一種SMT產線快速換線方法及系統與流程
本發明涉及smt產線換線,更具體地說,涉及一種smt產線快速換線方法及系統。
背景技術:
1、smt產線換線是指的是smt產線上不同工單的切換,具體的,與產線轉換生產制造相關的信息包含生產工單信息、貼片機站位表和物料料盤的尾/余料這三樣信息;
2、生產工單信息包括產品的pcba相關型號、pcba的正反面、生產數量、生產線編號、smt產線貼片機配置編號等;貼片機站位表包含:smt產線貼片機配置編號、貼片機順序編號、貼片機操作前后面、feeder站位號、feeder型號、物料料號、物料用量、物料方向、物料pitch等信息;物料料盤的尾/余料產生原因是:物料供應商提供的料盤有標準包裝數量,生產發料時是按盤數來發,因此大量存在工單實際用量小于工單發放數量,導致工單生產完畢時的多余數量物料;
3、傳統的smt產線換線流程上工單a(即將生產完畢的工單)的退料和下工單b(即將轉線開始生產的工單)的上料,其中,上工單a的退料采用:
4、step?1:從smt產線的貼片機撤下a工單的物料,包括移出貼片機feeder工作臺或移除上工單a物料的feeder;
5、step?2:將已經從smt產線移除的a工單物料搬運到尾料退料區;
6、step?3:分別移除在feeder上的物料,變成尾料;
7、step?4:尾料點數后,物料再重新入尾料倉;
8、下工單b的上料采用:
9、step?1:倉庫根據工單b發料;
10、step?2:物料上feeder,然后選擇將已上物料的feeder上至貼片機feeder工作臺;
11、step?3:搬運已上工單b物料的feeder到smt產線;
12、step?4:根據貼片機站位表,將feeder上到工單b對應的smt貼片機;
13、在傳統smt產線換線存在共用物料的重復作業:
14、1)上工單a與下工單b存在共用物料m盤信息,而共用物料在a工單生產完畢時,m盤很多時候有多余物料;
15、2)上工單a需要按上工單a的退料流程,進行m盤退料操作;
16、3)下工單b按下工單b的上料,進行m盤上料操作;
17、4)存在以上2)、3)的重復作業浪費;
18、需要一種能夠有效減少上述共用物料場景下的產線換料存在的在物料上、下feeder作業時間的浪費,并減少上、下feeder作業導致的物料損耗的smt產線快速換線方法及系統。
技術實現思路
1、本發明要解決的技術問題在于,針對現有技術的上述缺陷,提供一種smt產線快速換線方法,還提供了一種smt產線快速換線系統。
2、本發明解決其技術問題所采用的技術方案是:
3、構造一種smt產線快速換線方法,其中,包括以下步驟:
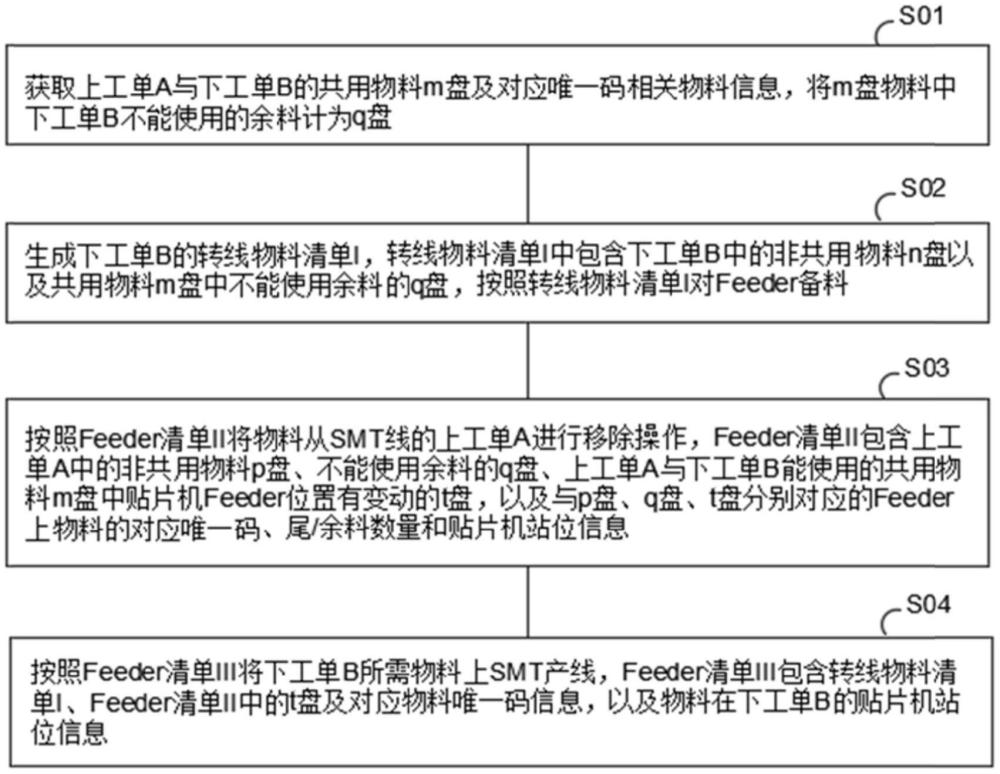
4、獲取上工單a與下工單b的共用物料m盤及對應唯一碼相關物料信息,將m盤物料中下工單b不能使用的余料計為q盤;
5、生成下工單b的轉線物料清單i,轉線物料清單i中包含下工單b中的非共用物料n盤以及共用物料m盤中不能使用余料的q盤,按照轉線物料清單i對feeder備料;
