一種非鏡面金屬材料的超窄線條炫彩標記系統及方法與流程
本發明涉及炫彩標記系統,尤其是涉及一種非鏡面金屬材料的超窄線條炫彩標記系統及方法。
背景技術:
1、現有的炫彩技術主要以紅外皮秒為激光光源,采用填充線方式標刻形成有規律的微米級衍射紋,以達到炫彩效果。
2、該技術目前雖然在廣泛應用,但存在幾個問題。第一,紅外皮秒的炫彩效果極度依賴材料的表面狀態,一般要求金屬表面需達到鏡面效果即ra≤0.01um,才能制作出炫彩結構。第二,紅外皮秒的炫彩微結構為微米級,且必須采用填充加工的方式達到炫彩標記效果,因需要加工線條數量明顯增多,極大的限制了加工效率,對于某些要求高效生產性質的企業不適用。第三,采用填充線方式,單線寬至少達到100um,不能有效控制加工線寬,加工精細程度受到限制。
技術實現思路
1、本發明的目的在于提供一種非鏡面金屬材料的超窄線條炫彩標記系統及方法。
2、為實現上述目的,本發明提供如下技術方案:
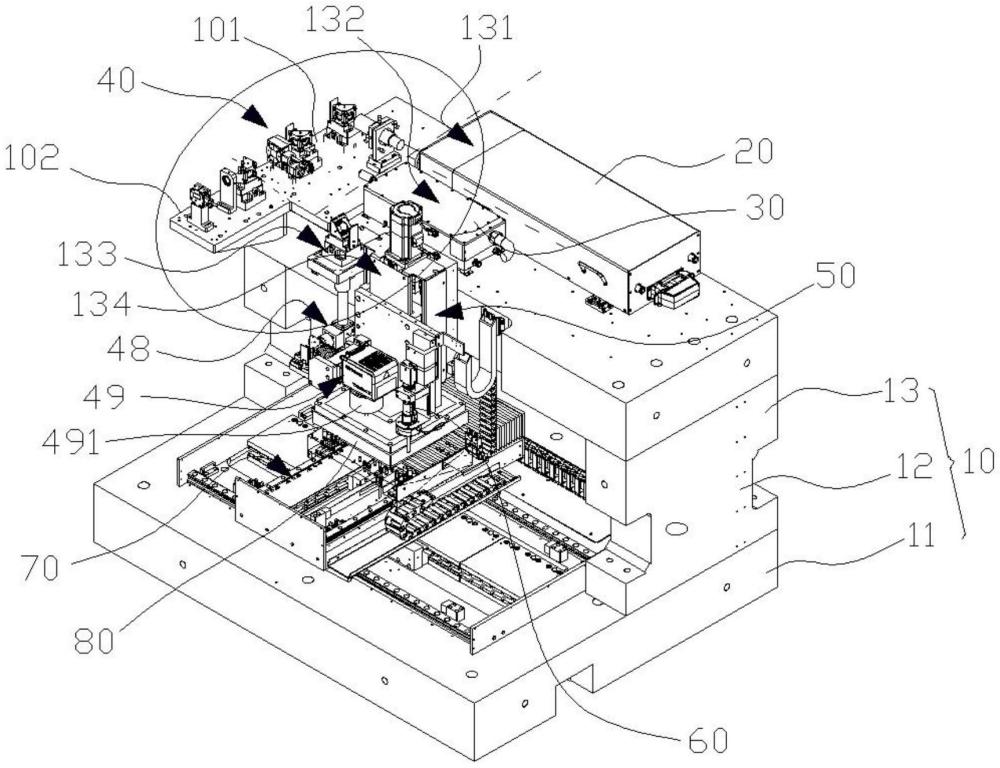
3、一種非鏡面金屬材料的超窄線條炫彩標記系統,包括大理石座臺、紅外飛秒激光器、藍光激光器、光路系統、z軸運動平臺、ccd相機、xy軸運動平臺及恒溫載臺;
4、所述大理石座臺形成有大理石基座及水平設置在大理石基座的頂面后端上方的大理石平臺;
5、所述大理石平臺在其中段的頂面上一后一前形成有第一發射位、第二發射位及在中段的前端兩側形成有標記區與z軸運動區;
6、大理石平臺在鄰近標記位的一側的頂面設有與其中段并排的主體段及從主體段向前延伸形成的外沿段,主體段上形成有與第一發射位相對的第一接光位及與第二發射位相對的第二接光位,外沿段上從后至前依次形成有外射位、濾光位與監視位,且外射位與標記區的頂部相對;
7、所述紅外飛秒激光器設置在第一發射位,藍光激光器設置在第二發射位;
8、所述光路系統,包括一內一外的設置在第一接光位的紅外擴束鏡與紅外反射鏡、設置在第二接光位的多波段束鏡、設置在外射位的第一多波段反射鏡、設置在濾光位的濾光片、設置在監視位的紅外光束監視器、設置在標記區頂部的第二多波段反射鏡、設置在標記區底部的第三多波段反射鏡、設置在第三多波段反射鏡鄰近z軸運動區一側的多波段激光掃描振鏡及設置在多波段激光掃描振鏡底部的多波段聚焦鏡;
9、所述z軸運動平臺安裝在z軸運動區,z軸運動平臺的升降驅動端在其一側上連接有所述多波段激光掃描振鏡及在其另一側上連接有所述ccd相機;
10、所述xy軸運動平臺安裝在大理石基座的頂面前端,恒溫載臺安裝到xy軸運動平臺的驅動端上。
11、作為本發明進一步技術方案:所述恒溫載臺升溫至50~60℃,對放置到其上的預加工的非鏡面金屬材料進行初步預熱。
12、作為本發明進一步技術方案:所述恒溫載臺為紫銅或黃銅基底。
13、作為本發明進一步技術方案:所述紅外飛秒激光器波長范圍1030±3nm,脈寬≤450fs,頻率1k~400khz可調,功率≤10w。
14、作為本發明進一步技術方案:所述紅外飛秒激光器所設定的出光頻率為100~200k、功率為1.0~2.0w。
15、作為本發明進一步技術方案:所述藍光激光器波長范圍430~460nm,功率≤5w。
16、作為本發明進一步技術方案:所述藍光激光器所設定的出光功率為2~4w。
