一種塔機標準節的自動化焊接機構的制作方法
本發明涉及塔機標準節的自動化加工設備領域,具體涉及一種塔機標準節的自動化焊接機構。
背景技術:
1、以前的塔機標準節的加工主要是通過旋轉裝夾工裝將四根主肢呈矩形陣列安裝在旋轉裝夾工裝上,通過人工將支撐桿擺放到主肢之間,通過焊接工作人員將支撐桿焊接在主肢上,這樣在焊接的時候,需要一個工作人員進行擺搭,另外一個工作人員進行焊接,這樣焊接需要兩個工作人員配合,這樣焊接效率比較低,同時人工成本比較高,當標準節比較大,工作人員拿不起支撐桿,這樣需要通過桁車進行搬運擺搭,這樣效率更加的低。
技術實現思路
1、針對上述現有技術的不足,本發明提出了一種塔機標準節的自動化焊接機構,便于實現支撐桿的自動擺搭與焊接,這樣提高標準節的加工效率,無需人工操作。
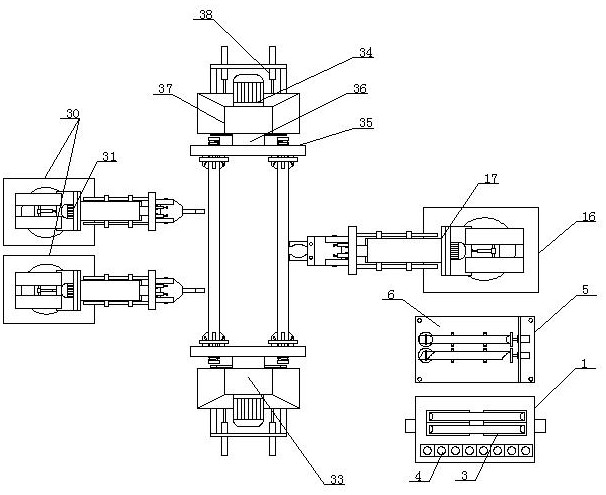
2、為實現上述目的,本發明的方案:一種塔機標準節的自動化焊接機構,包括支撐桿放置機構、支撐桿對位機構、夾取機構、點焊機構與焊接機構,其中在支撐對位機構的一側設置有支撐桿放置機構,在支撐桿放置機構上放置有一組標準節需要的多種支撐桿,在支撐桿對位機構一側設置有夾取機構夾取機構即為六軸工業機械臂,通過六軸工業機械臂對支撐桿夾取搬運,在地面上安裝有旋轉裝夾工裝,旋轉裝夾工裝對四根主肢裝夾,通過六軸工業機械臂夾持支撐桿擺搭在主肢上,在旋轉裝夾工裝上下兩端設置有能夠升降的點焊機構,點焊機構對支撐桿與主肢進行點焊,在旋轉裝夾工裝一側設置有焊接機構,焊接機構即為焊接機器人,通過焊接機構進行滿焊。
3、優選地,支撐桿放置機構包括安裝座、放置槽與插槽,在地面設置有安裝座,在安裝座上設置有兩道放置槽,在放置槽內放置有正支撐桿,在安裝座上還有設置插槽,在其中斜支撐桿插入到插槽內,通過六軸工業機械臂對放置槽內的正支撐桿與插槽內的斜支撐桿進行夾取;支撐桿對位機構包括對位板、頂升組件與對位模塊,安裝座的一側地面上安裝有對位板,在對位板一端安裝有多組頂升組件,在對位板的另外一端安裝有多組對位模塊,其中每組對位模塊與頂升組件相對設置,在對位板上安裝有多組并排設置的v型托槽,v型托槽位于對位模塊與頂升組件之間。
4、優選地,對位模塊包括旋轉盤、半圓柱對位頭與圓柱斜面對位頭,在對位板上安裝有多組通過步進電機驅動的旋轉盤,在旋轉盤安裝有對應的半圓柱對位頭或者圓柱斜面對位頭,通過半圓柱對位頭或者圓柱斜面分別對正支撐桿與斜支撐桿進行對位,頂升組件即為通過氣缸驅動的頂升板,通過頂升實現正支撐桿、斜支撐桿推頂端面與對位模塊對位,保證六軸工業機械臂夾取正支撐桿與斜支撐桿的位置。
5、優選地,在旋轉盤上還安裝有定位平板或定位斜面,其中定位平面與半圓柱對位頭安裝在同一個旋轉盤上,定位斜面與圓柱斜面對位頭安裝在同一個旋轉盤上,通過旋轉盤的旋轉來切換對位模塊來應對不用的標準節。
