煙支測量裝置及測量方法與流程
本發明涉及卷煙煙支的物理量測量,尤其涉及一種煙支測量裝置及測量方法。
背景技術:
1、目前使用的綜合測試臺,可以通過簡單的改造,可以測量不同規格的煙支,如常規煙支、中支煙和細支煙。這些類型的煙支圓周直徑不同,長度不同,有的煙支雖然長度相同,但是它們的濾嘴段棒長度不同,如細支煙的長度有97mm、濾嘴段棒長度是30mm;中支煙長度是88m、濾棒長度是30mm;常規煙支長度是84mm,濾嘴段長度有24mm和30mm。
2、測量煙支圓周原理:煙支落入到該單元圓周托板托住煙支,通過負壓豎直的吸附住煙支,電機將該部位旋轉一周測量出煙支的平均直徑d,再由數據處理系統根據公式c=πd得出煙支的圓周;長度測量l原理:是利用平行光束對煙支的端部進行投影和掃描,形成光信號,由光電接受裝置收集數據處理系統給出煙支的長度值。
3、綜合測試臺的圓周和長度測試單元,是設計集成在同一物理空間;根據激光器的技術特性,激光器大概中間位置的測量準確度最高,測量煙支長度時,為了提高長測量的準確性,需要將煙支末端調整到激光器的中間位置測量。而測量圓周時,由于卷接設備的平準器的劈刀盤“三深三淺”的原理一根煙支接近濾嘴段的煙絲填充量最小,因此接近濾嘴段處的煙支部位最細,而去掉濾嘴段后的煙支的中間段填充量中等,煙支該部位的圓周大小適中;而在煙支末端煙絲填充量最大,該部位的圓周最粗。測量煙支時根據要求需要將一根煙支的去掉濾嘴段后,測量煙支的中間部位,因此需要將圓周激光器的中間段,調整到去掉嘴棒后,煙支中間段測量。
4、現有綜合測試臺的圓周和長度單元由于圓周和激光器的安裝是固定無法調節的,只能通過調節圓周托板高度使長度單元的激光器不要超出范圍,圓周測量的不能保證是去掉嘴棒的煙支中間段,導致測量的準確性不夠精確。
5、因此,亟需一種煙支測量裝置及測量方法,以解決上述技術問題。
技術實現思路
1、本發明的目的在于提出一種煙支測量裝置及測量方法,能夠根據不同牌號的煙支特征,確定最準確的測試位置,進而使得測量的準確性提高。
2、為達此目的,本發明采用以下技術方案:
3、煙支測量裝置,包括:
4、機架;
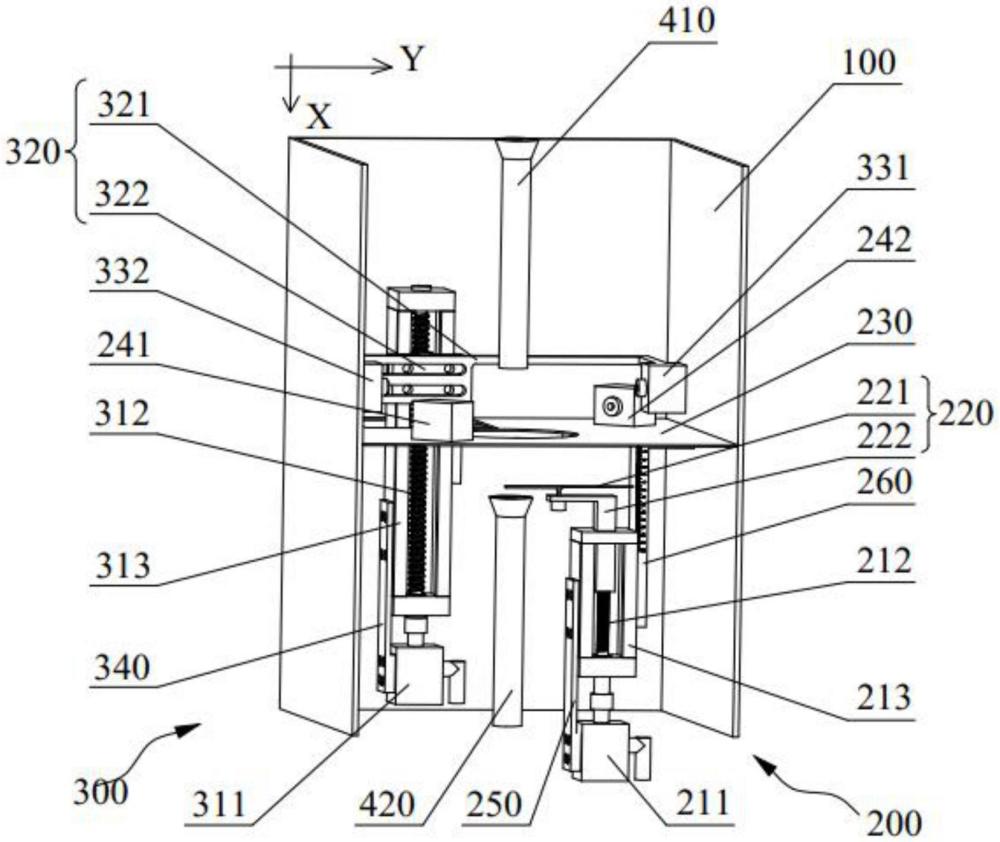
5、圓周測量組件,包括第一升降機構、第一支撐件、第二支撐件以及第一激光測量器,上述第一升降機構的一端固定于上述機架,另一端能夠載著上述第一支撐件沿第一方向移動,上述第一支撐件用于支撐煙支的濾嘴段一端,上述第二支撐件與上述機架固定,用于安裝上述第一激光測量器,上述第一激光測量器用于獲取上述煙支的圓周信息c實;
6、長度測量組件,包括第二升降機構、第三支撐件和第二激光測量器,上述第二升降機構的一端固定于上述機架,另一端能夠載著上述第三支撐件沿上述第一方向移動,上述第三支撐件安裝有上述第二激光測量器,用于獲取上述煙支的長度信息l實;