17、作為本發明進一步技術方案:所述多波段激光掃描振鏡的掃描速度200~500mm/s。
18、作為本發明進一步技術方案:所述大理石座臺形成有相對立設在大理石基座的頂面后端的兩側的兩塊大理石支撐塊,大理石平臺將兩塊大理石支撐塊的頂部連接。
19、另外,本發明有必要提供一種非鏡面金屬材料的超窄線條炫彩標記系統的超窄線條炫彩標記方法。
20、一種非鏡面金屬材料的超窄線條炫彩標記系統的超窄線條炫彩標記方法,包括以下步驟:第一步,恒溫載臺升溫至預設溫度,并將預加工的非鏡面金屬材料放置于恒溫載臺進行初步預熱;第二步,系統控制z軸運動平臺,將多波段聚焦鏡的焦點調整至工件表面+0.2mm~+0.3mm;第三步,以ccd相機尋找工件特征點,確定圖案的加工位置;第四步,設定紅外飛秒激光器出光頻率與功率、設定藍光激光器出光功率及設定多波段激光掃描振鏡掃描速度;第五步,系統控制多波段激光掃描振鏡擺動與紅外飛秒激光器、藍光激光器同時出光,藍光激光器發出藍光,經多波段合束鏡、第一多波段反射鏡、第二多波段反射鏡、第三多波段反射鏡、多波段激光掃描振鏡與多波段聚焦場鏡到達工件表面,實現工件加工過程中的二次預熱;紅外飛秒激光器發出飛秒級脈寬的紅外激光,經紅外擴束鏡、紅外反射鏡、多波段合束鏡、第一多波段反射鏡、第二多波段反射鏡、第三多波段反射鏡、多波段激光掃描振鏡與多波段聚焦場鏡到達工件表面,在非鏡面金屬工件表面按規劃路徑對單線條圖案進行炫彩標刻。
21、與現有技術相比,本發明的有益效果是:本發明提出一種非鏡面金屬材料的超窄線條炫彩標記系統及方法通過大理石座臺、紅外飛秒激光器、藍光激光器、光路系統、z軸運動平臺、ccd相機、xy軸運動平臺及恒溫載臺之間的配合,以特定的恒溫載臺溫度,實現非鏡面金屬材料初步預熱,可降低藍光激光器加工過程的功率輸出,提高系統能量的利用率;及通過調整藍光激光器輸出功率及掃描速度,以控制和穩定加工過程中的二次預熱溫度,保證紅外飛秒激光加工過程中穩定的誘導窄線條內部金屬產生規則的納米級衍射紋;及通過調整紅外飛秒激光離焦量、激光頻率、激光功率及掃描速度,以達到20um以內超窄線寬的快速標記作用,同時產生規則納米衍射紋達到非鏡面金屬表面炫彩標記效果。
技術特征:
1.一種非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:包括大理石座臺(10)、紅外飛秒激光器(20)、藍光激光器(30)、光路系統(40)、z軸運動平臺(50)、ccd相機(60)、xy軸運動平臺(70)及恒溫載臺(80);
2.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述恒溫載臺(80)升溫至50~60℃,對放置到其上的預加工的非鏡面金屬材料進行初步預熱。
3.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述恒溫載臺(80)為紫銅或黃銅基底。
4.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述紅外飛秒激光器(20)波長范圍1030±3nm,脈寬≤450fs,頻率1k~400khz可調,功率≤10w。