6、優選地,點焊機構分為頂部點焊組件、底部點焊組件與焊接架,其中在旋轉裝夾工裝的上方與下方分別安裝有頂部點焊組件、底部點焊組件,頂部點焊機構與底部點焊機構均包括滑動軌道、焊接滑座、通過步進電機驅動絲杠與點焊模塊,在頂部點焊組件的滑動軌道通過懸桿安裝在旋轉裝夾工裝的上方,底部點焊組件安裝在地面上且底部點焊組件裝夾工裝的上方,在滑動軌道與地面或者懸桿之間設置平移組件,每道滑動軌道上安裝有在滑動軌道上平移的焊接滑座,在焊接滑座與滑動軌道之間安裝有絲杠,通過絲杠驅動焊接滑座移動,在焊接滑座上安裝有點焊模塊,點焊模塊包括點焊筆、伸縮桿與擺動組件,在每個焊接滑座上安裝有一根伸縮桿,在每根伸縮遠離焊接滑座的一端鉸接有焊接筆,在伸縮桿與焊接滑座之間設置有伸縮組件,在伸縮桿與焊接筆之間設置有擺動組件。
7、優選地,旋轉裝機工裝包括旋轉組件與夾緊頭,其中旋轉組件為兩組且兩組旋轉組件相對設置,旋轉組件包括旋轉板、轉軸與夾緊座,在旋轉板的背面上安裝有轉軸,轉軸穿過夾緊座且夾緊座與轉軸旋轉配合,在轉軸上安裝有驅動轉軸旋轉的電機,在夾緊座與地面之間安裝有移動組件,通過移動組件實現旋轉組件對主肢兩端夾緊,在每組旋轉組件上安裝有多個呈環形陣列分布的夾緊頭,每個夾緊頭分成四個夾緊塊與抵緊板,抵緊板與旋轉組件滑動配合,在抵緊板與旋轉組件之間設置有彈簧,在抵緊板上開有四道滑槽,在每道滑槽內安裝有一塊夾緊塊,夾緊塊的一端在旋轉板上,在夾緊塊上開有向外側傾斜的斜槽,在斜槽內卡入有滑動桿,滑動桿固定在滑槽內壁上。
8、與現有技術相比,本發明的優點在于:便于實現支撐桿的自動擺搭與焊接,這樣提高標準節的加工效率,無需人工操作。
技術特征:
1.一種塔機標準節的自動化焊接機構,包括支撐桿放置機構、支撐桿對位機構、夾取機構、點焊機構與焊接機構,其特征在于,其中在支撐對位機構的一側設置有支撐桿放置機構,在支撐桿放置機構上放置有一組標準節需要的多種支撐桿,在支撐桿對位機構一側設置有夾取機構夾取機構即為六軸工業機械臂,通過六軸工業機械臂對支撐桿夾取搬運,在地面上安裝有旋轉裝夾工裝,旋轉裝夾工裝對四根主肢裝夾,通過六軸工業機械臂夾持支撐桿擺搭在主肢上,在旋轉裝夾工裝上下兩端設置有能夠升降的點焊機構,點焊機構對支撐桿與主肢進行點焊,在旋轉裝夾工裝一側設置有焊接機構,焊接機構即為焊接機器人,通過焊接機構進行滿焊。
2.根據權利要求1所述的一種塔機標準節的自動化焊接機構,其特征在于,支撐桿放置機構包括安裝座、放置槽與插槽,在地面設置有安裝座,在安裝座上設置有兩道放置槽,在放置槽內放置有正支撐桿,在安裝座上還有設置插槽,在其中斜支撐桿插入到插槽內,通過六軸工業機械臂對放置槽內的正支撐桿與插槽內的斜支撐桿進行夾取;支撐桿對位機構包括對位板、頂升組件與對位模塊,安裝座的一側地面上安裝有對位板,在對位板一端安裝有多組頂升組件,在對位板的另外一端安裝有多組對位模塊,其中每組對位模塊與頂升組件相對設置,在對位板上安裝有多組并排設置的v型托槽,v型托槽位于對位模塊與頂升組件之間。