7、夾持件,安裝于上述第二支撐件,能夠于上述第一方向固定上述煙支并能夠驅動上述煙支沿其自身的軸線自轉;
8、上述煙支的軸向與上述第一方向平行。
9、作為上述煙支測量裝置的一種優選技術方案,上述第一升降機構包括第一電機、第一螺紋桿和第一導向件,上述第一電機與上述機架固定,上述第一電機的輸出端與上述第一螺紋桿傳動連接,上述第一螺紋桿的軸線與上述第一方向平行,上述第一導向件與上述機架固定,上述第一支撐件與上述第一螺紋桿螺紋連接且與上述第一導向件滑動連接,上述第一導向件能夠限制上述第一支撐件隨上述第一螺紋桿轉動。
10、作為上述煙支測量裝置的一種優選技術方案,上述第一激光測量器包括第一信號發射端和第一信號接收端,上述第一信號發射端與上述第一信號接收端分別位于上述煙支的徑向的相對兩側。
11、作為上述煙支測量裝置的一種優選技術方案,還包括上料管和下料管,均安裝于上述機架,上述上料管與上述下料管同軸設置且于上述第一方向間隔設置,上述第一支撐件能夠選擇性位于上述上料管和上述下料管之間,上述煙支能夠于上述上料管或上述下料管內滑動。
12、作為上述煙支測量裝置的一種優選技術方案,上述第一支撐件包括第一支撐部和第一連接部,上述第一連接部與上述第一螺紋桿螺紋連接,上述第一支撐部與上述第一連接部轉動連,能夠選擇性的轉至上述上料管與上述下料管之間,攔截并支撐上述煙支。
13、作為上述煙支測量裝置的一種優選技術方案,上述第二升降機構包括第二電機、第二螺紋桿和第二導向件,上述第二電機與上述機架固定,上述第二電機的輸出端與上述第二螺紋桿傳動連接,上述第二導向件與上述機架固定,上述第三支撐件與上述第二螺紋桿螺紋連接,且與上述第二導向件滑動連接,上述第二導向件用于限制上述第三支撐件隨上述第二螺紋桿轉動。
14、作為上述煙支測量裝置的一種優選技術方案,上述第三支撐件包括第二支撐部和第二連接部,上述第二連接部與上述第二螺紋桿螺紋連接且與上述第二導向件滑動連接,上述第二支撐部安裝有上述第二激光測量器,上述第二支撐部開設有腰型孔,上述第二支撐部與上述第二連接部通過螺紋緊固件連接,上述螺紋緊固件能夠于上述腰型孔內沿第二方向移動;
15、上述第一方向與上述第二方向垂直。
16、作為上述煙支測量裝置的一種優選技術方案,上述第一激光測量器包括第一信號發射端和第一信號接收端,上述第一信號發射端與上述第一信號接收端分別位于上述煙支的徑向的相對兩側;
17、上述第二激光測量器包括第二信號發射端和第二信號接收端,上述第二信號發射端與上述第二信號接收端分別位于上述煙支的徑向的相對兩側;
18、上述第一信號發射端與上述第一信號接收端確定第一直線,上述第二信號發射端與上述第二信號接收端確定第二直線,上述第一直線與上述第二直線異位。
19、還提供了測量方法,適用于上述煙支測量裝置,步驟包括:
20、s1、獲取上述煙支的牌號信息;
