一種半導(dǎo)體切筋成型設(shè)備的制作方法
本申請(qǐng)涉及半導(dǎo)體加工,特別涉及一種半導(dǎo)體切筋成型設(shè)備。
背景技術(shù):
1、在半導(dǎo)體制造領(lǐng)域,隨著電子產(chǎn)品小型化、高性能化的飛速發(fā)展,對(duì)半導(dǎo)體器件的生產(chǎn)效率與精度要求愈發(fā)嚴(yán)苛。傳統(tǒng)工藝在加工板上對(duì)半導(dǎo)體的布局上,通常采用了簡(jiǎn)單矩陣式布局,看似整齊排列的半導(dǎo)體卻缺乏有效的引導(dǎo)與定位結(jié)構(gòu)。在加工過程中,尤其是切斷半導(dǎo)體與加工板的連接后,半導(dǎo)體極易發(fā)生位置偏移。這不僅破壞了加工的連續(xù)性,使得后續(xù)工序銜接不暢,大大降低生產(chǎn)效率,同時(shí),還因位置的不確定性導(dǎo)致后續(xù)沖切、折彎操作的尺寸精度失控,從而影響產(chǎn)品的生產(chǎn)質(zhì)量。
技術(shù)實(shí)現(xiàn)思路
1、本申請(qǐng)旨在至少解決現(xiàn)有技術(shù)中存在的技術(shù)問題之一。為此,本申請(qǐng)?zhí)岢鲆环N半導(dǎo)體切筋成型設(shè)備,能夠提高產(chǎn)品的加工精度和加工效率。
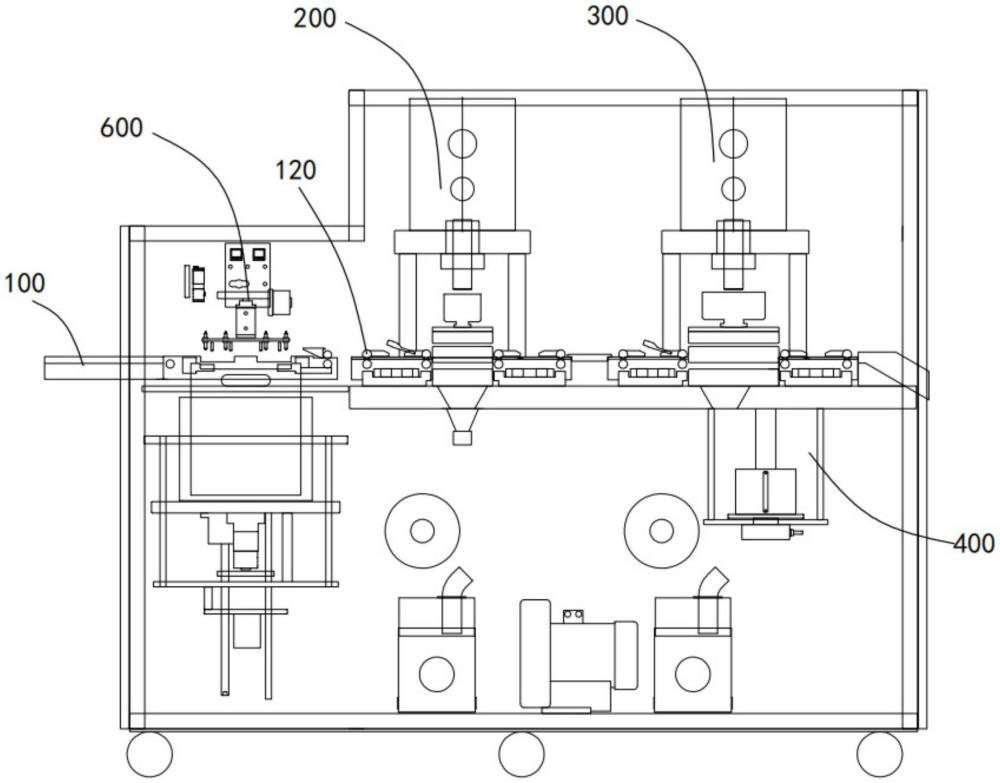
2、本申請(qǐng)?zhí)峁┝艘环N半導(dǎo)體切筋成型設(shè)備,包括:
3、直線輸送線,所述直線輸送線上放置有若干個(gè)加工板,所述加工板包括若干個(gè)加工窗口,所述加工窗口的長(zhǎng)度方向與所述直線輸送線的輸送方向一致,所述加工窗口內(nèi)設(shè)有若干個(gè)沿所述直線輸送線的輸送方向排列的半導(dǎo)體;所述半導(dǎo)體包括注塑外殼和引線框,所述引線框從所述注塑外殼的兩側(cè)伸出并與所述加工窗口的兩側(cè)邊緣處連接,相鄰所述半導(dǎo)體的所述注塑外殼之間通過第一連接件連接,靠近所述加工窗口端部的所述半導(dǎo)體的所述注塑外殼通過所述第一連接件與所述加工窗口的端部邊緣處連接;
4、第一沖切裝置,所述第一沖切裝置設(shè)置于所述直線輸送線的側(cè)旁,用于依次切除所有所述第一連接件,和所述注塑外殼其中一側(cè)的所述引線框與所述加工窗口之間的連接;
5、沖切折彎裝置,所述沖切折彎裝置設(shè)置于所述直線輸送線的側(cè)旁,且位于所述第一沖切裝置沿所述直線輸送線的輸送方向的后側(cè),用于依次切除所述注塑外殼另一側(cè)的所述引線框與所述加工窗口之間的連接,和將所述注塑外殼兩側(cè)的引線框折彎;
6、收料裝置,所述收料裝置設(shè)置于所述沖切折彎裝置沿所述直線輸送線的輸送方向的后端,用于收納完成切筋成型的所述半導(dǎo)體。
7、根據(jù)本申請(qǐng)實(shí)施例的半導(dǎo)體切筋成型設(shè)備,至少具有如下有益效果:在本申請(qǐng)中,加工板上獨(dú)特的加工窗口設(shè)計(jì)成為整個(gè)流程的關(guān)鍵布局基礎(chǔ),加工窗口的長(zhǎng)度方向與直線輸送線的輸送方向一致,半導(dǎo)體沿著此方向整齊排列在窗口內(nèi),半導(dǎo)體包括注塑外殼和引線框,引線框從注塑外殼的兩側(cè)伸出并與加工窗口的兩側(cè)邊緣處連接,相鄰半導(dǎo)體的注塑外殼之間通過第一連接件連接,靠近加工窗口端部的半導(dǎo)體的注塑外殼通過第一連接件與加工窗口的端部邊緣處連接。