一種按壓式表帶快拆結構及其裝配工藝的制作方法
本發明涉及表帶,具體地說,涉及一種按壓式表帶快拆結構及其裝配工藝。
背景技術:
1、目前國內使用的表帶為生耳桿、螺絲桿和針式貫穿方式連接。在安裝表帶時耗時,借助工具才能安裝與拆卸表帶。因此市場上逐步出現了一些快拆式的表帶。
2、市面上銷售的卡地亞山度士系列手表,卡地亞官方為其也配置了快拆式表帶(如圖1、圖2所示),該表帶的快拆結構的核心部件是扭簧,但扭簧是裸露在外的,不美觀的同時,這就造成長期佩戴后,汗液容易腐蝕扭簧,而在扭簧失效后,手表就很容易出現脫落的風險,且通過觀察該表帶的快拆結構可以發現,扭簧與各部件組裝不緊密,可以扭簧左右移動。
技術實現思路
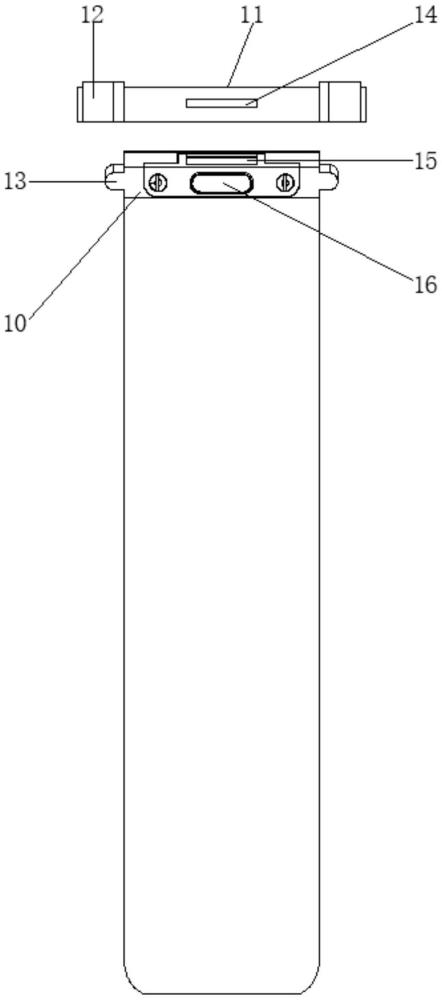
1、為達到上述目的,本發明公開了一種按壓式表帶快拆結構,包括嵌設安裝于表帶上的殼體,殼體卡設于表殼的一對表耳之間,殼體上一體成型對稱設有限位插塊,以適配位于表耳背面的凹位,殼體的相鄰側面上分別設有用于卡合表殼的止退斜槽的卡塊組件和用于驅動卡塊組件活動的按壓組件,按壓組件包括位于殼體內,用于卡塊組件復位的一對圓柱簧。
2、優選的,卡塊組件包括:
3、側開口,側開口開設于殼體靠近表殼端;
4、下橫槽,下橫槽開設于殼體內底部靠近側開口位置;
5、l型卡扣件,l型卡扣件呈垂直折彎狀設置,l型卡扣件位于側開口位置,l型卡扣件的一端通過側轉軸轉動安裝于下橫槽內,l型卡扣件的另一端探入殼體內,按壓組件和圓柱簧呈一上一下抵設于l型卡扣件的另一端,l型卡扣件的折彎段探出側開口以適配止退斜槽。
6、優選的,按壓組件包括:
7、蓋板,蓋板嵌設安裝于殼體上,蓋板的底端一體成型對稱設有側支撐塊,l型卡扣件位于兩個側支撐塊之間,兩個側支撐塊一一對應按壓于靠近側轉軸的兩個軸端的下橫槽上;
8、按鈕,按鈕嵌設于蓋板的中心位置,按鈕抵靠于l型卡扣件上,并與圓柱簧呈一上一下設置。
9、優選的,蓋板通過螺絲緊固于殼體上。
10、本發明另公開了一種按壓式表帶快拆機構的裝配工藝,應用于如上的所述按壓式表帶快拆結構,包括:
11、步驟1、在安裝治具上殼體,一對圓柱簧放入殼體內底部,將l型卡扣件帶有側轉軸端沿豎直方向卡入下橫槽內,以保證l型卡扣件的楔形部探出側開口,l型卡扣件壓住圓彈簧后,保持l型卡扣件不動;
12、步驟2、蓋板的中心端預留有安裝口,將按鈕安裝于安裝口上,將蓋板帶有側支撐塊端沿側開口插設于殼體內底部,且過程中側支撐塊避開l型卡扣件,以按鈕和圓彈簧呈一上一下壓住l型卡扣件為裝配到位;
13、步驟3、蓋板上預留有成對稱設置的安裝孔,螺絲穿設安裝孔,上緊螺絲,以將蓋板固定于殼體上。
14、優選的,步驟1中安裝治具包括:
15、加工臺,加工臺的頂端并列設置有至少三組可滑移的固定座,固定座上安裝有用于卡設位于殼體的尾部的卡口的限位卡塊;
16、前支撐座,兩個前支撐座并列安裝于加工臺的頂端,前轉軸安裝于兩個前支撐座上,前轉軸上等數量于固定座安裝有帶放大鏡的支架;
17、動力電機,動力電機安裝于其中一個前支撐座上,動力電機的輸出端與前轉軸連接。
18、優選的,步驟1中安裝治具還包括:
19、弧形導向架,兩個弧形導向架并列安裝于加工臺的頂端,弧形齒條滑動套設于弧形導向架的一端;
20、動作室,動作室位于加工臺內,弧形齒條探入動作室內;
