動件旋轉,通過設置的第一傳動皮帶,進而帶動第一傳動件同步旋轉,使得兩側的傳動曲柄旋轉,在t型桿和l型桿的作用下,通過設置的第二驅動桿和第一驅動桿,從而帶動放置架間歇的向切割機的方向移動,并在移動后放置架遠離上料臺,從而便于通過弧形架使石墨棒等距的向切割機的方向移動,并在每一次移動的過程中,使得第一楔形塊和第二楔形塊相互接觸,當將石墨棒移動完成后,此時第一楔形塊抵觸在第二楔形塊的上方,并使第二楔形塊向下移動,從而帶動滑動塊同步下移,在聯動桿的作用下,帶動兩個l型夾板從石墨棒的兩側進行夾緊固定,并在放置架持續的移動后,使得第二楔形塊的端部收縮,進而使得第一楔形塊與第二楔形塊脫離,滑動塊在第一彈簧伸縮桿的作用下復位,解除對石墨棒的固定,此時放置架帶動兩個弧形架從而貫通口的底部上移,進而對石墨棒進行下一次的位置,從而便于對位移完成的石墨棒進行固定,從而避免需要工作人員通過額外的固定裝置固定,簡化工作步驟,從而提高切割效率。
12、本發明中,在每一次切割后,通過設置的引導架,使切割下來的材料移動至任意一個u型重力架內,隨后通過控制第二驅動電機工作,從而帶動驅動軸進行旋轉,通過設置的驅動環帶動若干個驅動支架同步旋轉,并在轉動的過程中,通過圓形軌道和弧形塊的配合,從而限制聯動曲柄的角度,進而使得水平軸不會發生旋轉,使若干個u型重力架進行圓形移動時能夠始終保持固定位置,并在驅動軸旋轉的過程中,帶動兩個第三楔形塊同步在弧形滑槽內移動,在移動的過程中,使切割的材料能夠進入下一個u型重力架內,并在其抵觸在弧形滑槽內的一側內壁,從而帶動控制套軸同步旋轉,從而帶動兩個沖壓件同步偏轉,在配合齒輪和弧形齒槽桿的配合下,帶動配合軸同步旋轉,從而帶動凸輪同步旋轉,從而在擋板的作用下帶動往復軸和沖壓件向沖壓件內的材料進行移動,使沖壓件對u型重力架內的材料進行沖壓并在弧形件的作用下,使沖壓件能夠沖壓一定的時間,并通過受力盤和阻尼彈簧的作用,提供一定的位移量,并在凸輪旋轉一周后,沖壓件完成復位,從而同步完成多個沖壓工作,從而避免需要手動的將切割下來的材料放置進模具中,并通過沖壓件逐個沖壓成型,從而提高本裝置的便捷性。
13、本發明中,在驅動軸通過第三楔形塊帶動控制套軸同步旋轉時,此時銜接齒輪同步旋轉,并通過固定桿帶動彈簧阻尼伸縮桿拉伸,在彈簧阻尼伸縮桿拉長到極致后,此時沖壓工作完成,第三楔形塊與弧形滑槽的內壁相互配合,使第三楔形塊在第二彈簧伸縮桿的作用下向滑動槽內收縮,從而使得驅動軸與控制套軸脫離,此時控制套軸在彈簧阻尼伸縮桿的作用下復位,通過設置的第二傳動皮帶,從而同步帶動輔助齒輪旋轉,使得輔助軸同步旋轉,進而使得復位齒輪在復位架上同步旋轉,使得沖壓完成的u型重力架通過復位齒輪時,能夠在齒輪套軸的作用下帶動u型重力架翻轉一周,從而對沖壓完成的材料進行下料,并通過單向軸承,使彈簧阻尼伸縮桿拉伸時,輔助齒輪無法帶動輔助軸進行旋轉,從而進一步的提高本裝置的實用性,便于連續的對多個材料進行成型工作。
- 還沒有人留言評論。精彩留言會獲得點贊!