用于生產卷筒紙材料的機器及相關卷繞方法與流程
本發明涉及一種用于生產卷筒紙材料的機器及相關卷繞方法。
背景技術:
1、所謂的“復卷機”設計為生產卷筒紙(或卷紙)材料,例如“紙巾”類型的卷筒紙,如廚房用卷筒紙、衛生卷筒紙等,該復卷機將紙幅從原始卷軸上退繞,以將紙幅卷繞在卷筒(也稱為“紙棒”或“紙卷”)上,然后用于進行后續加工,生產用于家用的卷筒紙。
2、市場上有各種類型的復卷機,主要基于分離設備,在紙退繞過程中,當新紙卷完成卷繞后,該分離設備減慢幅材的速度,導致斷裂,并允許卸載卷繞的紙卷并裝載待卷繞的新芯。
3、通常,復卷機包括:用于驅動待卷繞的幅材的單元,以及沿幅材前進方向位于下游由馬達驅動的卷繞單元,卷繞單元設計為繞管狀卷繞芯卷繞由牽引單元給紙的紙幅,從而形成所需尺寸的紙卷。
4、已知類型的卷繞單元包括:與正在卷繞的芯接觸而旋轉的主輥和副輥;以及配備有壓輥的至少一個壓力單元,所謂的壓機,其與正在形成的紙卷接觸而旋轉。壓機可以例如通過旋轉臂遠離主輥和副輥。
5、從專利申請ep3601122中可以了解這種類型的機器,其具有:驅動單元,其用于供給紙幅;紙卷卷繞單元;主輥和副輥,其與正在卷繞的芯接觸而旋轉;兩個壓力單元,每個壓力單元在正在形成的紙卷上配備有旋轉壓輥;用于裝載待卷繞的芯的系統,其在排出形成的紙卷的同時引入新的芯;分離裝置,其用于在卷繞周期結束時中斷紙幅的連續性,然后將紙幅重新卷繞在引入的新芯上。
6、根據該實施例,壓力單元包括兩個馬達驅動的壓輥,也稱為壓機,它們被布置成相對于紙卷交替定位,從而至少在卷繞步驟的一部分期間與正在形成的紙卷接觸的同時旋轉,兩者的圓周速度基本等于幅材的卷繞速度。
7、根據現有技術中描述的復卷機,將芯插入由兩輥(主輥和副輥)限定的卷繞通道中。在初始啟動步驟中,芯在初始啟動步驟期間與這兩種輥接觸:達到一定直徑后,第一壓機與正在增大的增大卷接觸,隨后,第二壓機也開始施加壓力。
8、在卷繞步驟的最后部分,紙卷在與兩個壓機和主輥一起同時接觸的情況下增大。
9、在卷繞步驟結束時,中斷裝置使紙幅分離,同時兩個壓機繼續旋轉并始終與紙卷接觸。
10、在該系統中,中斷步驟是通過氣動分配設備進行的,或者,可替代地,通過對壓機施加加速度來進行的:在與壓機接觸的點處,相對于卷筒的預設前進速度,卷筒上的幅材的周邊速度增加,這實際上會在紙幅上游的部分中引起張力,因此,在通常沿幅材的延伸提供的預切割處,會斷裂并中斷幅材的連續性。
11、最后,將形成的卷筒排出,同時將新芯插入卷繞通道中進行卷繞。
12、這種機器非常高效,但也存在某些問題和缺點。
13、在卷筒的卷繞步驟開始時,卷筒僅由主輥和副輥兩輥控制。這會導致卷繞過程不穩定,尤其是在該步驟中,可能導致幅材斷裂。這個問題可以通過調節副輥的速度來克服,因此副輥的速度可以適當變化,并控制其相對于主輥的開口(也就是說,通過調節主輥和副輥的兩個旋轉中心之間的距離)。
