一種匯流條壓緊機構(gòu)及接線盒焊接機的制作方法
本技術(shù)涉及光伏電池組件生產(chǎn)領(lǐng)域,具體地說是一種匯流條壓緊機構(gòu)及接線盒焊接機。
背景技術(shù):
1、電池串陣列與玻璃板經(jīng)層壓粘接為一體形成電池串組件后,還需要將接線盒安裝至電池串組件上,以制成最終的光伏組件。接線盒安裝包括如下過程:將接線盒固定在電池串組件上,并使得電池串組件上的兩根匯流條穿入接線盒內(nèi);然后,將兩根匯流條壓緊至接線盒的導電片上;最后,將兩根匯流條焊接至對應的導電片上。在進行匯流條與接線盒的焊接前,需要先將匯流條壓緊在接線盒的導電片上。
2、安裝在電池串組件上的接線盒,有時會因為接線盒本身的制造問題或者其他安裝問題,導致接線盒上的兩個導電片存在高低差。現(xiàn)有的匯流條壓緊機構(gòu),通常包括升降驅(qū)動和兩個壓緊組件,兩個壓緊組件分別通過彈簧可上下浮動的安裝在升降驅(qū)動機構(gòu)的驅(qū)動端上。使用時,升降驅(qū)動機構(gòu)帶動兩個壓緊組件一起下降,兩個壓緊組件分別將兩個匯流條壓緊在相應的導電片上。
3、為了保證兩個壓緊組件均能壓緊匯流條,升降驅(qū)動機構(gòu)會驅(qū)動壓緊組件過壓,使得壓緊組件在受到匯流條的反作用力后上移壓縮彈簧。當接線盒的兩個導電片存在高低差時,與處于高位的導電片對應的壓緊組件上移量大,相應的,與該壓緊組件對應的彈簧的壓縮量大,導致處于高位的導電片處受到的壓緊力大于處于低位的導電片處受到的壓緊力,這種較大的局部壓力容易引起電池串組件內(nèi)的電池片發(fā)生隱裂。
技術(shù)實現(xiàn)思路
1、為了解決上述技術(shù)問題,本技術(shù)提供了一種匯流條壓緊機構(gòu)及接線盒焊接機,其采用如下技術(shù)方案:
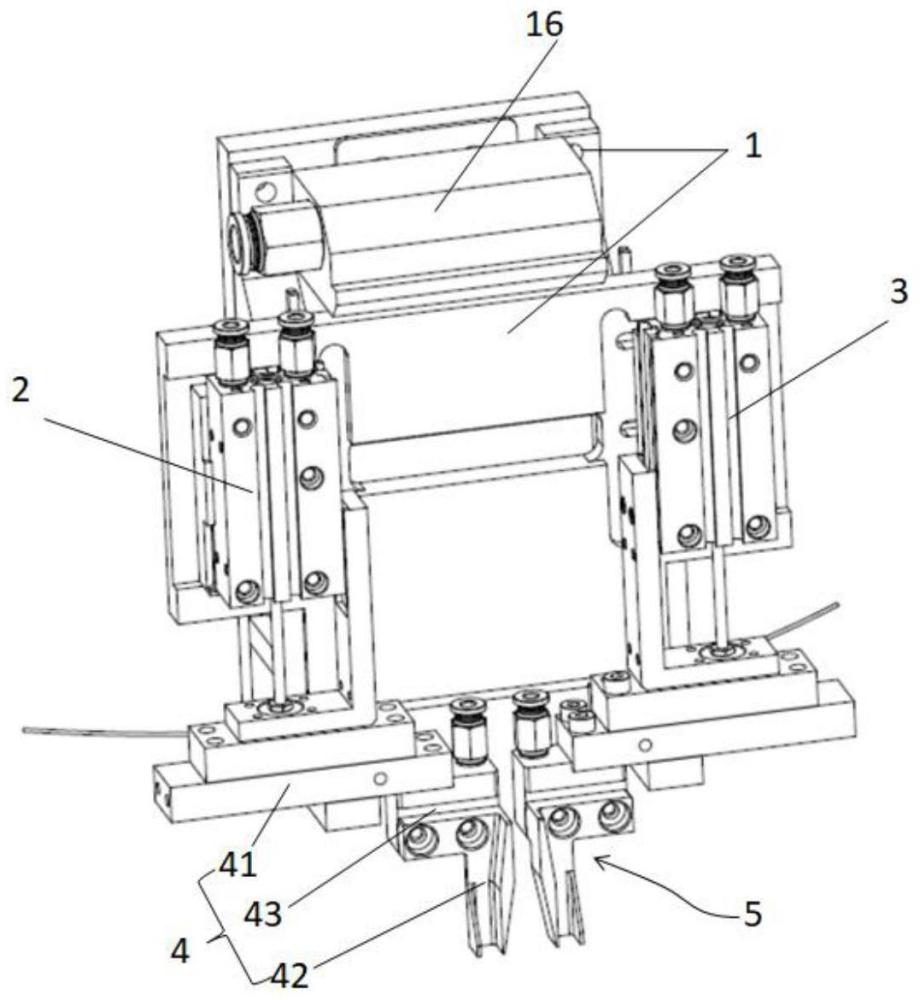
2、一種匯流條壓緊機構(gòu),用于將電池串組件上的兩根匯流條一一對應地壓緊至接線盒內(nèi)的兩個導電片上,匯流條壓緊機構(gòu)包括升降驅(qū)動機構(gòu)、安裝支架、第一氣缸、第二氣缸、第一壓緊組件及第二壓緊組件,其中:
3、安裝支架連接在升降驅(qū)動機構(gòu)的活動部件上,升降驅(qū)動機構(gòu)用于驅(qū)動安裝支架升降;
4、第一氣缸和第二氣缸設置在安裝支架上;
5、第一壓緊組件連接在第一氣缸的伸縮桿的下端,第二壓緊組件連接在第二氣缸的伸縮桿的下端;
6、升降驅(qū)動機構(gòu)驅(qū)動安裝支架下降,帶動第一壓緊組件和第二壓緊組件分別將一根匯流條壓緊至對應的導電片的過程中,第一氣缸被配置為始終向第一壓緊組件施加預定的第一下壓力;第二氣缸被配置為始終向第二壓緊組件施加預定的第二下壓力,第一下壓力與第二下壓力相等。