6、按照feeder清單ii將物料從smt線的上工單a進行移除操作,feeder清單ii包含上工單a中的非共用物料p盤、不能使用余料的q盤、上工單a與下工單b能使用的共用物料m盤中貼片機feeder位置有變動的t盤,以及與p盤、q盤、t盤分別對應的feeder上物料的對應唯一碼、尾/余料數量和貼片機站位信息;
7、按照feeder清單iii將下工單b所需物料上smt產線,feeder清單iii包含轉線物料清單i、feeder清單ii中的t盤及對應物料唯一碼信息,以及物料在下工單b的貼片機站位信息。
8、本發明所述的smt產線快速換線方法,其中,所述按照feeder清單iii將下工單b所需物料上smt產線采用:
9、自動生成下工單b所需上線物料feeder清單iii;
10、根據feeder清單iii中貼片機站位信息用語音或燈光顯示提示作業員將feeder料車上的feeder上到貼片機對應站位;
11、將feeder料車的feeder上到對應貼片機的站位;
12、掃碼貼片機feeder工作臺的站位信息及feeder信息或物料唯一碼信息,判定并確保符合feeder清單iii對應的信息;
13、重復所述操作,直到feeder車上在feeder清單iii上的所有feeder全部上到貼片機對應站位。
14、本發明所述的smt產線快速換線方法,其中,所述按照feeder清單iii將下工單b所需物料上smt產線還包括步驟:
15、自動檢查feeder是否全部上到貼片機對應站位,并在完成時提醒;
16、貼片機開始生產時,與貼片機管理系統信息對接,貼片機自動進行下工單b物料防錯料站位管理。
17、本發明所述的smt產線快速換線方法,其中,所述按照feeder清單ii將物料從smt線的上工單a移除操作采用:
18、根據feeder清單ii提示移除feeder對應的貼片機編號、貼片機前后操作面和feeder站位;
19、從貼片機feeder工作臺上移除feeder;
20、掃碼已移除的feeder并將feeder上到feeder料車上;
21、掃feeder唯一碼,并判定并確保feeder綁定的物料唯一碼屬于(p+q+t)盤;
22、重復上述操作,直到feeder清單ii的(p+q+t)盤物料全部移除,自動檢查并在完成時提醒。
23、本發明所述的smt產線快速換線方法,其中,所述按照轉線物料清單i對feeder備料采用:
24、按物料清單i,發放物料n盤及q盤,包含每盤物料對應的唯一碼;
25、n盤及q盤物料分別上feeder作業;
26、已上物料的feeder上到feeder料車上;
27、搬運feeder料車到下工單b對應的smt產線。
28、本發明所述的smt產線快速換線方法,其中,所述方法還包括步驟:
29、換線后feeder料車返回退料區。
30、本發明所述的smt產線快速換線方法,其中,所述方法還包括步驟:
31、根據未來生產工單信息,設定用料周期間隔時間;
32、feeder料車返回退料區時,判斷feeder上物料是否為當前周期內所要用到的物料;
33、是則feeder上物料不用退料,否則物料下feeder。
34、一種smt產線快速換線系統,應用于如上述的smt產線快速換線方法,其中,所述系統包括數據處理單元、物料清單生成單元、上工單a移除單元和下工單b上料單元;
35、所述數據處理單元,用于獲取上工單a與下工單b的共用物料m盤及對應唯一碼相關物料信息,將m盤物料中下工單b不能使用的余料計為q盤;
