經(jīng)改良的印刷網(wǎng)版及其制作方法與流程
本公開(kāi)涉及一種印刷網(wǎng)版,特別涉及一種經(jīng)改良的印刷網(wǎng)版及其制作方法。
背景技術(shù):
1、請(qǐng)參閱圖1a,圖1a為現(xiàn)有印刷網(wǎng)版100的架構(gòu)示意圖。現(xiàn)有的印刷網(wǎng)版100的制造,于網(wǎng)框110上鋪設(shè)網(wǎng)布120,并接著對(duì)網(wǎng)布120進(jìn)行軋壓處理。其中網(wǎng)布120由例如原線(xiàn)徑為11μm(誤差正負(fù)1μm內(nèi))的金屬材質(zhì)的多條第一方向線(xiàn)紗122及多條第二方向線(xiàn)紗124交織形成,并因彼此的推擠形成繞曲狀,而后經(jīng)軋壓處理使彼此緊密壓合。請(qǐng)接著一并參閱圖1b和圖1c示出例如圖1a的印刷網(wǎng)版100中第一方向線(xiàn)紗122和第二方向線(xiàn)紗124的交織處n1的掃描電子顯微鏡(scanning?electron?microscope,sem)成像圖。
2、于交織處n1,第一方向線(xiàn)紗122重疊于第二方向線(xiàn)紗124之上,而經(jīng)軋壓處理后,第一方向線(xiàn)紗122的表面產(chǎn)生有平坦的軋壓痕rm,且第一方向線(xiàn)紗122及/或第二方向線(xiàn)紗124沿網(wǎng)布120的垂直方向上的厚度將被壓縮至厚度t1。而網(wǎng)布120的最大厚度約為第一方向線(xiàn)紗122及第二方向線(xiàn)紗124的相加,即為2倍的厚度t1。于此例中,單一線(xiàn)紗的厚度由原線(xiàn)徑11μm左右被壓縮至6.18μm。而從圖1c中可看出,非交織部分(未重疊處)的第一方向線(xiàn)紗122具有約為11.7μm的第一線(xiàn)徑d1,而交織處的第一方向線(xiàn)紗122的線(xiàn)徑則因軋壓處理而向兩側(cè)擴(kuò)展為14.1μm的第二線(xiàn)徑d2。簡(jiǎn)言之,現(xiàn)有印刷網(wǎng)版的網(wǎng)布中線(xiàn)紗交織處的線(xiàn)紗厚度將被壓低,而橫向的線(xiàn)徑寬度將加寬。
3、而為了增加印刷透墨量,現(xiàn)有技術(shù)中常于印刷前,將制好的印刷網(wǎng)版進(jìn)一步進(jìn)行抽紗/去紗處理,亦即,去除部分線(xiàn)紗以減少線(xiàn)紗阻隔印刷材料(例如油墨)通過(guò)網(wǎng)布。舉例來(lái)說(shuō),印刷網(wǎng)版100中大致可分為抽紗區(qū)yr1和非抽紗區(qū)nyr1,抽紗區(qū)yr1中的第二方向線(xiàn)紗124被去除,而僅留下第一方向線(xiàn)紗122。請(qǐng)一并參閱圖1d,圖1d為印刷網(wǎng)版100的網(wǎng)布120的抽紗區(qū)yr1的部分掃描電子顯微鏡成像。從圖1d中可看出,抽紗區(qū)yr1即使經(jīng)過(guò)抽紗處理去除了第二方向線(xiàn)紗124,第一方向線(xiàn)紗122因制造過(guò)程產(chǎn)生的繞曲狀仍會(huì)維持,且原交織處的線(xiàn)紗上的軋壓痕rm仍存在。其中,于原交織處位于上方的第一方向線(xiàn)紗122受到下方第二方向線(xiàn)紗124的推擠,形成波峰,如局部區(qū)域pr1中的波峰處p1,而軋壓痕rm即形成在波峰處p1頂部。而于原交織處位于下方的第一方向線(xiàn)紗122受到上方第二方向線(xiàn)紗124推擠,形成波谷,如局部區(qū)域pr1中的波谷處v1,并于其彎曲處內(nèi)側(cè)產(chǎn)生凹痕dm。
