一種光纖陀螺裝配力控制方法與流程
本發明涉及一種光纖陀螺裝配力控制方法,屬于光纖裝配。
背景技術:
1、光纖陀螺光路由光纖環、y波導、探測器等光電子器件相互連接而成,光纖陀螺光路的裝配涉及到剛性結構件(器件管殼)和柔性的光纖,長期以來一直采用人工裝配,無法實現裝配力的定量檢測和定量控制,光路裝配質量依賴裝配工人的技能水平,質量一致性提升難以實施,也制約了光纖陀螺自動裝配設備的研制與應用,影響了光纖陀螺的大批量產業化發展。
2、目前,光纖陀螺的部組件之一——光纖環的繞制生產過程,由自動或半自動光纖繞環機來實現,光纖繞環機上使用張力傳感器來進行光纖張力的實時監測與控制,但光纖環繞制過程涉及到幾百到幾千米的光纖,且繞制過程光纖的形態模式及受力模式較為單一,能適應張力傳感器對于被測光纖長度和在繞環機上安裝方式的要求。對于光纖陀螺裝配過程,存在剛性件(器件管殼)與柔性件(器件尾纖及器件之間熔接相連之后的光纖)混合裝配的情況,裝配過程中光纖形狀和姿態都處于隨時變化的狀態,且所涉及的光纖長度僅為幾十厘米到幾米,與光纖環繞制生產過程中的光纖受力情況和安裝方式差別很大,因此光纖環繞環機設備所使用的張力檢測方式與本發明無關。
技術實現思路
1、本發明解決的技術問題是:克服現有技術的不足,提供了一種光纖陀螺裝配力控制方法,實現光纖陀螺自動裝配的雙機械臂協作搬運和裝配光纖陀螺零部件的過程中,保持所搬運和裝配的光纖陀螺零部件之間的光纖的受力在要求范圍內。
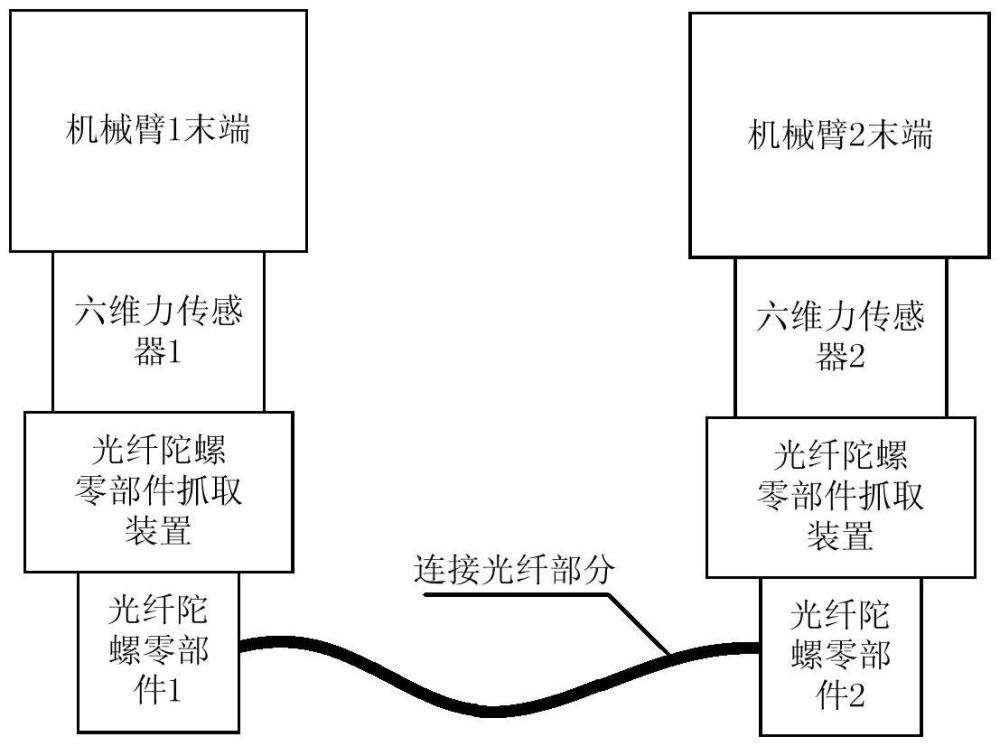
2、本發明的技術解決方案是:一種光纖陀螺裝配力控制方法,用于第一機械臂和第二機械臂協同搬運光纖陀螺零部件,光纖陀螺零部件包括第一光纖陀螺零部件和第二光纖陀螺零部件,兩個部件之間有光纖相連,在運輸過程中,光纖的受力控制在安全范圍內;在第一機械臂和第二機械臂的末端都安裝有六維力傳感器,在六維力傳感器的另一端安裝有光纖陀螺零部件抓取裝置,所述控制方法包括:
3、根據預設的光纖陀螺零部件之間的光纖長度確定在搬運過程中第一機械臂和第二機械臂末端的相對距離,第一機械臂末端和第二機械臂末端之間的距離小于光纖陀螺零部件之間的光纖長度;首先第一機械臂和第二機械臂運動到初始位置;兩個機械臂同步抓取由柔性光纖連接的兩個光纖陀螺零部件;
4、第一機械臂主動按照設定的方向運動,第二機械臂跟隨第一機械臂運動;跟隨運動的過程中,第二機械臂實時調整與第一機械臂之間的相對位置,保證兩者之間的相對距離小于光纖陀螺零部件之間的光纖長度、相對轉動一致、并且光纖陀螺零部件之間的光纖所受的力在預設安全范圍內。
5、進一步地,所述兩個機械臂同步抓取由柔性光纖連接的兩個光纖陀螺零部件,包括:兩個機械臂末端裝夾工具的張開信號和夾緊信號同時觸發。
6、進一步地,所述第二機械臂跟隨第一機械臂運動包括平動跟隨:
7、計算每個方向第一機械臂和第二機械臂末端相對原始位置移動量的差值,將差值作為pid控制器的輸入,得到第二機械臂在該方向速度分量;