21、傳動桿,傳動桿的頂端轉動安裝于固定座的底端,弧形齒條抵設于傳動桿的底端;
22、齒輪,齒輪安裝于前轉軸上,齒輪與弧形齒條嚙合。
23、優選的,動作室內安裝有限位轉軸,傳動桿上開設有限位滑槽,限位轉軸滑動連接于限位滑槽內,復位彈簧的一端與傳動桿靠近固定座端連接,復位彈簧的另一端與動作室的內壁連接。
24、優選的,弧形齒條的內圈安裝有用于臨時按壓l型卡扣件的按壓條。
25、優選的,加工臺的頂端開設有便于固定座的底端滑動的導向滑槽,傳動桿探入導向滑槽內,并與固定座的底端轉動連接。
技術特征:
1.一種按壓式表帶快拆結構,其特征在于,包括嵌設安裝于表帶上的殼體(10),殼體(10)卡設于表殼(11)的一對表耳(12)之間,殼體(10)上一體成型對稱設有限位插塊(13),以適配位于表耳(12)背面的凹位,殼體(10)的相鄰側面上分別設有用于卡合表殼(11)的止退斜槽(14)的卡塊組件(15)和用于驅動卡塊組件(15)活動的按壓組件(16),按壓組件(16)包括位于殼體(10)內,用于卡塊組件(15)復位的一對圓柱簧(17)。
2.根據權利要求1所述的一種按壓式表帶快拆結構,其特征在于,卡塊組件(15)包括:
3.根據權利要求2所述的一種按壓式表帶快拆結構,其特征在于,按壓組件(16)包括:
4.根據權利要求3所述的一種按壓式表帶快拆結構,其特征在于,蓋板(22)通過螺絲(25)緊固于殼體(10)上。
5.一種按壓式表帶快拆機構的裝配工藝,應用于如權利要求1至4中任意一項的所述按壓式表帶快拆結構,其特征在于,包括:
6.根據權利要求5所述的一種按壓式表帶快拆機構的裝配工藝,其特征在于,步驟1中安裝治具包括:
7.根據權利要求6所述的一種按壓式表帶快拆機構的裝配工藝,其特征在于,步驟1中安裝治具還包括:
8.根據權利要求7所述的一種按壓式表帶快拆機構的裝配工藝,其特征在于,動作室(35)內安裝有限位轉軸(38),傳動桿(36)上開設有限位滑槽(39),限位轉軸(38)滑動連接于限位滑槽(39)內,復位彈簧(40)的一端與傳動桿(36)靠近固定座(27)端連接,復位彈簧(40)的另一端與動作室(35)的內壁連接。
9.根據權利要求7所述的一種按壓式表帶快拆機構的裝配工藝,其特征在于,弧形齒條(34)的內圈安裝有用于臨時按壓l型卡扣件(20)的按壓條(41)。
10.根據權利要求7所述的一種按壓式表帶快拆機構的裝配工藝,其特征在
技術總結
本發明涉及表帶技術領域,本發明屬于本發明公開了一種按壓式表帶快拆結構及其裝配工藝,其中按壓式表帶快拆結構包括嵌設安裝于表帶上的殼體,殼體卡設于表殼的一對表耳之間,殼體上一體成型對稱設有限位插塊,以適配位于表耳背面的凹位,殼體的相鄰側面上分別設有用于卡合表殼的止退斜槽的卡塊組件和用于驅動卡塊組件活動的按壓組件,按壓組件包括位于殼體內,用于卡塊組件復位的一對圓柱簧。本發明提供的一種按壓式表帶快拆結構,按壓組件和卡塊組件緊湊安裝于殼體內,組裝精密,且作為卡塊組件復位的核心部件圓柱簧隱藏于殼體內,因不暴露在外,提高美觀性的同時,圓柱簧也不會被汗液腐蝕,手表不會出現脫落的風險。
技術研發人員:翟云鵬
受保護的技術使用者:廣州靈森貿易有限公司
技術研發日:
技術公布日:2025/4/6
- 還沒有人留言評論。精彩留言會獲得點贊!