5.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述紅外飛秒激光器(20)所設定的出光頻率為100~200k、功率為1.0~2.0w。
6.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述藍光激光器(30)波長范圍430~460nm,功率≤5w。
7.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述藍光激光器(30)所設定的出光功率為2~4w。
8.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述多波段激光掃描振鏡(49)的掃描速度200~500mm/s。
9.根據權利要求1所述的非鏡面金屬材料的超窄線條炫彩標記系統,其特征在于:所述大理石座臺(10)形成有相對立設在大理石基座(11)的頂面后端的兩側的兩塊大理石支撐塊(12),大理石平臺(13)將兩塊大理石支撐塊(12)的頂部連接。
10.一種權利要求1-9任一項所述的非鏡面金屬材料的超窄線條炫彩標記系統的超窄線條炫彩標記方法,其特征在于:包括以下步驟:第一步,恒溫載臺(80)升溫至預設溫度,并將預加工的非鏡面金屬材料放置于恒溫載臺(80)進行初步預熱;第二步,系統控制z軸運動平臺(50),將多波段聚焦鏡(491)的焦點調整至工件表面+0.2mm~+0.3mm;第三步,以ccd相機(60)尋找工件特征點,確定圖案的加工位置;第四步,設定紅外飛秒激光器(20)出光頻率與功率、設定藍光激光器(30)出光功率及設定多波段激光掃描振鏡(49)掃描速度;第五步,系統控制多波段激光掃描振鏡(49)擺動與紅外飛秒激光器(20)、藍光激光器(30)同時出光,藍光激光器(30)發出藍光,經多波段合束鏡、第一多波段反射鏡(44)、第二多波段反射鏡(47)、第三多波段反射鏡(48)、多波段激光掃描振鏡(49)與多波段聚焦場鏡到達工件表面,實現工件加工過程中的二次預熱;紅外飛秒激光器(20)發出飛秒級脈寬的紅外激光,經紅外擴束鏡(41)、紅外反射鏡(42)、多波段合束鏡、第一多波段反射鏡(44)、第二多波段反射鏡(47)、第三多波段反射鏡(48)、多波段激光掃描振鏡(49)與多波段聚焦場鏡到達工件表面,在非鏡面金屬工件表面按規劃路徑對單線條圖案進行炫彩標刻。
技術總結
本發明公開了一種非鏡面金屬材料的超窄線條炫彩標記系統及方法,其中,非鏡面金屬材料的超窄線條炫彩標記系統,包括大理石座臺、紅外飛秒激光器、藍光激光器、光路系統、Z軸運動平臺、CCD相機、XY軸運動平臺及恒溫載臺;大理石座臺形成有大理石基座及水大理石平臺;光路系統,包括紅外擴束鏡、紅外反射鏡、多波段束鏡、第一多波段反射鏡、濾光片、紅外光束監視器、第二多波段反射鏡第三多波段反射鏡、多波段激光掃描振鏡及多波段聚焦鏡;XY軸運動平臺安裝在大理石基座的頂面前端,恒溫載臺安裝到XY軸運動平臺的驅動端上。本發明能對非鏡面金屬材料進行超窄線條炫彩標記。
技術研發人員:孟路錢,曾清宏,王玉龍,柯磊,喬磊
受保護的技術使用者:深圳市單色科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!