一種超高附著力的細線路金屬網格結構及其制備方法與流程
本發明涉及觸控屏的,尤其涉及一種超高附著力的細線路金屬網格結構及其制備方法。
背景技術:
1、常規metal?mesh金屬網格觸摸屏主要由原材料銅材經過涂布光刻膠、曝光、顯影、蝕刻、剝膜等制程制備出具有一定線寬線距的邊緣走線和一定mesh線寬的面內金屬網格圖案。隨著產品技術升級和超薄超窄邊框產品的市場需求,行業內對金屬網格的邊緣走線和面內金屬網格的mesh線的要求越來越高,邊緣走線的線寬線距由15um/15um逐步降低至6um/6um,面內金屬網格的mesh線寬由3.5um~5.5um降低至1um~2um,線路越細。
2、現有金屬網格的結構如圖1所示,由正銅層10、pet基材1、背銅層11組成。在pet基材1雙面進行黑化處理,在黑化層表面進行鍍銅,再在銅表面進行黑化處理,由于黑化層的厚度相對銅層厚度較薄,可以將pet正面和背面的黑化層-銅-黑化層三層鍍層簡單的統稱為銅層,即銅與黑化層之間的附著力、黑化層與pet之間的附著力可以認為是銅與pet基材之間的附著力。而銅與pet基材之間的附著力由于線路越細,就會相對越差,更容易出現銅斷線、折傷等異常現象,影響產品電性,降低制程良率。
技術實現思路
1、本發明目的是為了克服現有技術的不足而提供一種超高附著力的細線路金屬網格結構及其制備方法,銅不易斷線折傷,產品電性好,良率高。
2、為達到上述目的,本發明采用的技術方案是:一種超高附著力的細線路金屬網格結構,包括pet基材;所述pet基材的正面從上到下依次貼設有保護層、銅層、活性涂層和預涂層;所述pet基材的背面從下到上依次貼設有保護層、銅層、活性涂層和預涂層。
3、在一實施例中,所述銅層包括上下依次設置的第一黑化層、銅和第二黑化層。
4、在一實施例中,所述保護層為聚氨酯涂層,所述活性涂層為聚乙烯亞胺涂層,所述預涂層為二氧化硅涂層。
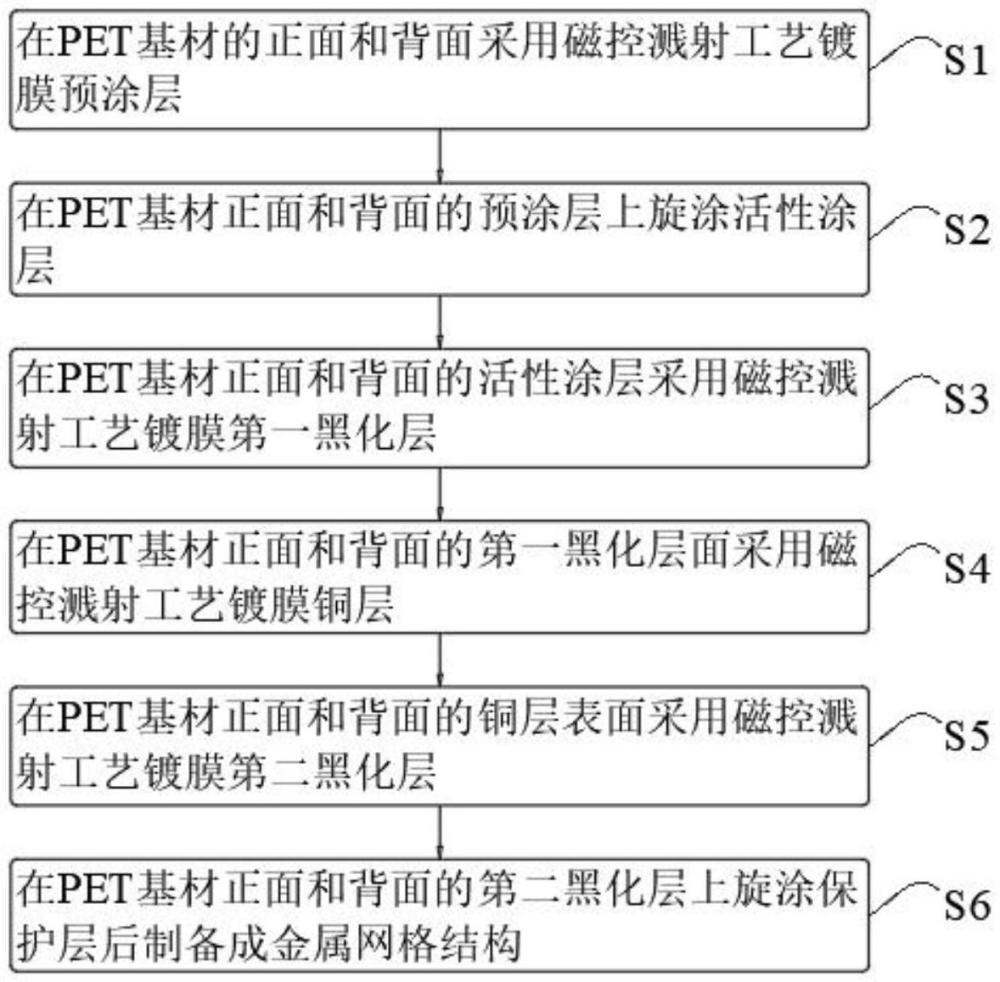
5、一種超高附著力的細線路金屬網格結構的制備方法,包括如下步驟:
6、s1、在pet基材的正面和背面采用磁控濺射工藝鍍膜銅層:
7、s2、在pet基材正面和背面的預涂層上旋涂活性涂層;
8、s2、在pet基材正面和背面的活性涂層采用磁控濺射工藝鍍膜第一黑化層;
9、s4、在pet基材正面和背面的第一黑化層面采用磁控濺射工藝鍍膜銅層;
10、s5、在pet基材正面和背面的銅層表面采用磁控濺射工藝鍍膜第二黑化層;
11、s6、在pet基材正面和背面的第二黑化層上旋涂保護層后制備成金屬網格結構。
12、在一實施例中,在步驟s1中,當預涂層為二氧化硅時,二氧化硅鍍層的制備方法包括如下步驟:
13、s1a、去除pet基材表面的雜質,設置基底溫度40℃;
14、s1b、將系統真空度將至6*10-4pa以下,通入0sccm~30sccm流量的氬氣和2sccm~10sccm流量的氧氣的混合氣體,穩定工作壓力至0.25pa;