8、通過坐標軸三方向計算,得到第二機械臂的平動矢量作為控制參數,按時間間隔循環刷新,保持第二機械臂跟隨第一機械臂平動。
9、進一步地,所述第二機械臂跟隨第一機械臂運動包括轉動跟隨:
10、當第一機械臂末端旋轉時,得到其末端相對于原始位置的轉動量drz1,計算與第二機械臂末端相對轉動量drz2的差值erz,將偏差值erz作為pid控制器的輸入,計算得到第二機械臂末端旋轉速度ωrz;
11、同時,計算第二機械臂相對于第一機械臂的理論坐標位置與實際坐標位置的偏差值(ex,ey);將(ex,ey)作為pid控制器的輸入控制第二機械臂末端vx,vy方向的速度分量,在第一機械臂末端旋轉的過程中保持第二機械臂跟隨運動;
12、將第一機械臂末端的旋轉角度結合第一機械臂、第二機械臂之間的距離通過與第二機械臂當前的角度和坐標計算偏差值,采用pid控制的方式輸出第二機械臂的控制速度。
13、進一步地,將k1tpax和k2fmax作為系統控制的預警值,其中k1和k2分別為0.0~1.0之間的設定系數;一旦實時采集到的力大于預警值,則啟動力調節,tmax和fpax分別為搬運過程中的扭矩和拉力的限定最大值。
14、進一步地,進一步地,所述力限制跟隨包括:
15、如果某個方向的拉力瞬時值f超出了預警值k2fmax,則計算得到位移調整量dl=kp(k2fmax-f),并將位移調整量參與平動跟隨和轉動跟隨的跟隨計算中;
16、如果是扭矩瞬時值trz超出了預警值k1tmax,則計算得到角度調整量dθ=kp(k1tmax-trz),將角度調整量參與到轉動跟隨的跟隨計算中;
17、其中,kp為比例調節系數。
18、進一步地,所述力限制跟隨包括:通過調節比例系數kp和設定系數k,可以調整力控制策略在拉力和扭矩響應上的優先級和靈敏度。
19、進一步地,所述光纖陀螺零部件的抓取方式包括機械性的夾緊或張開的方式或是氣壓吸取方式亦或是電磁吸取的方式。
20、進一步地,所述六維力傳感器用于采集機械臂末端的tx,ty,tz三個方向的扭矩,以及fx,fy,fz三個方向的拉壓力。
21、一種光纖陀螺裝配力控制設備,包括存儲器、處理器以及存儲在所述存儲器中并可在所述處理器上運行的計算機程序,所述的處理器執行所述的計算機程序時實現所述一種光纖陀螺裝配力控制方法的步驟。
22、本發明與現有技術相比的優點在于:
23、(1)本發明通過在協同搬運和裝配的兩個機械臂末端分別設置六維力/力矩傳感器來進行搬運、裝配全過程光纖張力控制的方法,克服了光纖陀螺自動裝配過程中光纖張力用張力傳感器難以實施的限制,實現了光纖陀螺光路自動裝配過程中有效的光纖受力保護;
24、(2)本發明通過兩個六維力/力矩傳感器的冗余控制方案,避免了剛柔混合器件在自動裝配設備中的受力干擾而導致的力控失效,實現了對剛柔混合器件的復雜裝配過程的高可靠的力控制;
25、(3)本發明通過增大力臂以放大光纖所受力矩、綜合利用力和力矩信息來進行光纖受力監控的方式,降低了在微力控制過程對力傳感器的力檢測精度的要求,實現了較高性價比的微力檢測。
