一種精確定位焊接工裝夾具的制作方法
本技術涉及焊接工裝夾具,更具體地說,本技術涉及一種精確定位焊接工裝夾具。
背景技術:
1、目前在拼裝過程中,通常采用水平平臺來固定和放樣,產品在焊接時,工件容易移位、焊接溫度不均勻則會導致工件變形,導致實際產品尺寸偏差,且生產后檢驗人員需進行多次檢驗已減小誤差,無形中增大了檢驗人員的勞動強度;
2、經檢索,現有專利(公開號:cn204019045u)公開了一種焊接工裝夾具,包括底座,垂直安裝于底座一端的第一定位擋板,垂直安裝于底座另一端的第二定位擋板,可移動地垂直安裝于底座的活動擋板,至少兩個垂直安裝于底座的帶凹槽的限位板,凹槽形狀與立柱橫截面形狀匹配,第二定位擋板上設置有位移微調裝置,位移微調裝置與活動擋板連接;限位板位于第一定位擋板與活動擋板之間,第一定位擋板和活動擋板的頂部或底部設置有用于限制頂板或底板水平方向的水平限位器,且其左側或右側設置有用于限制頂板或底板垂直方向的垂直限位器,第一定位擋板和活動擋板上還設置有用于夾緊頂板或底板的夾緊裝置。因底板、頂板互相平行、固定,立柱位置固定且垂直于兩者,保證了垂直度和定位關系。發明人在實現本實用新型的過程中發現現有技術存在如下問題:
3、在需要快速焊接的環境下該裝置無法滿足要求,同時操作過于復雜;其工件容易移位、焊接溫度不均勻則會導致工件變形,導致實際產品尺寸偏差,生產效率低的問題,且生產后檢驗人員需進行多次檢驗已減小誤差,無形中增大了檢驗人員的勞動強度;
4、因此,針對上述問題提出一種精確定位焊接工裝夾具。
技術實現思路
1、為了克服現有技術的上述缺陷,本實用新型提供一種精確定位焊接工裝夾具,以解決上述背景技術中提出的問題。
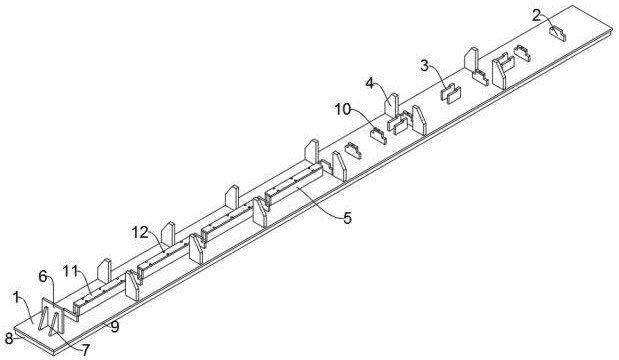
2、為實現上述目的,本實用新型提供如下技術方案:一種精確定位焊接工裝夾具,包括基準板,其特征在于:所述基準板的上方設置有內開檔限位板,所述內開檔限位板的一側設置有支撐板,所述基準板的上方兩側均設置有構件外開檔限位板,所述內開檔限位板的一側設置有一號筋板高度定位板,所述一號筋板高度定位板的一側設置有構件長度定位板,所述構件長度定位板的一側設置有一號筋板;
3、所述內開檔限位板的頂部連接有二號筋板高度定位板,所述一號筋板高度定位板的頂部連接有三號筋板高度定位板。
4、優選的,所述基準板包括二號筋板和三號筋板,所述二號筋板的底部連接有三號筋板。
5、優選的,所述內開檔限位板設置有五組,且五組所述內開檔限位板沿所述基準板的水平方向均勻排布。
6、優選的,所述支撐板設置有三組,且三組所述支撐板沿所述基準板的水平方向均勻排布。
7、優選的,所述構件外開檔限位板沿所述基準板的短邊方向設置的兩個為一組,且所述構件外開檔限位板設置有六組,六組所述構件外開檔限位板沿所述基準板的長邊水平方向均勻排布。
8、優選的,所述二號筋板高度定位板的中心處設置有螺紋孔,所述三號筋板高度定位板的上方設置有六組所述螺紋孔,且六組所述螺紋孔沿所述三號筋板高度定位板的水平方向均勻排布。
9、優選的,所述一號筋板高度定位板和內開檔限位板的頂部設置有與所述螺紋孔相對應的孔洞。