3.根據權利要求2所述的一種塔機標準節的自動化焊接機構,其特征在于,對位模塊包括旋轉盤、半圓柱對位頭與圓柱斜面對位頭,在對位板上安裝有多組通過步進電機驅動的旋轉盤,在旋轉盤安裝有對應的半圓柱對位頭或者圓柱斜面對位頭,通過半圓柱對位頭或者圓柱斜面分別對正支撐桿與斜支撐桿進行對位,頂升組件即為通過氣缸驅動的頂升板,通過頂升實現正支撐桿、斜支撐桿推頂端面與對位模塊對位,保證六軸工業機械臂夾取正支撐桿與斜支撐桿的位置。
4.根據權利要求3所述的一種塔機標準節的自動化焊接機構,其特征在于,在旋轉盤上還安裝有定位平板或定位斜面,其中定位平面與半圓柱對位頭安裝在同一個旋轉盤上,定位斜面與圓柱斜面對位頭安裝在同一個旋轉盤上,通過旋轉盤的旋轉來切換對位模塊來應對不用的標準節。
5.根據權利要求4所述的一種塔機標準節的自動化焊接機構,其特征在于,點焊機構分為頂部點焊組件、底部點焊組件與焊接架,其中在旋轉裝夾工裝的上方與下方分別安裝有頂部點焊組件、底部點焊組件,頂部點焊機構與底部點焊機構均包括滑動軌道、焊接滑座、通過步進電機驅動絲杠與點焊模塊,在頂部點焊組件的滑動軌道通過懸桿安裝在旋轉裝夾工裝的上方,底部點焊組件安裝在地面上且底部點焊組件裝夾工裝的上方,在滑動軌道與地面或者懸桿之間設置平移組件,每道滑動軌道上安裝有在滑動軌道上平移的焊接滑座,在焊接滑座與滑動軌道之間安裝有絲杠,通過絲杠驅動焊接滑座移動,在焊接滑座上安裝有點焊模塊,點焊模塊包括點焊筆、伸縮桿與擺動組件,在每個焊接滑座上安裝有一根伸縮桿,在每根伸縮遠離焊接滑座的一端鉸接有焊接筆,在伸縮桿與焊接滑座之間設置有伸縮組件,在伸縮桿與焊接筆之間設置有擺動組件。
6.根據權利要求5所述的一種塔機標準節的自動化焊接機構,其特征在于,旋轉裝機工裝包括旋轉組件與夾緊頭,其中旋轉組件為兩組且兩組旋轉組件相對設置,旋轉組件包括旋轉板、轉軸與夾緊座,在旋轉板的背面上安裝有轉軸,轉軸穿過夾緊座且夾緊座與轉軸旋轉配合,在轉軸上安裝有驅動轉軸旋轉的電機,在夾緊座與地面之間安裝有移動組件,通過移動組件實現旋轉組件對主肢兩端夾緊,在每組旋轉組件上安裝有多個呈環形陣列分布的夾緊頭,每個夾緊頭分成四個夾緊塊與抵緊板,抵緊板與旋轉組件滑動配合,在抵緊板與旋轉組件之間設置有彈簧,在抵緊板上開有四道滑槽,在每道滑槽內安裝有一塊夾緊塊,夾緊塊的一端在旋轉板上,在夾緊塊上開有向外側傾斜的斜槽,在斜槽內卡入有滑動桿,滑動桿固定在滑槽內壁上。
技術總結
本發明公開了一種塔機標準節的自動化焊接機構,包括支撐桿放置機構、支撐桿對位機構、夾取機構、點焊機構與焊接機構,其中在支撐對位機構的一側設置有支撐桿放置機構,在支撐桿放置機構上放置有一組標準節需要的多種支撐桿,在支撐桿對位機構一側設置有夾取機構夾取機構即為六軸工業機械臂,通過六軸工業機械臂對支撐桿夾取搬運,在地面上安裝有旋轉裝夾工裝;便于實現支撐桿的自動擺搭與焊接,這樣提高標準節的加工效率,無需人工操作。
技術研發人員:劉松平,劉洋
受保護的技術使用者:臨澧金華天機械制造有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!