一種高強度和耐高溫的玄武巖纖維片狀模塑料及其制備方法和應用與流程
本發明屬于片狀模塑料,具體涉及一種高強度和耐高溫的玄武巖纖維片狀模塑料及其制備方法和應用。
背景技術:
1、片狀模塑料(smc片材)主要由專用紗、不飽和樹脂、低收縮添加劑、填料和各種助劑制備得到,具有重量輕、強度高、不銹蝕、耐候性等性能,在各領域具有廣泛應用。但現有技術中制備的smc片材耐高溫性能較為一般,均在900℃以下,且強度較低,從而限制了其在高溫領域中的應用。
2、因此,亟需一種高強度和耐高溫性能優異的smc片材。
技術實現思路
1、本發明的目的在于提供一種高強度和耐高溫的玄武巖纖維片狀模塑料及其制備方法和應用。本發明提供的玄武巖纖維片狀模塑料具有高強度和優異的耐高溫性能。
2、為了實現上述發明目的,本發明提供以下技術方案:
3、本發明提供了一種高強度和耐高溫的玄武巖纖維片狀模塑料,按質量百分比計,包括如下組分:不飽和聚酯樹脂34~35%、低收縮劑11~12%、脫模劑5~6%、阻燃劑0.1~0.5%、固化劑0.5~1.0%、氫氧化鋁20~21%、增稠劑0.5~1.0%、填充料0.95~1%、玄武巖纖維24~26%和阻聚劑0.45~0.5%。
4、優選地,所述玄武巖纖維包括玄武巖連續纖維和玄武巖短切纖維。
5、優選地,所述玄武巖短切纖維的長度為9~12cm,玄武巖短切纖維的單絲直徑為9~11μm。
6、優選地,所述脫模劑為硬脂酸鋅。
7、優選地,所述固化劑為高溫固化劑過氧化苯甲酰叔丁酯。
8、優選地,所述增稠劑為氧化鎂。
9、優選地,所述填充料為鉻剛玉粉料。
10、優選地,所述阻聚劑為鄰苯二酚。
11、本發明還提供了上述技術方案所述高強度和耐高溫的玄武巖纖維片狀模塑料的制備方法,包括以下步驟:
12、(1)將不飽和聚酯樹脂、低收縮劑、脫模劑、阻燃劑、固化劑、氫氧化鋁、增稠劑、填充料和阻聚劑混合,得到樹脂糊;
13、(2)將部分所述步驟(1)得到的樹脂糊涂布到下承載膜上,得到承載樹脂糊的下承載膜;
14、(3)將玄武巖纖維覆蓋在所述步驟(2)得到的承載樹脂糊的下承載膜表面,覆蓋順序為:部分玄武巖連續纖維鋪底層,玄武巖短切纖維鋪中間層,上層繼續鋪剩余玄武巖連續纖維,再涂布剩余步驟(1)得到的樹脂糊,然后將上承載膜進行疊合,經多組壓輥進行輥壓,得到高強度和耐高溫的玄武巖纖維片狀模塑料。
15、本發明還提供了上述技術方案所述高強度和耐高溫的玄武巖纖維片狀模塑料或按照上述技術方案所述制備方法制備得到的高強度和耐高溫的玄武巖纖維片狀模塑料在汽車領域中的應用。
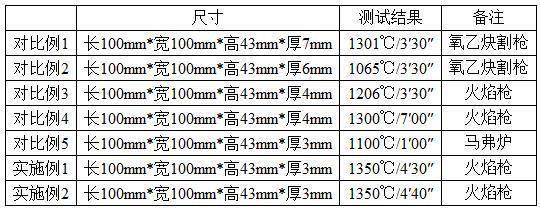
16、本發明提供了一種高強度和耐高溫的玄武巖纖維片狀模塑料,按質量百分比計,包括如下組分:不飽和聚酯樹脂34~35%、低收縮劑11~12%、脫模劑5~6%、阻燃劑0.1~0.5%、固化劑0.5~1.0%、氫氧化鋁20~21%、增稠劑0.5~1.0%、填充料0.95~1%、玄武巖纖維24~26%和阻聚劑0.45~0.5%。本發明控制片狀模塑料的組成和各組分的用量,提高了片狀模塑料模壓產品的力學強度和耐高溫性能。實施例的結果顯示,本發明提供的玄武巖纖維片狀模塑料模壓產品力學強度高,耐高溫性能強,經受1350℃不被灼穿的時間在3min以上。
技術特征:
1.一種高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,按質量百分比計,包括如下組分:不飽和聚酯樹脂34~35%、低收縮劑11~12%、脫模劑5~6%、阻燃劑0.1~0.5%、固化劑0.5~1.0%、氫氧化鋁20~21%、增稠劑0.5~1.0%、填充料0.95~1%、玄武巖纖維24~26%和阻聚劑0.45~0.5%。
2.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述玄武巖纖維包括玄武巖連續纖維和玄武巖短切纖維。
3.根據權利要求2所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述玄武巖短切纖維的長度為9~12cm,玄武巖短切纖維的單絲直徑為9~11μm。
4.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述脫模劑為硬脂酸鋅。
5.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述固化劑為高溫固化劑過氧化苯甲酰叔丁酯。
6.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述增稠劑為氧化鎂。
7.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述填充料為鉻剛玉粉料。
8.根據權利要求1所述的高強度和耐高溫的玄武巖纖維片狀模塑料,其特征在于,所述阻聚劑為鄰苯二酚。
9.權利要求1~8任意一項所述高強度和耐高溫的玄武巖纖維片狀模塑料的制備方法,包括以下步驟:
10.權利要求1~8任意一項所述高強度和耐高溫的玄武巖纖維片狀模塑料或按照權利要求9所述制備方法制備得到的高強度和耐高溫的玄武巖纖維片狀模塑料在汽車領域中的應用。
技術總結
本發明提供了一種高強度和耐高溫的玄武巖纖維片狀模塑料及其制備方法和應用,屬于片狀模塑料技術領域。本發明提供的高強度和耐高溫的玄武巖纖維片狀模塑料,包括如下組分:不飽和聚酯樹脂34~35%、低收縮劑11~12%、脫模劑5~6%、阻燃劑0.1~0.5%、固化劑0.5~1.0%、氫氧化鋁20~21%、增稠劑0.5~1.0%、填充料0.95~1%、玄武巖纖維24~26%和阻聚劑0.45~0.5%。本發明控制片狀模塑料的組成和各組分的用量,提高了片狀模塑料模壓產品的力學強度和耐高溫性能,本發明提供的玄武巖纖維片狀模塑料模壓產品力學強度高,耐高溫性能強,經受1350℃不被灼穿的時間在3min以上。
技術研發人員:張林,吳玉婷
受保護的技術使用者:四川玄石聚能新材料技術研究院
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!