21、s2、根據上述牌號信息,查詢map,確定上述煙支的理論輪廓信息;上述map記載有與上述牌號信息一一對應的上述煙支的理論輪廓信息,上述理論輪廓信息包括上述煙支的理論總長度l總理,上述煙支的濾嘴段的長度l濾理以及煙支的圓周尺寸c理;
22、s3、根據上述長度信息,分別調整上述第一激光測量器與上述第一支撐件的相對位置,以及上述第二激光測量器與上述第一支撐件的相對位置;
23、s4、獲取上述煙支的實際總長度l總實,及實際圓周尺寸c實;
24、s5.1、對比l總實與l總理,若,|l總實-l總理|>△l閾,則發出第二信號,△l閾為加工長度的允許誤差范圍值;
25、s5.2、對比c實與c理,若,|c實-c理|>△c閾,則發出第三信號,△c閾為加工圓周的允許誤差范圍值;
26、s5.3、若滿足|l總實-l總理|<△l閾且|c實-c理|<△c閾,則發出第一信號。
27、作為上述測量方法的一種優選技術方案,還包括:
28、s5.4、若,自連續多個上述煙支獲取的l總實為定值和/或c實為定值,則發出第四信號。
29、本發明有益效果:
30、在使用時,用戶先獲取煙支的牌號信息,示例性的,煙支測量裝置還包括掃碼器,掃碼器能夠識別煙支包裝上印制的帶有牌號信息的條形碼或二維碼。
31、根據該煙支的牌號信息,查詢map,獲取該煙支的理論輪廓信息,根據其中記載的,煙支的理論總長度l總理及煙支的濾嘴段的長度l濾理,調整第一激光測量器、第二激光測量器及第一支撐件之間于第一方向的間距。示例性的,由于第一激光測量器安裝于第二支撐件,第二支撐件與機架固定保持靜止,啟動第一升降機構,調整第一支撐件與第一激光測量器的于第一方向的間距h1,滿足,啟動第二升降機構,使得第二激光測量器與第一支撐件于第一方向的間距h2,滿足h2=l總理,將煙支放置于第一支撐件,并通過夾持件鎖定于第一方向鎖定煙支,此時煙支的燃燒段的1/2處正對第一激光測量器,煙支遠離濾嘴段的端部正對第二激光測量器。夾持件則驅動煙支繞自身軸線自轉,第一激光測量器獲取煙支的平均直徑d,根據公式c=πd,獲得煙支的實際圓周尺寸c實。第二激光測量器也能夠獲取煙支的實際總長度值l總實。
32、通過對比c實與c理,若兩者的差值的絕對值大于加工的允許誤差范圍△c閾,△c閾>0,煙支測量裝置發出第三信號,用于提示用戶,該煙支的圓周尺寸不符合出廠要求,對對應的加工流程進行檢查。
33、通過對比l總實與l總理,若兩者差值的絕對值大于加工的允許誤差范圍△l閾,△l閾>0,煙支測量裝置則發出第二信號,用于提示用戶,該煙支的長度尺寸不符合出廠要求,對對應的加工流程進行檢測。
34、若,|l總實-l總理|<△l閾且|c實-c理|<△c閾,則判定,該煙支的物理數值符合出廠要求,則發出第一信號。
35、如此,總是于煙支的最佳測量位置獲取其對應的物理量,能夠提高測量的準確度。
- 還沒有人留言評論。精彩留言會獲得點贊!