36、所述物料清單生成單元,用于生成下工單b的轉線物料清單i,轉線物料清單i中包含下工單b中的非共用物料n盤以及共用物料m盤中不能使用余料的q盤,按照轉線物料清單i對feeder備料;還用于生成feeder清單ii和feeder清單iii;feeder清單ii包含上工單a中的非共用物料p盤、不能使用余料的q盤、上工單a與下工單b能使用的共用物料m盤中貼片機feeder位置有變動的t盤,以及與p盤、q盤、t盤分別對應的feeder上物料的對應唯一碼、尾/余料數量和貼片機站位信息;feeder清單iii包含轉線物料清單i、feeder清單ii中的t盤及對應物料唯一碼信息,以及物料在下工單b的貼片機站位信息;
37、所述上工單a移除單元,用于按照feeder清單ii將物料從smt線的上工單a進行移除操作;
38、所述下工單b上料單元,用于按照feeder清單iii將下工單b所需物料上smt產線。
39、本發明所述的smt產線快速換線系統,其中,所述按照feeder清單iii將下工單b所需物料上smt產線采用:
40、自動生成下工單b所需上線物料feeder清單iii;
41、根據feeder清單iii中貼片機站位信息用語音或燈光顯示提示作業員將feeder料車上的feeder上到貼片機對應站位;
42、將feeder料車的feeder上到對應貼片機的站位;
43、掃碼貼片機feeder工作臺的站位信息及feeder信息或物料唯一碼信息,判定并確保符合feeder清單iii對應的信息;
44、重復所述操作,直到feeder車上在feeder清單iii上的所有feeder全部上到貼片機對應站位。
45、本發明所述的smt產線快速換線系統,其中,所述按照feeder清單ii將物料從smt線的上工單a移除操作采用:
46、根據feeder清單ii提示移除feeder對應的貼片機編號、貼片機前后操作面和feeder站位;
47、從貼片機feeder工作臺上移除feeder;
48、掃碼已移除的feeder并將feeder上到feeder料車上;
49、掃feeder唯一碼,并判定并確保feeder綁定的物料唯一碼屬于(p+q+t)盤;
50、重復上述操作,直到feeder清單ii的(p+q+t)盤物料全部移除,自動檢查并在完成時提醒。
51、本發明的有益效果在于:
52、1.從上工單a轉換到下工單b的換線作業時,省去共用物料m盤中的(m-q)盤的上工單a退料作業及下工單b的上料作業,節約大量物料上、下feeder作業時間,并減少上、下feeder作業導致的物料損耗;
53、2.當共用物料占下工單b中比例非常高時,避免采用移除上工單a的貼片機feeder工作臺及插入下工單b的貼片機feeder工作臺的換線作業模式,節省貼片機feeder工作臺的移除、拆入及往返搬運時間和車間操作空間;
54、3.不用多配置貼片機feeder工作臺,節省投資;
55、4.換線后feeder料車上有未來生產工單周期內所要用到的物料時,feeder上物料不用退料,節約物料上feeder及下feeder時間,并減少上、下feeder作業的物料損耗。
- 還沒有人留言評論。精彩留言會獲得點贊!