一種可選擇安裝的葉片、吊扇及片葉的加工方法與流程
【】本發(fā)明涉及一種可選擇安裝的葉片、吊扇及片葉的加工方法。
背景技術(shù)
0、
背景技術(shù):
1、目前風(fēng)扇葉片由于設(shè)計(jì)結(jié)構(gòu)因素,其在安裝過(guò)程中,需要按照葉片下表面朝下、上表面朝上的安裝方式進(jìn)行安裝,即只能實(shí)現(xiàn)單一安裝方式,無(wú)法根據(jù)使用需求進(jìn)行安裝,安裝不便,實(shí)用性低。
2、還有,傳統(tǒng)的風(fēng)扇葉片在制造成型過(guò)程中通常采用噴漆或者在葉片表面貼裝飾紙來(lái)對(duì)葉片進(jìn)行裝飾和保護(hù),但是油漆中常含有重金屬,具有重金屬超標(biāo)的風(fēng)險(xiǎn);而采用貼裝飾紙來(lái)對(duì)葉片進(jìn)行裝飾時(shí),裝飾紙使用壽命偏短,辨識(shí)度不高,加工耗時(shí)長(zhǎng),有些異形葉片進(jìn)行貼裝飾紙加工困難,另外,葉片生產(chǎn)商還需要根據(jù)用戶需求庫(kù)存不同花色的裝飾紙,如不同花色的寶麗紙或華特紙等,葉片生產(chǎn)商對(duì)于裝飾紙的購(gòu)買又常常受限于裝飾紙供應(yīng)商的起訂數(shù)量,造成裝飾紙庫(kù)存壓力大、生產(chǎn)經(jīng)營(yíng)成本增加且產(chǎn)品相對(duì)單一,不能滿足消費(fèi)者對(duì)于不同花色的追求。
3、另外,一些葉片在生產(chǎn)加工過(guò)程中,通常是在加工板材(mdf、夾板、復(fù)合板或?qū)嵞景宓?相應(yīng)表面吸塑pvc膜紙等方式來(lái)對(duì)葉片進(jìn)行裝飾、防水和保護(hù)。而目前葉片在吸塑pvc膜紙過(guò)程中,需要進(jìn)行加熱處理以實(shí)現(xiàn)吸塑,這就容易導(dǎo)致葉片受熱變形,影響葉片轉(zhuǎn)動(dòng)的平穩(wěn)性而產(chǎn)生振動(dòng)及噪音。
4、再者,目前通常是在整塊加工板材相應(yīng)表面吸塑pvc膜紙后,再通過(guò)機(jī)加工方式對(duì)整塊加工板材進(jìn)行加工成型若干葉片,上述這種機(jī)加工方式容易出現(xiàn)劃傷pvc膜紙的情況,葉片質(zhì)量得不到保證。
5、為此,本發(fā)明即針對(duì)上述問(wèn)題而研究提出。
技術(shù)實(shí)現(xiàn)思路
0、
技術(shù)實(shí)現(xiàn)要素:
1、本發(fā)明目的是克服了現(xiàn)有技術(shù)的不足,提供一種可選擇安裝的葉片、吊扇及片葉的加工方法,通過(guò)將葉片本體中心對(duì)稱且第二斜面與第一斜面為中心對(duì)稱設(shè)置,第一面與第一斜面一體成型地打印有第一裝飾層,第二面與第二斜面一體成型地打印有第二裝飾層,且第一裝飾層和第二裝飾層具有相同或不相同的圖案,為此本發(fā)明可根據(jù)安裝使用需求將第一面朝上或朝下安裝葉片,實(shí)現(xiàn)選擇性安裝,滿足不同安裝使用需求,實(shí)用性高,安裝方便;另外裝飾層通過(guò)uv打印方式代替?zhèn)鹘y(tǒng)的貼裝飾紙或噴漆,不僅可避免葉片生產(chǎn)商裝飾紙庫(kù)存,降低生產(chǎn)成本,而且可高效生產(chǎn)帶有不同圖案的葉片,該工藝同樣適用于不能進(jìn)行貼紙?zhí)幚淼木哂刑厥饨Y(jié)構(gòu)的葉片,使產(chǎn)品圖案及形狀多樣化,滿足了用戶追求個(gè)性化的需求。
2、本發(fā)明是通過(guò)以下技術(shù)方案實(shí)現(xiàn)的:
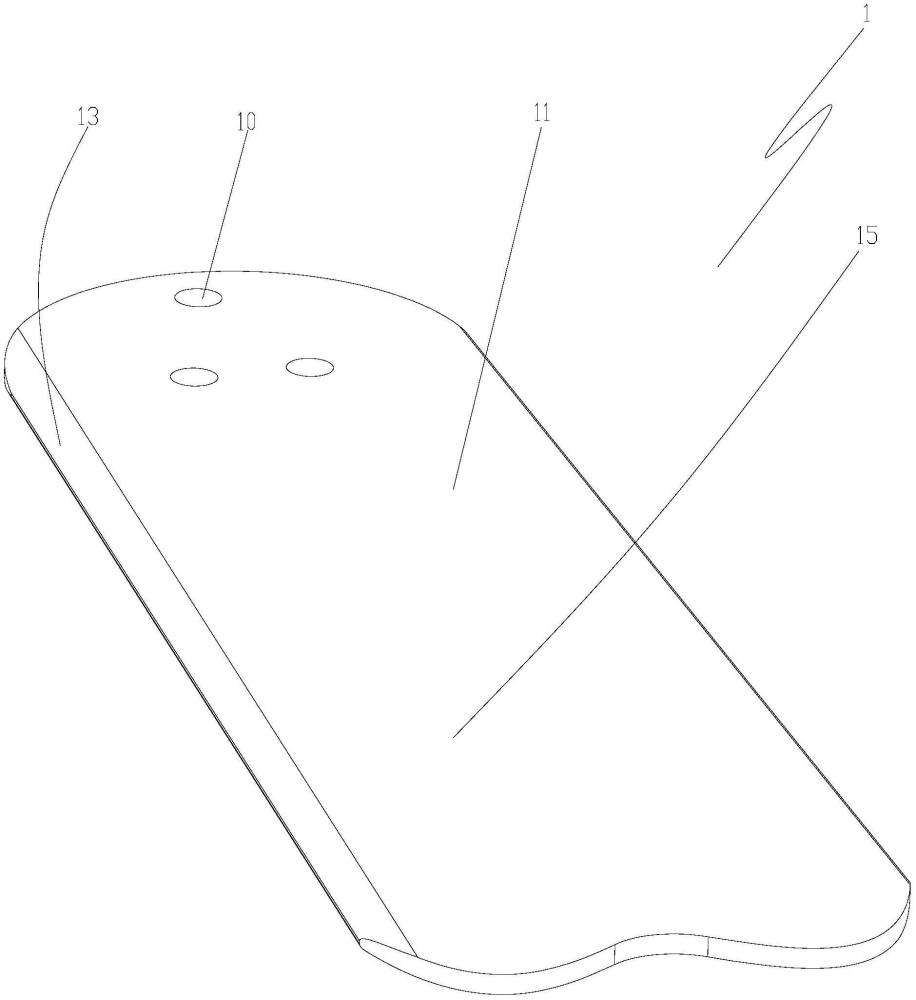
3、一種可選擇安裝的葉片,包括中心對(duì)稱的葉片本體1,所述葉片本體1根部設(shè)有葉片安裝部10;所述葉片本體1具有第一面11和第二面12,所述第一面11邊緣且沿長(zhǎng)度方向延伸設(shè)置有第一斜面13,所述第二面12邊緣且沿長(zhǎng)度方向延伸設(shè)置有第二斜面14,且第二斜面14與第一斜面13為中心對(duì)稱設(shè)置,所述第一面11與第一斜面13一體成型地打印有第一裝飾層15,所述第二面12與第二斜面14一體成型地打印有第二裝飾層16,所述第一裝飾層15和第二裝飾層16具有相同或不相同的圖案。
4、如上所述一種可選擇安裝的葉片,所述第一裝飾層15、第二裝飾層16與葉片本體1之間均設(shè)有白色底漆層。
5、如上所述一種可選擇安裝的葉片,所述第一斜面13包括第一下斜部131、第一弧部132及第一上斜部133,所述第一下斜部131一邊緣間接地與第二面12相應(yīng)邊緣連接,所述第一下斜部131另一邊緣通過(guò)第一弧部132與第一上斜部133一邊緣連接,所述第一上斜部133另一邊緣與第一面11相應(yīng)邊緣連接;所述第二斜面14包括第二下斜部、第二弧部及第二上斜部,所述第二下斜部一邊緣間接地與第一面11相應(yīng)邊緣連接,所述第二下斜部另一邊緣通過(guò)第二弧部與第二上斜部一邊緣連接,所述第二上斜部另一邊緣與第二面12相應(yīng)邊緣連接;或者,所述第一斜面13和第二斜面14為弧面設(shè)置。
6、如上所述一種可選擇安裝的葉片,所述第一下斜部131與水平面之間的夾角α滿足10-30°,所述第一上斜部133與水平面之間的夾角β滿足10-30°。
7、本發(fā)明還提供一種吊扇,包括驅(qū)動(dòng)電機(jī)以及直接或間接連接于驅(qū)動(dòng)電機(jī)上的如上所述一種可選擇安裝的葉片。
8、本發(fā)明還提供一種葉片的加工方法,所述葉片包括中心對(duì)稱的葉片本體1,所述葉片本體1根部設(shè)有葉片安裝部10;所述葉片本體1具有第一面11和第二面12,所述第一面11邊緣且沿長(zhǎng)度方向延伸設(shè)置有第一斜面13,所述第二面12邊緣且沿長(zhǎng)度方向延伸設(shè)置有第二斜面14,且第二斜面14與第一斜面13為中心對(duì)稱設(shè)置,所述第一面11與第一斜面13一體成型地打印有第一裝飾層15,所述第二面12與第二斜面14一體成型地打印有第二裝飾層16,所述第一裝飾層15和第二裝飾層16具有相同或不相同的圖案;所述第一裝飾層15、第二裝飾層16與葉片本體1之間均設(shè)有白色底漆層,所述加工方法包括如下步驟:
9、s1、通過(guò)機(jī)加工方式對(duì)待加工基材加工至預(yù)定長(zhǎng)度及寬度而形成所述葉片本體1;
10、s2、對(duì)所述葉片本體1側(cè)面及端面進(jìn)行噴漆處理;
11、s3、對(duì)所述葉片本體1表面進(jìn)行輥涂或噴白底漆處理而形成所述白色底漆層;
12、s4、通過(guò)uv打印方式在位于第一面11和第一斜面13上的白色底漆層一體成型地打印出第一裝飾層15以及位于第二面12和第二斜面14上的白色底漆層一體成型地打印出第二裝飾層16,所述第一裝飾層15和第二裝飾層16具有相同或不相同的圖案。
13、如上所述一種葉片的加工方法,所述s3步驟包括如下步驟:s31、先對(duì)第一面11和第一斜面13進(jìn)行輥涂或噴白底漆處理而形成所述白色底漆層;s32、再對(duì)第二面12和第二斜面14進(jìn)行輥涂或噴白底漆處理而形成所述白色底漆層。