在生產(chǎn)時(shí),直線輸送線啟動(dòng),將放置有若干加工板的托盤平穩(wěn)地向前輸送,當(dāng)加工板移動(dòng)到第一沖切裝置下方時(shí),第一沖切裝置依次切除所有第一連接件,以及注塑外殼其中一側(cè)的引線框與加工窗口之間的連接,由于半導(dǎo)體被限定在加工窗口內(nèi),沖切過程中不會(huì)出現(xiàn)位置偏移,保證了高精度的沖切效果。緊接著,加工板繼續(xù)沿著直線輸送線前進(jìn),到達(dá)沖切折彎裝置處,沖切折彎裝置先切除注塑外殼另一側(cè)的引線框與加工窗口之間的連接,此時(shí)半導(dǎo)體雖已與加工板不存在直接的連接關(guān)系,但是因?yàn)榘雽?dǎo)體還依舊處于加工窗口內(nèi),加工窗口的端部推著里面的半導(dǎo)體移動(dòng),保證了半導(dǎo)體能夠有序隨著加工窗口移動(dòng),確保其順利進(jìn)入折彎工序。隨后沖切折彎裝置將注塑外殼兩側(cè)的引線框折彎,加工窗口對(duì)半導(dǎo)體的精準(zhǔn)定位使得沖切、折彎等工序的尺寸精度得到極大保障,同時(shí)由于加工窗口的作用,在沖切折彎時(shí)不需要重新定位,提高了產(chǎn)品的加工效率。最后,完成切筋成型的半導(dǎo)體隨著加工板移動(dòng)到收料裝置位置,成品半導(dǎo)體會(huì)自然掉落至收料裝置中,從而完成整個(gè)生產(chǎn)流程。除此之外,本申請(qǐng)還采用了直線輸送線的方式,避免了因轉(zhuǎn)彎移送而導(dǎo)致的加工停頓和位置調(diào)整,大幅縮短了每個(gè)半導(dǎo)體的加工時(shí)間,提升了整體加工效率。
8、根據(jù)本申請(qǐng)的一些實(shí)施例,所述直線輸送線包括兩條直線導(dǎo)軌和若干個(gè)傳動(dòng)輪,兩條所述直線導(dǎo)軌之間的間距小于所述加工板的寬度,若干個(gè)所述傳動(dòng)輪間隔設(shè)置于其中一個(gè)所述直線導(dǎo)軌上,相鄰兩個(gè)傳動(dòng)輪之間的間距小于所述加工板的長(zhǎng)度。
9、根據(jù)本申請(qǐng)的一些實(shí)施例,所述第一沖切裝置包括第一沖切模頭,所述第一沖切模頭的底部沿所述直線輸送線的輸送方向至少依次設(shè)有第一切割頭和第二切割頭,所述第一切割頭用于切除所有所述第一連接件,所述第二切割頭用于切除所述注塑外殼其中一側(cè)的所述引線框與所述加工窗口之間的連接。
10、根據(jù)本申請(qǐng)的一些實(shí)施例,所述沖切折彎裝置包括沖切折彎模頭和底板,所述底板位于兩條所述直線導(dǎo)軌下方,所述沖切折彎模頭位于所述底板的上方,所述沖切折彎模頭用于依次切除所述注塑外殼另一側(cè)的所述引線框與所述加工窗口之間的連接,和將所述注塑外殼兩側(cè)的引線框折彎,所述底板用于承托從所述加工板掉落的所述半導(dǎo)體,且掉落的所述半導(dǎo)體的上表面高于所述加工窗口的位置,以使隨著所述直線輸送線的傳動(dòng),所述加工窗口的端部能夠推動(dòng)所述半導(dǎo)體移動(dòng)。
11、根據(jù)本申請(qǐng)的一些實(shí)施例,所述沖切折彎模頭的底部沿所述直線輸送線的輸送方向依次設(shè)有第三切割頭和若干個(gè)折彎頭,所述第三切割頭用于切除所述注塑外殼另一側(cè)的所述引線框與所述加工窗口之間的連接,若干個(gè)所述折彎頭分別用于將所述注塑外殼兩側(cè)的引線框進(jìn)行不同程度的折彎,所述底板在所述第三切割頭的切割位置處和所述折彎頭的折彎位置處均設(shè)有避讓槽。
12、根據(jù)本申請(qǐng)的一些實(shí)施例,在沖切前,所述沖切折彎模頭和所述底板之間的距離為第一間距,所述第一間距大于所述半導(dǎo)體在折彎前的高度,且所述第一間距小于兩倍所述半導(dǎo)體在折彎前的高度。
13、根據(jù)本申請(qǐng)的一些實(shí)施例,所述收料裝置設(shè)置于所述底板沿所述直線輸送線的輸送方向的后端,用于接收從所述底板上掉落的已完成折彎的所述半導(dǎo)體。