14、特別是,對于最終直徑非常大的紙卷,壓輥之間的交換控制是至關重要的步驟。
15、為了管控卷繞,必須對副輥的輪廓進行特定控制,根據產品進行定制。
16、換句話說,為了優化該機器的效率,必須根據待制造的卷筒的規格(例如,芯的直徑和成品卷筒的最終直徑、長度、卷繞、紙的厚度等)改變副輥的旋轉速度和開口的參數。
17、發明目的
18、本發明的目的在于克服現有技術中用于生產卷筒紙材料的機器及相關卷繞方法的上述缺點,本發明允許通過壓機進行牢固的夾持,從而確保以更穩定的方法完成卷筒紙的卷繞。
19、在上述目的的背景下,本發明的目標是提高卷繞的可靠性和效率,特別是在卷繞紙卷的初始步驟期間,以便于控制參數的管理。
20、本發明的另一目的是提供一種用于生產卷筒紙材料的機器及相關卷繞方法,其采用市場上容易獲得的裝置并使用常用的材料,從而使該設備具有經濟競爭力。
技術實現思路
1、該目的以及下文將更詳細描述的這些和其他目的,可以通過根據本發明的包括所附權利要求中的一個或多個中描述的技術特征的用于生產卷筒紙材料的機器和相關卷繞方法來實現。從屬權利要求對應于本發明不同的可能的實施例。
2、具體而言,根據第一方面,本發明涉及一種用于生產卷筒紙材料的機器,該機器通過同時控制其配備的四輥(兩個用于卷繞,兩個用于按壓)中的三輥,確保了系統的極高的穩定性,限制甚至消除了危險的振動以及在卷繞卷筒的第一步驟中產生的不穩定性,這種振動可能會危及卷繞在芯(用于形成卷筒)上的紙幅的完整性。
3、優選地,在初始位置與幅材的切割之間,也就是說,在紙圍繞紙卷卷繞的過程中,始終確保由機器所配備的至少三輥同時施加的這種接觸作用。
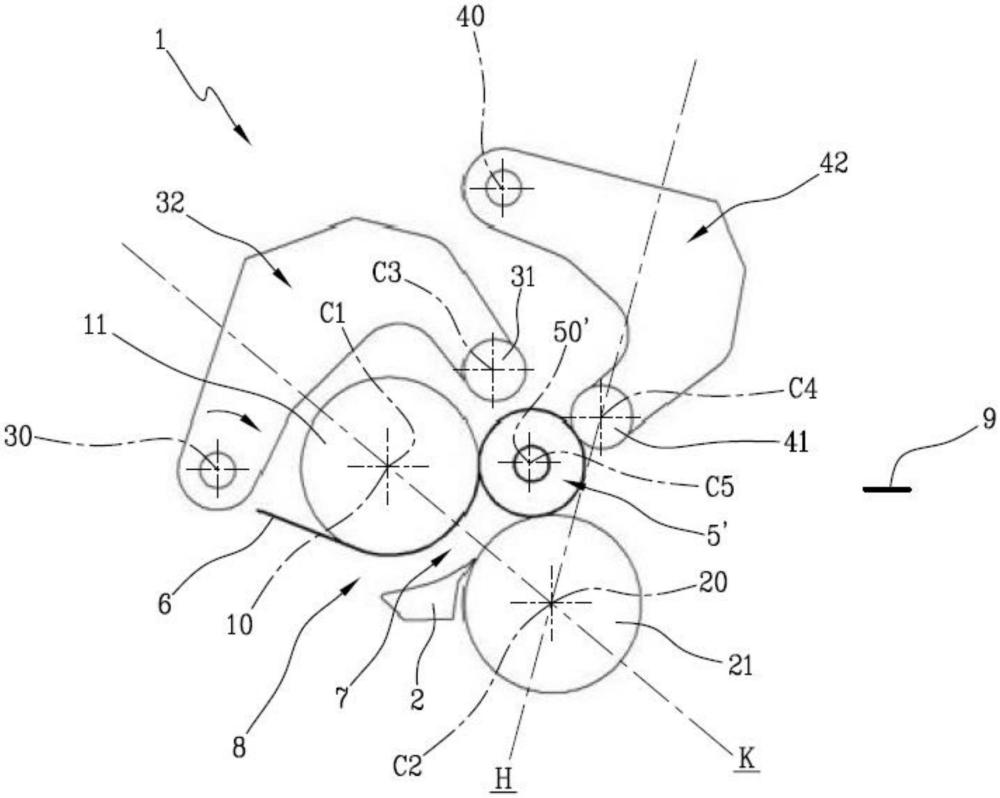
4、換句話說,根據本發明的用于生產卷筒紙材料的機器包括:至少第一卷繞輥和第二卷繞輥以及至少第一壓輥和第二壓輥,其中第一卷繞輥和第二卷繞輥均能夠分別繞第一旋轉軸線和第二旋轉軸線旋轉地安裝,第一壓輥和第二壓輥均被設計為分別繞位于第一可移動臂上的第三旋轉軸線和位于第二可移動臂上的第四旋轉軸線旋轉。上述至少四輥限定了用于卷繞紙幅的通道,該紙幅用于以連續旋轉的方式卷繞在芯上,最初是單獨地,然后與不斷增大的卷筒紙一起,繞旋轉軸線樞轉,以形成卷筒。卷繞輥相對于壓輥定位在所述卷繞通道的相對側,相對于卷繞過程中芯在通道中的移動,分別位于卷繞通道的上游和下游。該芯被設計為通過卷繞輥和壓輥中一個或多個的作用,在紙幅(6)的初始卷繞位置和最終位置之間移動。兩個可移動臂分別繞第一副旋轉軸線和第二副旋轉軸線樞轉,使得它們的旋轉使第一壓輥和/或第二壓輥朝向或遠離第一卷繞輥和/或第二卷繞輥移動。設計了上述至少三輥在通道的初始位置直至圍繞芯卷繞的紙幅適于被切割之間同時對圍繞芯卷繞的卷筒紙進行控制,通道初始位置即當至少芯的中心線已經超過連接相對于卷繞輥的旋轉中心的軸線時,或者甚至更優選地,當芯的最外周的輪廓與連接線相切并且其中心線已經超過軸線時。