7、本技術(shù)提供的匯流條壓緊機構(gòu),其第一壓緊組件、第二壓緊組件分別連接在第一氣缸、第二氣缸的伸縮桿上,第一壓緊組件、第二壓緊組件下壓對應匯流條的過程中,第一氣缸、第二氣缸能夠始終給第一壓緊組件和第二壓緊組件以預定的下壓力,即不論第一氣缸和第二氣缸的伸縮桿的回縮量是多少,第一氣缸和第二氣缸作用在第一壓緊組件、第二壓緊組件上的下壓力始終是預定值且相等,如此,即使兩個導電片存在高低差,兩個導電片所受到的壓緊力也能夠始終保持相等,從而避免電池串組件因局部受壓過大而造成其內(nèi)的電池片發(fā)生隱裂。
8、在一些實施例中,匯流條壓緊機構(gòu)還包括壓縮空氣氣源、第一管路和第二管路,其中:第一管路和第二管路的一端分別與壓縮空氣氣源相連通,第一管路的另一端與第一氣缸的無桿腔連通,第二管路的另一端與第二氣缸的無桿腔連通;第一氣缸的有桿腔和第二氣缸的有桿腔分別與大氣連通;第一管路和第二管路上分別設置有減壓閥,或者第一管路和第二管路通過同一個減壓閥與壓縮空氣氣源連通;壓縮空氣氣源用于始終向第一氣缸和第二氣缸的無桿腔內(nèi)提供壓縮空氣,減壓閥用于調(diào)節(jié)進入至無桿腔內(nèi)的壓縮空氣的壓力,使得第一氣缸始終向第一壓緊組件施加預定的第一下壓力,以及使得第二氣缸始終向第二壓緊組件施加預定的第二下壓力。
9、通過設置減壓閥,實現(xiàn)了對第一管路、第二管路內(nèi)的壓力調(diào)節(jié),從而使得第一氣缸的無桿腔與第二氣缸的無桿腔內(nèi)的壓力始終保持相等,最終實現(xiàn)第一氣缸的伸縮桿和第二氣缸的伸縮桿分別向第一壓緊組件和第二壓緊組件施加預定大小且相等的力。
10、在一些實施例中,第一管路和第二管路上均設置有調(diào)速閥,調(diào)速閥用于調(diào)節(jié)進入至無桿腔內(nèi)的壓縮空氣的流速。
11、調(diào)速閥通過調(diào)節(jié)進入至無桿腔內(nèi)的壓縮空氣的流速,從而實現(xiàn)對的伸縮桿的伸縮速度的靈活調(diào)節(jié)。
12、在一些實施例中,第二壓緊組件與第一壓緊組件的結(jié)構(gòu)相同,第一壓緊組件包括轉(zhuǎn)接板及壓爪,其中,轉(zhuǎn)接板連接在第一氣缸的伸縮桿的下端,壓爪安裝在轉(zhuǎn)接板上。
13、通過設置轉(zhuǎn)接板,實現(xiàn)了壓爪與第一氣缸的伸縮桿的穩(wěn)定連接。
14、在一些實施例中,第二壓緊組件和第一壓緊組件上還分別設置有吹氣塊,吹氣塊被配置為在匯流條焊接過程中,對匯流條的焊接位置吹氣。
15、吹氣塊在匯流條焊接過程中對匯流條的焊接位置吹氣,有助于提高焊接質(zhì)量。
