一種高質量連鑄板坯生產65MnCr的方法與流程
本發明涉及連鑄,具體涉及一種高質量連鑄板坯生產65mncr的方法。
背景技術:
1、65mncr是一種優質碳素結構鋼,其成分c:0.62~0.70,si:0.12~0.37,mn:0.9~1.2,p:≤0.035,s≤0.035,cr:0.30~0.50,alt:0.015~0.060。該鋼種碳含量高,合金含量較大,在板坯生產過程中,鑄坯質量控制比較困難,尤其是鑄坯內部質量和鑄坯表面質量的控制。
2、綜上所述,現有技術中存在以下問題:連鑄板坯生產65mncr時,如何提高鑄坯內部質量和鑄坯表面質量。
技術實現思路
1、本發明的目的是為了解決在連鑄板坯生產65mncr時,如何提高鑄坯內部質量和鑄坯表面質量的問題。
2、為此,本發明實施例提供了一種連鑄板坯生產65mncr的方法,尤其是一種高質量連鑄板坯生產65mncr的方法,所述方法包括:
3、鑄坯表面質量的控制和鑄坯內部質量控制;
4、其中,鑄坯表面質量的控制包括:
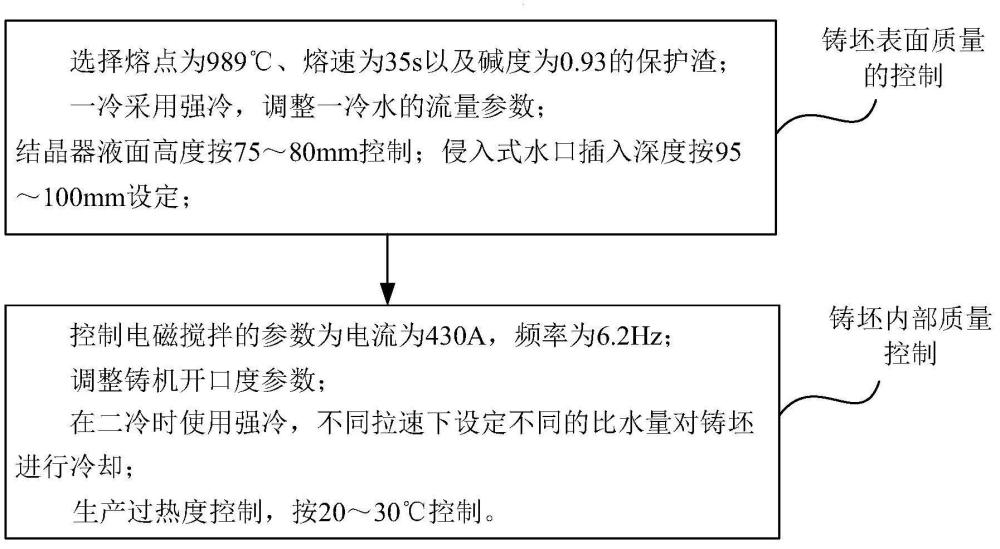
5、選擇熔點為989℃、熔速為35s以及堿度為0.93的保護渣;
6、一冷采用強冷,調整一冷水的流量參數;
7、結晶器液面高度按75~80mm控制;侵入式水口插入深度按95~100mm設定;
8、鑄坯內部質量控制包括:
9、控制電磁攪拌的參數為電流為430a,頻率為6.2hz;
10、調整鑄機開口度參數;
11、在二冷時使用強冷,不同拉速下設定不同的比水量對鑄坯進行冷卻;
12、生產過熱度控制,按20~30℃控制。
13、具體的,調整保護渣的化學成分為:
14、sio2:29.22%、a12o3:2.98%、ca0:7.32%、mgo:3.26%、fe203:0.80%、na20:14.54%、f:6.21%、c:9.28%;
15、控制保護渣的含水量為0.23%。
16、具體的,一冷采用結晶器,調整一冷水的流量為:寬面流量為3950l/min,寬面流速7.28m/s,窄面流量為550l/min,窄面流速為9.26m/s。
17、具體的,控制結晶器液面高度為75~80mm。
18、具體的,設置侵入式水口插入深度為95~100mm。
19、具體的,在二冷時,
20、當拉速為0.4m/min時,控制比水量為0.99l/kg;
21、當拉速為0.5m/min時,控制比水量為0.95l/kg;
22、當拉速為0.6m/min時,控制比水量為0.90l/kg;
23、當拉速為0.7m/min時,控制比水量為0.88l/kg;
24、當拉速為0.8m/min時,控制比水量為0.85l/kg。
25、具體的,在二冷時,
26、當拉速為0.4m/min時,控制總水量為905l;
27、當拉速為0.5m/min時,控制總水量為1093l;
28、當拉速為0.6m/min時,控制總水量為1240l;
29、當拉速為0.7m/min時,控制總水量為1415l;
30、當拉速為0.8m/min時,控制總水量為1555l。
31、具體的,將鑄機設置為13段,把第2段的鑄機開口度設置為入口值為245.3mm、出口值為244.9mm;把第3段的鑄機開口度設置為入口值為244.9mm、出口值為244.5mm;把4段的鑄機開口度設置為入口值為244.5mm、出口值為244.1mm;把13段的鑄機開口度設置為入口值為238mm、出口值為238mm。
32、具體的,使用打結料包蓋進行保溫,控制生產過程中間包的過熱度為20℃~30℃。
