極片無損精確配組設備的制作方法
本技術涉及電池生產,具體為極片無損精確配組設備。
背景技術:
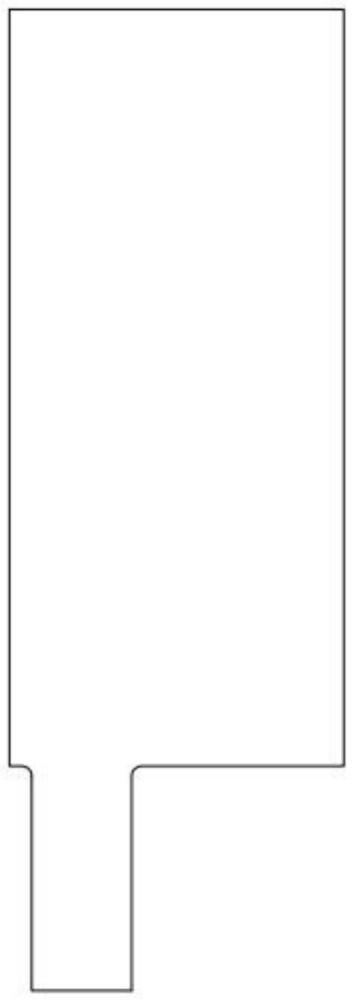
1、鋰離子蓄電池極片的結構如附圖1所示,它是平面型的薄片且一端設有伸出的條狀極耳,生產中需要根據具體的要求裁切極耳至所需的形狀和尺寸,極片在裁切后多個堆疊在一起實現配組,配組的極片在端面保證平齊,而且相鄰的兩個電池極片之間需要放置隔離紙。目前多由人工來實現上述的極片裁切配組,不僅效率低,而且人頻繁的與電池極片接觸,容易出現污染損壞的情況。
技術實現思路
1、本實用新型的目的在于提供極片無損精確配組設備,以解決上述背景技術中提出的問題。
2、為實現上述目的,本實用新型提供如下技術方案:極片無損精確配組設備,包括機架,所述機架上分別安裝有極片上料機構、轉盤輸送機構、視覺檢測組件、激光切割機構以及下料配組機構,所述極片上料機構、視覺檢測組件、激光切割機構、下料配組機構分別設置于轉盤輸送機構的邊側;
3、所述極片上料機構包括四軸機器人和料盒a,所述四軸機器人的手臂末端安裝有吸盤抓手,四軸機器人帶動吸盤抓手從料盒a抓取極片到轉盤輸送機構,所述激光切割機構包括z軸支架、激光發生器以及廢料盒,所述z軸支架的側面安裝有直線模組,所述激光發生器安裝于直線模組的滑臺上,所述z軸支架的側面安裝有兩軸模組,兩軸模組的末端滑臺安裝有真空吸盤,下料配組機構用于對切割后的極片進行下料。
4、優選的,所述視覺檢測組件包括ccd相機和環形的補光燈,所述ccd相機的鏡頭朝下且補光燈位于ccd相機的鏡頭之下。
5、優選的,所述下料配組機構包括三軸龍門模組以及多個料盒b,所述三軸龍門模組的末端安裝有吸盤抓手b。
6、與現有技術相比,本實用新型的有益效果是:本實用新型用極片上料機構將極片抓取到轉盤輸送機構,轉盤間歇性轉動將極片輸送到激光切割機構的下方并實現極耳的裁切,然后下料堆疊進行配組。本設備實現極片的自動配組,提高生成效率及配組的精確性,減少人的接觸,有利于降低污染損壞、提高合格率。
技術特征:
1.極片無損精確配組設備,包括機架(1),其特征在于:所述機架(1)上分別安裝有極片上料機構(2)、轉盤輸送機構(3)、視覺檢測組件(4)、激光切割機構(5)以及下料配組機構(6),所述極片上料機構(2)、視覺檢測組件(4)、激光切割機構(5)、下料配組機構(6)分別設置于轉盤輸送機構(3)的邊側;
2.根據權利要求1所述的極片無損精確配組設備,其特征在于:所述視覺檢測組件(4)包括ccd相機和環形的補光燈,所述ccd相機的鏡頭朝下且補光燈位于ccd相機的鏡頭之下。
3.根據權利要求2所述的極片無損精確配組設備,其特征在于:所述下料配組機構(6)包括三軸龍門模組(601)以及多個料盒b(603),所述三軸龍門模組(601)的末端安裝有吸盤抓手b(602)。
技術總結
本技術公開了極片無損精確配組設備,包括機架,機架上分別安裝有極片上料機構、轉盤輸送機構、視覺檢測組件、激光切割機構以及下料配組機構,極片上料機構、視覺檢測組件、激光切割機構、下料配組機構分別設置于轉盤輸送機構的邊側;極片上料機構包括四軸機器人和料盒a,四軸機器人的手臂末端安裝有吸盤抓手,四軸機器人帶動吸盤抓手從料盒a抓取極片到轉盤輸送機構,激光切割機構包括Z軸支架、激光發生器以及廢料盒,Z軸支架的側面安裝有直線模組,激光發生器安裝于直線模組的滑臺上,Z軸支架的側面安裝有兩軸模組,兩軸模組的末端滑臺安裝有真空吸盤。本設備實現極片的自動配組,提高生成效率,并有利于降低污染損壞提高合格率。
技術研發人員:鄧青友
受保護的技術使用者:上海鼎湘自動化科技有限公司
技術研發日:20240718
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!