15、s1c、設置系統rf射頻功率為150w,濺射速率0.2nm/s,濺射時間100s,設置靶材與pet基材距離60mm,然后磁控濺射出30nm厚度的二氧化硅鍍層。
16、在一實施例中,在步驟s2中,當活性涂層為聚乙烯亞胺涂層時,聚乙烯亞胺涂層的制備方法包括如下步驟:
17、s2a、在0.5wt%濃度聚乙烯亞胺溶液中加入稀鹽酸或者氨水調節ph值為6~7;
18、s2b、加入質量比10%的戊二醛交聯劑和0.01%~0.05%濃度的十二烷基硫酸鈉表面活性劑,配制成旋涂溶液;
19、s2c、在轉速3000rpm、旋涂時間45s條件下在鍍有預涂層的pet正面和背面涂布30nm的活性層,涂布后在70℃溫度下固化10min后制備出聚乙烯亞胺涂層。
20、在一實施例中,在步驟s3中,第一黑化層的制備方法包括如下步驟:
21、s3a、將真空度將至5x?10-4pa~6x?10-4pa,靶材選用高純度>99.99%的氧化銅靶材,通入氬氧氣-氬氣混合氣體,濺射氣體的工作壓力范圍為0.3pa~0.6pa;
22、s3b、設置系統rf射頻功率為50w~150w,濺射速率0.3nm/s~0.5nm/s,濺射時間100s~333s,設置氧化銅靶材與pet基材表面距離10cm~15cm,然后磁控濺射出50nm~100nm的第一黑化層。
23、在一實施例中,在步驟s4中,銅層的制備方法包括如下步驟:
24、s4a、將系統真空度將至5x?10-4pa~6x?10-4pa,靶材選用高純度>99.99%的銅靶材,通入高純度>99.99%的氬氣,濺射氣體的工作壓力范圍為0.2pa~0.5pa;
25、s4b、設置系統rf射頻功率為100w~200w,濺射速率1nm/s~2nm/s,濺射時間200s~600s,設置銅靶材與pet基材表面距離10cm~15cm,然后磁控濺射出400nm~600nm厚度的銅層。
26、在一實施例中,在s5步驟中,第二黑化層的制備方法與第一黑化層的制備方法相通。
27、在一實施例中,在步驟s6中,當保護層為聚氨酯涂層時,聚氨酯涂層的制備方法包括如下步驟:
28、s6a、在2wt%濃度聚乙烯亞胺溶液中加入0.01%~0.05%濃度的十二烷基硫酸鈉表面活性劑,配制成旋涂溶液;
29、s6b、在轉速2500rpm、旋涂時間40s條件下在pet基材正面和背面的銅層表面涂布30nm的保護層,涂布后在80℃溫度下固化15min,制備出聚氨酯涂層。
30、由于上述技術方案的運用,本發明與現有技術相比具有下列優點:
31、本發明的超高附著力的細線路金屬網格結構及其制備方法,其制備的金屬網格結構中,在pet基材雙面鍍膜一層二氧化硅預涂層,提高了pet基材表面張力,增強銅層的附著力;涂布有機聚合物活性涂層,通過化學鍵作用進一步增強銅層與pet基材的結合強度;銅層的表面涂布聚氨酯保護層,隔絕濕氣和氧化性氣體,提高銅層的耐久性和穩定性,從而可以避免銅斷線、折傷等異常現象,提高制程良率。