33、具體的,控制中間包烘烤的時間為6小時。
34、產生的有益效果是:采用本發明的技術方案生產65mncr(成分按重量百分比為c:0.62~0.70,si:0.12~0.37,mn:0.9~1.2,p:≤0.035,s≤0.035,cr:0.30~0.50,alt:0.015~0.060)時,通過對保護渣的選擇,對一冷參數、結晶器液面高度、侵入式水口插入深度、電攪(電磁攪拌)參數、二冷水參數、輕壓下參數和生產過熱度的控制,最終生產的65mncr的內部質量達到優質,表面質量正常。鑄坯表面縱裂率為0,鑄坯的角部裂紋率為0,鑄坯中心偏析達到優質,中心偏析c0.5。
技術特征:
1.一種高質量連鑄板坯生產65mncr的方法,其特征在于,所述方法包括:
2.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,
3.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,一冷采用結晶器,調整一冷水的流量為:寬面流量為3950l/min,寬面流速7.28m/s,窄面流量為550l/min,窄面流速為9.26m/s。
4.根據權利要求3所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,控制結晶器液面高度為75~80mm。
5.根據權利要求4所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,設置侵入式水口插入深度為95~100mm。
6.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,在二冷時,
7.根據權利要求6所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,在二冷時,
8.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,將鑄機設置為13段,把第2段的鑄機開口度設置為入口值為245.3mm、出口值為244.9mm;把第3段的鑄機開口度設置為入口值為244.9mm、出口值為244.5mm;把4段的鑄機開口度設置為入口值為244.5mm、出口值為244.1mm;把13段的鑄機開口度設置為入口值為238mm、出口值為238mm。
9.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,使用打結料包蓋進行保溫,控制生產過程中間包的過熱度為20℃~30℃。
10.根據權利要求1所述的一種高質量連鑄板坯生產65mncr的方法,其特征在于,控制中間包烘烤的時間為6小時。
技術總結
本發明提供了一種高質量連鑄板坯生產65MnCr的方法,所述方法包括以下步驟:選擇熔點為989℃、熔速為35s以及堿度為0.93的保護渣;一冷采用強冷,調整一冷水的流量參數;控制電磁攪拌的參數為電流為430A,頻率為6.2Hz;在二冷段時使用強冷,不同拉速下設定不同的比水量對鑄坯進行冷卻;調整鑄機開口度參數。最終生產的65MnCr的內部質量達到優質,表面質量正常。鑄坯表面縱裂率為0,鑄坯的角部裂紋率為0,鑄坯中心偏析達到優質,中心偏析C0.5。
技術研發人員:龍連,韋耀環,陳利,張德俊,胡鰲全,韋毅,韋漢達,黃偉鵬,盧柏亮,余柳德
受保護的技術使用者:柳州鋼鐵股份有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!