14、如上所述一種葉片的加工方法,所述加工方法還包括s5、對(duì)s4步驟中得到的所述葉片本體1進(jìn)行光油處理并烘干。
15、所述一種葉片的加工方法,所述s4步驟中通過(guò)led冷光源進(jìn)行固化處理。
16、所述一種葉片的加工方法,所述led冷光源設(shè)在相應(yīng)地uv打印頭上。
17、如上所述一種葉片的加工方法,所述s4步驟中uv打印方式使用cmykw打印模式對(duì)第一裝飾層15進(jìn)行分步驟打印;所述第一裝飾層15包括由至少兩不相同的第一裝飾部構(gòu)成,所述s4步驟中uv打印方式使用cmykw打印模式先對(duì)一第一裝飾部進(jìn)行打印成型,接著再對(duì)另一第一裝飾部進(jìn)行打印成型。
18、如上所述一種葉片的加工方法,所述s4步驟中uv打印方式使用的油墨包括如下組成成分:
19、cas號(hào)為2386-87-0的環(huán)氧樹脂10-50%;
20、cas號(hào)為15957-34-3的環(huán)氧單體10-50%、;
21、cas號(hào)為106-87-6的環(huán)氧單體0-30%;
22、cas號(hào)為82428-30-6的環(huán)氧單體0-30%;
23、cas號(hào)為37674-57-0的環(huán)氧單體0-30%;
24、cas號(hào)為86273-46-3的丙烯酸單體0-30%;
25、cas號(hào)為13048-33-4的丙烯酸單體0-30%;
26、cas號(hào)為71449-78-0的光引發(fā)劑2-8%;
27、cas號(hào)為89452-37-9的光引發(fā)劑2-5%;
28、cas號(hào)為61358-25-6的光引發(fā)劑2-5%;
29、cas號(hào)為1333-86-4的顏料0-8%;
30、cas號(hào)為67763-03-5的助劑0-2%。
31、與現(xiàn)有技術(shù)相比較,本發(fā)明具有如下優(yōu)點(diǎn):
32、1、本發(fā)明通過(guò)將葉片本體中心對(duì)稱且第二斜面與第一斜面為中心對(duì)稱設(shè)置,第一面與第一斜面一體成型地打印有第一裝飾層,第二面與第二斜面一體成型地打印有第二裝飾層,且第一裝飾層和第二裝飾層具有相同或不相同的圖案,為此本發(fā)明可根據(jù)安裝使用需求將第一面朝上或朝下安裝葉片,實(shí)現(xiàn)選擇性安裝,滿足不同安裝使用需求,實(shí)用性高,安裝方便;另外裝飾層通過(guò)uv打印方式代替?zhèn)鹘y(tǒng)的貼裝飾紙或噴漆,不僅可避免葉片生產(chǎn)商裝飾紙庫(kù)存,降低生產(chǎn)成本,而且可高效生產(chǎn)帶有不同圖案的葉片,該工藝同樣適用于不能進(jìn)行貼紙?zhí)幚淼木哂刑厥饨Y(jié)構(gòu)的葉片,使產(chǎn)品圖案及形狀多樣化,滿足了用戶追求個(gè)性化的需求。
33、2、本發(fā)明中uv打印方式使用cmykw打印模式對(duì)第一裝飾層進(jìn)行分步驟打印,可確保打印更加高效及質(zhì)量更好、高光效果好。
34、3、本發(fā)明通過(guò)led冷光源進(jìn)行固化處理,可有效避免了常規(guī)烘干固化需要加熱導(dǎo)致葉片變形等問(wèn)題,還解決加熱烘干能耗高,不環(huán)保的問(wèn)題,確保葉片結(jié)構(gòu)穩(wěn)定可靠,環(huán)保。
35、4、本發(fā)明中uv打印方式使用的油墨具有穩(wěn)定性好的特點(diǎn)。
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!