14、根據(jù)本申請(qǐng)的一些實(shí)施例,還包括第一圖像識(shí)別模組和第一取料模組,所述底板的長(zhǎng)度大于所述沖切折彎模頭的長(zhǎng)度,所述第一圖像識(shí)別模組和所述第一取料模組設(shè)置于所述沖切折彎模頭沿所述直線輸送線的輸送方向的后側(cè),且位于所述底板的上方;所述第一圖像識(shí)別模組用于采集從所述沖切折彎模頭傳輸出來的所述半導(dǎo)體的第一圖像信息,所述第一取料模組用于根據(jù)所述第一圖像信息,將從所述沖切折彎模頭傳輸出來中不達(dá)標(biāo)的所述半導(dǎo)體取出。
15、根據(jù)本申請(qǐng)的一些實(shí)施例,還包括上料裝置,所述上料裝置設(shè)置于所述直線輸送線的側(cè)旁,且位于所述第一沖切裝置沿所述直線輸送線的輸送方向的前側(cè),用于將已完成引線焊接和塑封的加工板移送至所述直線輸送線上。
16、根據(jù)本申請(qǐng)的一些實(shí)施例,所述上料裝置包括第二圖像識(shí)別模組和第二取料模組,所述第二取料模組用于抓取已完成引線焊接和塑封的加工板,所述第二圖像識(shí)別模組用于采集所述第二取料模組所抓取的所述加工板的第二圖像信息,所述第二取料模組還用于根據(jù)所述第二圖像信息對(duì)抓取的所述加工板進(jìn)行導(dǎo)正,并移送至所述直線輸送線上。
17、本申請(qǐng)的附加方面和優(yōu)點(diǎn)將在下面的描述中部分給出,部分將從下面的描述中變得明顯,或通過本申請(qǐng)的實(shí)踐了解到。
技術(shù)特征:
1.一種半導(dǎo)體切筋成型設(shè)備,其特征在于,包括:
2.根據(jù)權(quán)利要求1所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述直線輸送線包括兩條直線導(dǎo)軌和若干個(gè)傳動(dòng)輪,兩條所述直線導(dǎo)軌之間的間距小于所述加工板的寬度,若干個(gè)所述傳動(dòng)輪間隔設(shè)置于其中一個(gè)所述直線導(dǎo)軌上,相鄰兩個(gè)傳動(dòng)輪之間的間距小于所述加工板的長(zhǎng)度。
3.根據(jù)權(quán)利要求2所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述第一沖切裝置包括第一沖切模頭,所述第一沖切模頭的底部沿所述直線輸送線的輸送方向至少依次設(shè)有第一切割頭和第二切割頭,所述第一切割頭用于切除所有所述第一連接件,所述第二切割頭用于切除所述注塑外殼其中一側(cè)的所述引線框與所述加工窗口之間的連接。
4.根據(jù)權(quán)利要求2所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述沖切折彎裝置包括沖切折彎模頭和底板,所述底板位于兩條所述直線導(dǎo)軌下方,所述沖切折彎模頭位于所述底板的上方,所述沖切折彎模頭用于依次切除所述注塑外殼另一側(cè)的所述引線框與所述加工窗口之間的連接,和將所述注塑外殼兩側(cè)的引線框折彎,所述底板用于承托從所述加工板掉落的所述半導(dǎo)體,且掉落的所述半導(dǎo)體的上表面高于所述加工窗口的位置,以使隨著所述直線輸送線的傳動(dòng),所述加工窗口的端部能夠推動(dòng)所述半導(dǎo)體移動(dòng)。