4、圖1e為圖1d的局部區(qū)域pr1中波峰處p1及波谷處v1的線(xiàn)紗的橫截面示意圖。一般而言,軋壓處理前的第一方向線(xiàn)紗122和第二方向線(xiàn)紗124各處的截面形狀皆大致為具第一線(xiàn)徑d1的圓形,而從圖1e中看看出,軋壓處理后的波峰處p1的線(xiàn)段與波谷處v1的線(xiàn)段的截面形狀由原始的圓形變化為不規(guī)則形狀,并具有因軋壓處理而形成的第二線(xiàn)徑d2。而波峰處p1與波谷處v1的最大高度差h大致上為軋壓處理后線(xiàn)紗的厚度t1的兩倍,與位在非抽紗區(qū)nyr1的交織處n1的厚度相同。圖1f為例如通過(guò)印刷網(wǎng)版100的抽紗區(qū)yr1印刷至基材st1上的圖案的印刷材料pm1的立體表面輪廓測(cè)量圖。從圖1f可了解到,印刷至基材st1上的印刷材料pm1會(huì)受到線(xiàn)紗的繞曲程度及線(xiàn)徑變化的影響而存在高低起伏。
5、現(xiàn)有印刷網(wǎng)版工藝中,亦有采用跳紗編織作法,來(lái)實(shí)現(xiàn)類(lèi)似抽紗效果的方案。跳紗即為先行指定部分區(qū)域不編入其中一向的線(xiàn)紗,因此后續(xù)不須進(jìn)行抽紗處理。此作法雖可避免前述軋壓處理造成的線(xiàn)紗繞曲及線(xiàn)徑擴(kuò)展,然相較于抽紗處理,其技術(shù)門(mén)檻較高,并將產(chǎn)生較高昂的制造成本。
技術(shù)實(shí)現(xiàn)思路
1、由上述可知,印刷品質(zhì)將受到線(xiàn)紗本身繞曲程度及線(xiàn)徑大小的影響,而現(xiàn)有的印刷網(wǎng)版雖可通過(guò)抽紗處理增加印刷時(shí)的透墨量,然線(xiàn)紗因軋壓過(guò)程導(dǎo)致的形變?nèi)詴?huì)存在,對(duì)印刷出的圖案品質(zhì)仍會(huì)造成一定影響。此外,跳紗編織網(wǎng)布的成本亦較高昂。因此,本公開(kāi)提出的目的在于提出創(chuàng)新的方案,在較低的成本花費(fèi)限制中,解決過(guò)往因軋壓處理導(dǎo)致線(xiàn)紗形變而帶來(lái)的不良后果。
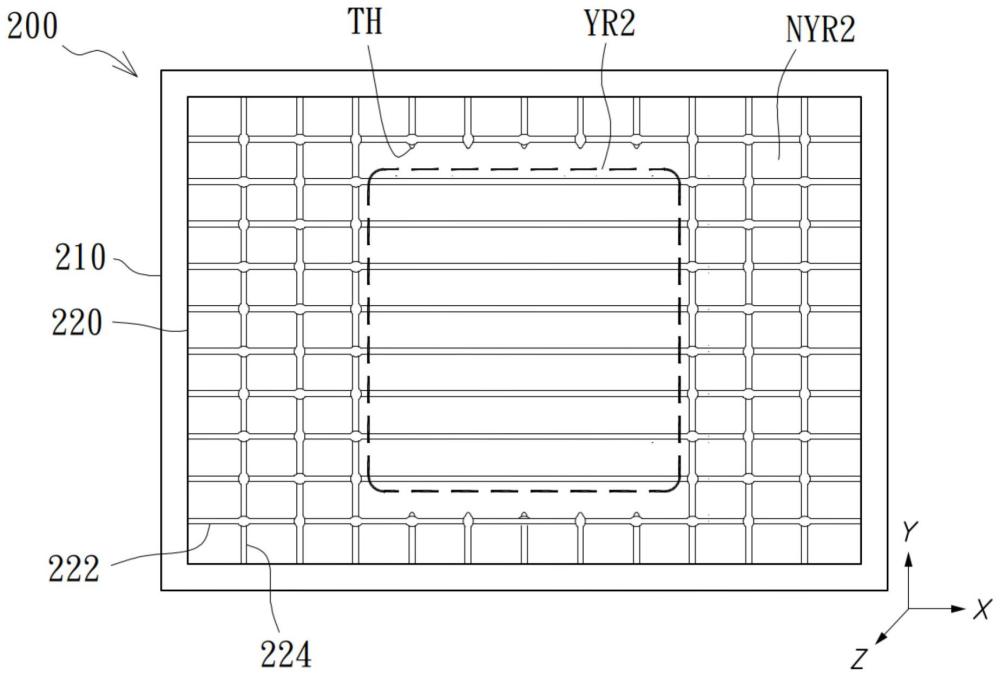
2、在本公開(kāi)的一技術(shù)態(tài)樣中提出一種印刷網(wǎng)版。印刷網(wǎng)版包含網(wǎng)框以及網(wǎng)布。網(wǎng)布設(shè)置于網(wǎng)框中,其中網(wǎng)布由多條第一方向線(xiàn)紗及多條第二方向線(xiàn)紗構(gòu)成。網(wǎng)布具有非抽紗區(qū)以及抽紗區(qū)。位于非抽紗區(qū)的第一方向線(xiàn)紗及第二方向線(xiàn)紗彼此交織。位于抽紗區(qū)的第二方向線(xiàn)紗經(jīng)去紗處理而被移除,且網(wǎng)布經(jīng)軋壓處理后,每一第一方向線(xiàn)紗位于抽紗區(qū)中的線(xiàn)段不具有軋壓痕。
3、于一實(shí)施例中,線(xiàn)段呈繞曲狀。
4、于一實(shí)施例中,線(xiàn)段呈現(xiàn)均勻的線(xiàn)徑。
5、于一實(shí)施例中,線(xiàn)段的任兩點(diǎn)的截面形狀相同。