10、本實用新型的技術效果和優點:
11、與現有技術相比,該一種精確定位焊接工裝夾具通過定位板的準確安裝提供可靠的定位和夾緊,減輕工件焊接時的尺寸偏差,提高零件的精確度;有效防止和減輕了焊接變形,且降低了檢驗人員的檢驗頻次,大大提高了生產效率,降低了生產成本。
技術特征:
1.一種精確定位焊接工裝夾具,包括基準板(1),其特征在于:所述基準板(1)的上方設置有內開檔限位板(2),所述內開檔限位板(2)的一側設置有支撐板(3),所述基準板(1)的上方兩側均設置有構件外開檔限位板(4),所述內開檔限位板(2)的一側設置有一號筋板高度定位板(5),所述一號筋板高度定位板(5)的一側設置有構件長度定位板(6),所述構件長度定位板(6)的一側設置有一號筋板(7);
2.根據權利要求1所述的一種精確定位焊接工裝夾具,其特征在于:所述基準板(1)包括二號筋板(8)和三號筋板(9),所述二號筋板(8)的底部連接有三號筋板(9)。
3.根據權利要求1所述的一種精確定位焊接工裝夾具,其特征在于:所述內開檔限位板(2)設置有五組,且五組所述內開檔限位板(2)沿所述基準板(1)的水平方向均勻排布。
4.根據權利要求1所述的一種精確定位焊接工裝夾具,其特征在于:所述支撐板(3)設置有三組,且三組所述支撐板(3)沿所述基準板(1)的水平方向均勻排布。
5.根據權利要求1所述的一種精確定位焊接工裝夾具,其特征在于:所述構件外開檔限位板(4)沿所述基準板(1)的短邊方向設置的兩個為一組,且所述構件外開檔限位板(4)設置有六組,六組所述構件外開檔限位板(4)沿所述基準板(1)的長邊水平方向均勻排布。
6.根據權利要求1所述的一種精確定位焊接工裝夾具,其特征在于:所述二號筋板高度定位板(10)的中心處設置有螺紋孔(12),所述三號筋板高度定位板(11)的上方設置有六組所述螺紋孔(12),且六組所述螺紋孔(12)沿所述三號筋板高度定位板(11)的水平方向均勻排布。
7.根據權利要求6所述的一種精確定位焊接工裝夾具,其特征在于:所述一號筋板高度定位板(5)和內開檔限位板(2)的頂部設置有與所述螺紋孔(12)相對應的孔洞。
技術總結
本技術公開了一種精確定位焊接工裝夾具,包括基準板,所述基準板的上方設置有內開檔限位板,所述內開檔限位板的一側設置有支撐板,所述基準板的上方兩側均設置有構件外開檔限位板,所述內開檔限位板的一側設置有一號筋板高度定位板,所述一號筋板高度定位板的一側設置有構件長度定位板,所述構件長度定位板的一側設置有一號筋板所述內開檔限位板的頂部連接有二號筋板高度定位板,所述一號筋板高度定位板的頂部連接有三號筋板高度定位板,通過定位板的準確安裝提供可靠的定位和夾緊,減輕工件焊接時的尺寸偏差,提高零件的精確度;有效防止和減輕了焊接變形,且降低了檢驗人員的檢驗頻次,大大提高了生產效率,降低了生產成本。
技術研發人員:黃文偉,張澤國
受保護的技術使用者:江蘇文匯鋼業工程有限公司
技術研發日:20240709
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!