5.根據(jù)權(quán)利要求4所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述沖切折彎模頭的底部沿所述直線輸送線的輸送方向依次設(shè)有第三切割頭和若干個(gè)折彎頭,所述第三切割頭用于切除所述注塑外殼另一側(cè)的所述引線框與所述加工窗口之間的連接,若干個(gè)所述折彎頭分別用于將所述注塑外殼兩側(cè)的引線框進(jìn)行不同程度的折彎,所述底板在所述第三切割頭的切割位置處和所述折彎頭的折彎位置處均設(shè)有避讓槽。
6.根據(jù)權(quán)利要求4所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,在沖切前,所述沖切折彎模頭和所述底板之間的距離為第一間距,所述第一間距大于所述半導(dǎo)體在折彎前的高度,且所述第一間距小于兩倍所述半導(dǎo)體在折彎前的高度。
7.根據(jù)權(quán)利要求4所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述收料裝置設(shè)置于所述底板沿所述直線輸送線的輸送方向的后端,用于接收從所述底板上掉落的已完成折彎的所述半導(dǎo)體。
8.根據(jù)權(quán)利要求7所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,還包括第一圖像識(shí)別模組和第一取料模組,所述底板的長(zhǎng)度大于所述沖切折彎模頭的長(zhǎng)度,所述第一圖像識(shí)別模組和所述第一取料模組設(shè)置于所述沖切折彎模頭沿所述直線輸送線的輸送方向的后側(cè),且位于所述底板的上方;所述第一圖像識(shí)別模組用于采集從所述沖切折彎模頭傳輸出來的所述半導(dǎo)體的第一圖像信息,所述第一取料模組用于根據(jù)所述第一圖像信息,將從所述沖切折彎模頭傳輸出來中不達(dá)標(biāo)的所述半導(dǎo)體取出。
9.根據(jù)權(quán)利要求1所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,還包括上料裝置,所述上料裝置設(shè)置于所述直線輸送線的側(cè)旁,且位于所述第一沖切裝置沿所述直線輸送線的輸送方向的前側(cè),用于將已完成引線焊接和塑封的加工板移送至所述直線輸送線上。
10.根據(jù)權(quán)利要求9所述的半導(dǎo)體切筋成型設(shè)備,其特征在于,所述上料裝置包括第二圖像識(shí)別模組和第二取料模組,所述第二取料模組用于抓取已完成引線焊接和塑封的加工板,所述第二圖像識(shí)別模組用于采集所述第二取料模組所抓取的所述加工板的第二圖像信息,所述第二取料模組還用于根據(jù)所述第二圖像信息對(duì)抓取的所述加工板進(jìn)行導(dǎo)正,并移送至所述直線輸送線上。
技術(shù)總結(jié)
本申請(qǐng)公開了一種半導(dǎo)體切筋成型設(shè)備,包括:直線輸送線、第一沖切裝置、沖切折彎裝置和收料裝置,直線輸送線上放置有加工板,加工板包括若干加工窗口,加工窗口的長(zhǎng)度方向與輸送方向一致,加工窗口內(nèi)設(shè)有若干個(gè)沿輸送方向排列的半導(dǎo)體;半導(dǎo)體包括注塑外殼和引線框,引線框與加工窗口的兩側(cè)連接,相鄰的注塑外殼之間通過第一連接件連接,靠近加工窗口端部的注塑外殼通過第一連接件與加工窗口的端部連接;第一沖切裝置設(shè)置用于依次切除所有第一連接件,和注塑外殼其中一側(cè)的引線框與加工窗口之間的連接;沖切折彎裝置用于依次切除注塑外殼另一側(cè)的引線框與加工窗口之間的連接,和將注塑外殼兩側(cè)的引線框折彎。本申請(qǐng)能夠提高加工精度和加工效率。
技術(shù)研發(fā)人員:黃美林,李建興
受保護(hù)的技術(shù)使用者:廣東臺(tái)進(jìn)半導(dǎo)體科技有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!