技術特征:
1.一種光纖陀螺裝配力控制方法,用于第一機械臂和第二機械臂協同搬運光纖陀螺零部件,光纖陀螺零部件包括第一光纖陀螺零部件和第二光纖陀螺零部件,兩個部件之間有光纖相連,在運輸過程中,光纖的受力控制在安全范圍內;在第一機械臂和第二機械臂的末端都安裝有六維力傳感器,在六維力傳感器的另一端安裝有光纖陀螺零部件抓取裝置,其特征在于,所述控制方法包括:
2.根據權利要求1所述的一種光纖陀螺裝配力控制方法,其特征在于,所述兩個機械臂同步抓取由柔性光纖連接的兩個光纖陀螺零部件,包括:兩個機械臂末端裝夾工具的張開信號和夾緊信號同時觸發。
3.根據權利要求1所述的一種光纖陀螺裝配力控制方法,其特征在于,所述第二機械臂跟隨第一機械臂運動包括平動跟隨:
4.根據權利要求3所述的一種光纖陀螺裝配力控制方法,其特征在于,所述第二機械臂跟隨第一機械臂運動包括轉動跟隨:
5.根據權利要求4所述的一種光纖陀螺裝配力控制方法,其特征在于,將k1tmax和k2fmax作為系統控制的預警值,其中k1和k2分別為0.0~1.0之間的設定系數;一旦實時采集到的力大于預警值,則啟動力調節,tmax和fmax分別為搬運過程中的扭矩和拉力的限定最大值。
6.根據權利要求5所述的一種光纖陀螺裝配力控制方法,其特征在于,所述力限制跟隨包括:
7.根據權利要求6所述的一種光纖陀螺裝配力控制方法,其特征在于,所述力限制跟隨包括:通過調節比例系數kp和設定系數k,可以調整力控制策略在拉力和扭矩響應上的優先級和靈敏度。
8.根據權利要求1所述的一種光纖陀螺裝配力控制方法,其特征在于,所述光纖陀螺零部件的抓取方式包括機械性的夾緊或張開的方式或是氣壓吸取方式亦或是電磁吸取的方式。
9.根據權利要求1所述的一種光纖陀螺裝配力控制方法,其特征在于,所述六維力傳感器用于采集機械臂末端的tx,ty,tz三個方向的扭矩,以及fx,fy,fz三個方向的拉壓力。
10.一種光纖陀螺裝配力控制設備,包括存儲器、處理器以及存儲在所述存儲器中并可在所述處理器上運行的計算機程序,其特征在于:所述的處理器執行所述的計算機程序時實現如權利要求1~權利要求9任一所述方法的步驟。
技術總結
一種光纖陀螺裝配力控制方法,屬于光纖裝配技術領域,可實現光纖陀螺自動裝配的雙機械臂協作搬運光纖陀螺零部件的過程中,保持所搬運的光纖陀螺零部件之間的光纖的受力在要求范圍內,防止光纖陀螺零部件的光纖在搬運過程中受到損壞。雙機械臂包括兩個機械臂組件,所述的機械臂組件包括機械臂、六維力傳感器、光纖陀螺零部件抓取裝置、光纖陀螺零部件;兩個光纖陀螺零部件之間有光纖連接。本發明可實現兩個機械臂組件之間平動跟隨、轉動跟隨和力限制跟隨三種模式。
技術研發人員:孫媛,陶鈞,馮文帥,史雪松,郭偉利,郭萬超,李超,楊長望
受保護的技術使用者:北京航天時代光電科技有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!