5、本發明的第二特點涉及第一可移動臂的“v”形,這主要由于申請人將第二臂的第一副旋轉軸線定位為使其在由卷繞輥的兩個旋轉中心的連接線確定的并且與卷繞通道相對的半平面內移動,以允許第一壓輥以這樣的方式擺動,從而允許在初始步驟中改進對紙卷的控制。
6、本發明的另一方面涉及通過這種復卷機用于形成卷筒紙的卷繞方法。
技術特征:
1.一種用于生產卷筒紙材料的機器(1、101),包括:
2.根據前述權利要求所述的機器(1),其中,所述初始位置對應于所述卷繞通道(7)的一區域,在所述區域中至少所述芯(5’、5”、105’、105”)的中心線穿過連接與所述第一卷繞輥(11)和所述第二卷繞輥(21)有關的所述旋轉中心(c1、c2)的軸線(k),甚至更優選地,當所述芯(5’、5”、105’、105”)的最外周的輪廓與所述軸線(k)相切時;并且
3.根據前述權利要求中任一項所述的機器(1),其中,在所述初始位置,所述第一卷繞輥(11)、所述第二卷繞輥(21)和所述第一壓輥(31)被設計為同時對圍繞所述芯(5’、5”、105”)卷繞的卷筒紙進行控制。
4.根據權利要求1至3中任一項所述的機器(1),其中,在所述初始位置,所述第二卷繞輥(21)、所述第一壓輥(31)和所述第二壓輥(41)被設計為同時對圍繞所述芯(105’)卷繞的卷筒紙進行控制。
5.根據前述權利要求中的任一項所述的機器(1),其中,在所述最終位置,至少所述第二卷繞輥(21)和所述第二壓輥(41)被設計成同時對圍繞所述芯(5’、5”、105’、105”)卷繞的卷筒紙進行控制。
6.根據前述權利要求所述的機器(1),其中所述第二卷繞輥(21)和所述第二壓輥(41)被設計為同時對圍繞第一芯(5’、105’)卷繞的處于所述最終位置的卷筒紙進行控制,并且同時,所述第一卷繞輥(11)、所述第二卷繞輥(21)和所述第一壓輥(31)同時對圍繞第二芯(5”、105”)卷繞的處于所述初始位置的卷筒紙進行控制。
7.根據前述權利要求中的任一項所述的機器(1),其中,所述第一副旋轉軸線(30)位于由所述軸線(k)確定的并且與所述卷繞通道(7)相對的半平面內。
8.根據前述權利要求所述的機器(1),其中,所述第一可移動臂(32)的形狀基本類似于字母“v”,使得所述“v”具有頂角z,所述頂角z是由所述臂的分別在所述壓輥(31)處和所述旋轉軸線(30)處的端部(32a、32b)的對稱軸線(s31、s30)的接觸限定,所述頂角z為40°至80°、包括40°和80°,優選地為45°至70°、包括45°和70°,更優選地為50°至65°、包括50°和65°,甚至更優選地為53°至60°。
9.一種用于生產卷筒紙材料的卷繞方法,在根據前述權利要求中任一項所述的復卷機(1、101)中進行,所述方法包括以下步驟:
10.根據前述權利要求所述的方法,其中,圍繞所述第一芯和所述第二芯(5’、5”、105’、105”)中的每個芯卷繞的卷筒紙通過所述第一卷繞輥(11)、所述第二卷繞輥(21)、所述第一壓輥(31)和所述第二壓輥(41)中的至少三個的作用,被控制在所述紙幅(6)的初始卷繞位置與完成相應的卷筒的卷繞時的最終位置之間,其中在所述初始卷繞位置處,每個芯沒有圍繞相應的旋轉軸線(50’、50”、150’、150”)卷繞的紙層。
11.根據前述權利要求所述的方法,其中,在所述初始位置,所述第一卷繞輥(11)、所述第二卷繞輥(21)和所述第一壓輥(31)同時對圍繞所述第一芯(5’)或所述第二芯(5”、105”)卷繞的卷筒紙進行控制。
12.根據權利要求9所述的方法,其中,在所述初始位置,所述第二卷繞輥(21)、所述第一壓輥(31)和所述第二壓輥(41)同時對圍繞所述第一芯(105’)卷繞的卷筒紙進行控制。
技術總結
本發明描述了一種用于生產卷筒紙材料的機器(1、101)及相關卷繞方法。該機器(1、101)包括:至少第一卷繞輥(11)和第二卷繞輥(21),其能夠分別繞第一旋轉軸線(10)和第二旋轉軸線(20)旋轉地安裝;至少第一壓輥(31)和第二壓輥(41),其被設計為分別繞位于第一可移動臂(32)上的第三旋轉軸線(30)和繞位于第二可移動臂(42)上的第四旋轉軸線(40)旋轉。這些輥(11、21、31、41)限定了卷繞通道(7),用于紙幅(6)圍繞芯(5’、5”、105’、105”)卷繞形成卷筒紙,其中芯圍繞相關旋轉軸線(50’、50”、150’、150”)旋轉。芯(5’、5”、105’、105”)被設計為在一個或多個輥(11、21、31、41)的作用下,最初單獨,然后與不斷增大的卷筒紙一起,在用于卷繞幅材(6)的初始位置和用于排出完全卷繞的卷筒的最終位置之間移動。卷繞輥(11、21)相對于壓輥(31、41)位于卷繞通道(7)的相對側上,相對于卷繞過程中芯(5’、5”、105’、105”)的移動,分別位于通道(7)的上游和下游。兩個可移動臂(32、42)分別繞第一副旋轉軸線(30)和第二副旋轉軸(40)樞轉,使得第一可移動臂(32)和/或第二可移動臂(42)的旋轉使第一壓輥(31)和/或第二壓輥(31)遠離或朝向第一卷繞輥(11)和/或第二卷繞輥(21)移動。該機器(1、101)的一個顯著特點是,在初始位置,至少三個輥(11、21、31、41)被設計為同時對圍繞芯(5’、5”、105’、105”)卷繞的卷筒紙進行控制,并且該同時作用持續到形成所需的卷筒后切割紙幅(6)。
技術研發人員:喬凡尼·貝爾托利·巴索蒂
受保護的技術使用者:喬托科技責任有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!