16、在一些實施例中,壓爪包括本體、第一壓腳和第二壓腳,其中,本體固定連接在轉(zhuǎn)接板上,第一壓腳和第二壓腳間隔設置在本體上,第一壓腳和第二壓腳之間形成焊接避讓通道;第一壓腳和第二壓腳被配置為從兩個不同位置處將匯流條壓緊至對應的導電片上,匯流條的待焊接位置位于避讓通道處。
17、第一壓腳和第二壓腳從兩個不同位置處將匯流條壓緊至對應的導電片上,確保匯流條能夠貼緊在導電片上,防止匯流條因受力不均造成上拱或翹起。此外,第一壓腳和第二壓腳之間的避讓通道暴露出匯流條的待焊接位置,匯流條焊接機構(gòu)通過避讓通道實施對匯流條的待焊接位置的焊接。
18、在一些實施例中,匯流條壓緊機構(gòu)還包括設置在安裝支架上的感應器,轉(zhuǎn)接板上設置有與感應器匹配的感應塊,感應塊位于感應器的下方;感應器與升降驅(qū)動機構(gòu)信號連接;升降驅(qū)動機構(gòu)驅(qū)動安裝支架下降,帶動壓爪將匯流條壓緊至對應的導電片時,感應塊在轉(zhuǎn)接板的帶動下朝向感應器上升,感應塊的上升行程達到預定值時,感應器被觸發(fā)產(chǎn)生止動信號,升降驅(qū)動機構(gòu)接收到止動信號后停止驅(qū)動安裝支架下降。
19、通過對安裝支架的下降高度進行限定,可實現(xiàn),當?shù)谝粔壕o組件的壓爪及
20、第二壓緊組件的壓爪對相應的匯流條完成過壓后,升降驅(qū)動機構(gòu)隨即停止驅(qū)動安裝支架下降,保證對匯流條的有效壓緊。
21、在一些實施例中,感應器為接觸式位移傳感器或激光位移傳感器。
22、提供了兩種可選的位移傳感器形式,都能夠滿足對感應塊的上升行程的測量。
23、在一些實施例中,匯流條壓緊機構(gòu)還包括設置在安裝支架上的風刀,風刀設置在第一壓緊組件和第二壓緊組件的上方,風刀被配置為在匯流條焊接過程中向水平方向、斜向上或斜向下吹氣。
24、風刀在匯流條焊接過程中形成位于焊接位置上方的氣幕,從而阻止焊接過程產(chǎn)生的雜質(zhì)上升,防止雜質(zhì)污染上方的匯流條焊接機構(gòu)等構(gòu)件。
25、本技術(shù)還提供了一種接線盒焊接機,其包括輸送機構(gòu)、上述任一項所述的匯流條壓緊機構(gòu)、激光焊接機構(gòu),其中:輸送機構(gòu)被配置為輸送電池串組件,以將電池串組件上的接線盒送至焊接工位處;匯流條壓緊機構(gòu)被配置為移動至焊接工位的上方,將電池串組件上的兩根匯流條一一對應地壓緊至接線盒內(nèi)的兩個導電片上;激光焊接機構(gòu)被配置為移動至焊接工位的上方,通過激光將被壓緊的兩根匯流條焊接至相應的導電片上。
26、通過輸送機構(gòu)、匯流條壓緊機構(gòu)及激光焊接機構(gòu)的配合,本技術(shù)實施例中的接線盒焊接機實現(xiàn)了對接線盒的自動焊接。
- 還沒有人留言評論。精彩留言會獲得點贊!