6、于一實(shí)施例中,線(xiàn)段具有第一線(xiàn)徑,位于非抽紗區(qū)的第一方向線(xiàn)紗及第二方向線(xiàn)紗于彼此交織處具有第二線(xiàn)徑,且于彼此交織處外具有第一線(xiàn)徑,第一線(xiàn)徑小于第二線(xiàn)徑。
7、在本公開(kāi)的另一技術(shù)態(tài)樣中提出一種印刷網(wǎng)版制作方法。印刷網(wǎng)版制作方法,包含以下步驟:將多條第一方向線(xiàn)紗及多條第二方向線(xiàn)紗上下交織以形成網(wǎng)布;以預(yù)定張力將網(wǎng)布拉伸以于網(wǎng)框上固定;將網(wǎng)布區(qū)分為非抽紗區(qū)及抽紗區(qū);對(duì)抽紗區(qū)進(jìn)行去紗處理,以使抽紗區(qū)不具有第二方向線(xiàn)紗;以及對(duì)網(wǎng)布進(jìn)行軋壓處理。
8、本公開(kāi)跳脫了現(xiàn)有印刷網(wǎng)版工藝中,于軋壓完成后才進(jìn)行抽紗的既有作法,改以先行抽紗處理后才進(jìn)行軋壓處理的特殊工藝,避免了線(xiàn)紗的繞曲形變程度過(guò)大,亦防止線(xiàn)紗因軋壓處理產(chǎn)生的導(dǎo)致橫向擴(kuò)展的軋壓痕產(chǎn)生。因此,相較于現(xiàn)有技術(shù),本公開(kāi)的印刷網(wǎng)版中抽紗區(qū)的線(xiàn)紗外型均勻,繞曲程度小,印刷出的圖型品質(zhì)更加優(yōu)異。此外,本公開(kāi)的印刷網(wǎng)版工藝,可于網(wǎng)布整體編織完成后才進(jìn)行抽紗,而不需先行指定區(qū)域進(jìn)行跳紗編織,在制作成本及工藝時(shí)間花費(fèi)上都獲得顯著改善。
技術(shù)特征:
1.一種印刷網(wǎng)版,包含:
2.如權(quán)利要求1所述的印刷網(wǎng)版,其中該線(xiàn)段呈繞曲狀。
3.如權(quán)利要求1所述的印刷網(wǎng)版,其中該線(xiàn)段呈現(xiàn)均勻的線(xiàn)徑。
4.如權(quán)利要求1所述的印刷網(wǎng)版,其中該線(xiàn)段的任兩點(diǎn)的截面形狀相同。
5.如權(quán)利要求1所述的印刷網(wǎng)版,其中該線(xiàn)段具有一第一線(xiàn)徑,位于該非抽紗區(qū)的該多條第一方向線(xiàn)紗及該多條第二方向線(xiàn)紗于彼此交織處具有一第二線(xiàn)徑,且于彼此交織處外具有該第一線(xiàn)徑,該第一線(xiàn)徑小于該第二線(xiàn)徑。
6.一種印刷網(wǎng)版制作方法,包含以下步驟:
技術(shù)總結(jié)
印刷網(wǎng)版包含網(wǎng)框以及網(wǎng)布。網(wǎng)布設(shè)置于網(wǎng)框中,其中網(wǎng)布由多條第一方向線(xiàn)紗及多條第二方向線(xiàn)紗構(gòu)成。網(wǎng)布具有非抽紗區(qū)以及抽紗區(qū)。位于非抽紗區(qū)的第一方向線(xiàn)紗及第二方向線(xiàn)紗彼此交織。位于抽紗區(qū)的第二方向線(xiàn)紗經(jīng)去紗處理而被移除,且網(wǎng)布經(jīng)軋壓處理后,每一第一方向線(xiàn)紗位于抽紗區(qū)中的線(xiàn)段不具有軋壓痕。
技術(shù)研發(fā)人員:許思華,黃軍皓
受保護(hù)的技術(shù)使用者:倉(cāng)和股份有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!