技術特征:
1.一種超高附著力的細線路金屬網格結構,其特征在于,包括pet基材;所述pet基材的正面從上到下依次貼設有保護層、銅層、活性涂層和預涂層;所述pet基材的背面從下到上依次貼設有保護層、銅層、活性涂層和預涂層。
2.如權利要求1所述的超高附著力的細線路金屬網格結構,其特征在于:所述銅層包括上下依次設置的第一黑化層、銅和第二黑化層。
3.如權利要求1所述的超高附著力的細線路金屬網格結構,其特征在于:所述保護層為聚氨酯涂層,所述活性涂層為聚乙烯亞胺涂層,所述預涂層為二氧化硅涂層。
4.如權利要求2所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,包括如下步驟:
5.如權利要求4所述的超高附著力的細線路金屬網格結構的制備方法,其特征在于,包括如下步驟:在步驟s1中,當預涂層為二氧化硅時,二氧化硅鍍層的制備方法包括如下步驟:
6.如權利要求4所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,在步驟s2中,當活性涂層為聚乙烯亞胺涂層時,聚乙烯亞胺涂層的制備方法包括如下步驟:
7.如權利要求4所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,在步驟s3中,第一黑化層的制備方法包括如下步驟:
8.如權利要求4所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,在步驟s4中,銅層的制備方法包括如下步驟:
9.如權利要求7所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,在s5步驟中,第二黑化層的制備方法與第一黑化層的制備方法相通。
10.如權利要求4所述的一種超高附著力的細線路金屬網格結構的制備方法,其特征在于,在步驟s6中,當保護層為聚氨酯涂層時,聚氨酯涂層的制備方法包括如下步驟:
技術總結
本發明公開了一種超高附著力的細線路金屬網格結構及其制備方法,上述超高附著力的細線路金屬網格結構包括PET基材;PET基材的正面從上到下依次貼設有保護層、銅層、活性涂層和預涂層;PET基材的背面從下到上依次貼設有保護層、銅層、活性涂層和預涂層;銅層包括上下依次設置的第一黑化層、銅和第二黑化層;保護層為聚氨酯涂層,活性涂層為聚乙烯亞胺涂層,預涂層為二氧化硅涂層;本發明制備的金屬網格在PET基材雙面鍍膜二氧化硅預涂層,提高PET基材表面張力,增強銅層的附著力;涂布聚乙烯亞胺涂層進一步增強銅層與PET基材的結合強度;銅層的表面涂布聚氨酯保護層,提高銅層的耐久和穩定性,避免銅斷線和折傷等,提高制程良率。
技術研發人員:李建軍
受保護的技術使用者:牧東光電科技有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!