一種羅茨風機葉輪加工輔助定位裝置和方法與流程
本發明屬于羅茨風機葉輪加工,具體涉及一種羅茨風機葉輪加工輔助定位裝置和方法。
背景技術:
1、羅茨風機的葉輪是關鍵部件之一,通常采用鑄造工藝生產制造,尤其是砂型鑄造工藝,這種工藝可以生產出形狀復雜的葉輪。鑄造成型后的羅茨風機葉輪還需進行外表面加工和內孔的加工。內孔包括中心孔、減重孔和平衡孔。
2、在對羅茨風機內孔進行機加工時,需要分別確定內孔的中心。現有技術中確定內孔中心一般需要經過以下三個步驟:
3、(1)使用中心鉆進行初步定位:首先,可以使用中心鉆進行孔中心的初步定位。中心鉆具有自動定心的特性,能夠快速找到材料的中心點。操作時,需將中心鉆對準預計打孔的位置,然后啟動銑床進行鉆孔。這一步驟可以幫助確定孔的大致中心位置。
4、(2)利用夾具輔助定位:為了提高定位精度,可以使用專用夾具來輔助定位。這些夾具通常具有精確的定位功能,能夠確保工件在加工過程中的穩定性。將工件固定在夾具上后,可以根據夾具上的標記來精確調整工件的位置,從而進一步確保孔中心的準確性。
5、(3)采用測量工具進行微調:在初步定位和夾具輔助定位之后,還需要使用精確的測量工具進行微調。例如,可以使用千分尺或游標卡尺等工具來測量和調整工件的位置,以確保孔中心與預期位置完全一致。這一步驟是確保加工精度的關鍵。
6、所以利用現有技術加工羅茨風機葉輪的中心孔、減重孔和平衡孔時,需要非常繁復的步驟才能確定內孔中心,效率較低。
技術實現思路
1、本發明針對現有技術中加工羅茨風機葉輪的中心孔、減重孔和平衡孔效率低的技術問題,提供了一種羅茨風機葉輪加工輔助定位裝置和方法。
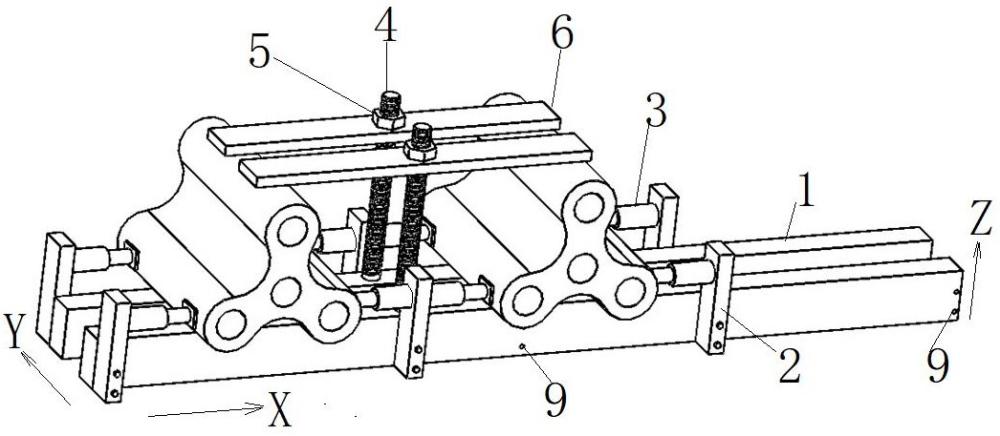
2、為了達到上述目的,本發明采用的技術方案為:一種羅茨風機葉輪加工輔助定位裝置,包括基座和支座;所述基座可拆卸連接在數控機床的工作平臺上且基座在工作平臺上的水平投影的端點坐標已知;多個所述支座豎直可拆卸連接在基座的寬度方向兩側,并且多個所述支座相對于基座的寬度中線對稱;處于所述基座寬度方向同一側的相鄰兩個支座之間安裝有一對直線伸縮裝置,一對所述直線伸縮裝置相對設置且同軸線;
3、羅茨風機葉輪放置于所述基座上表面上,且羅茨風機葉輪軸線平行于基座寬度方向;羅茨風機葉輪的端部處于一對所述直線伸縮裝置之間,并且一對直線伸縮裝置將其中的羅茨風機葉輪的端部夾緊;所述直線伸縮裝置的端部與羅茨風機葉輪外表面相切。
4、作為優選,所述直線伸縮裝置為電動伸縮桿、氣缸或液壓缸;所述直線伸縮裝置包括安裝座、缸筒、活塞桿和夾板,所述活塞桿與缸筒滑動連接,所述安裝座固定連接在缸筒遠離活塞桿一端;所述夾板固定連接在活塞桿端部;所述安裝座與支座可拆卸連接。
5、作為優選,所述直線伸縮裝置帶有位移傳感器。
6、作為優選,所述基座包括多個分支基座,多個所述分支基座包括前端基座和后端基座,多個所述分支基座平行布置且規格相同;所述前端基座和后端基座的間距能夠根據羅茨風機葉輪的軸向長度進行調節。
7、作為優選,所述前端基座和后端基座外側均開設有多組連接孔一,所述支座上開設有連接孔二,所述連接孔一和連接孔二對齊后通過螺栓連接。
8、作為優選,所述羅茨風機葉輪為三葉葉輪;所述羅茨風機葉輪加工輔助定位裝置還包括頂壓機構,所述頂壓機構包括螺桿、頂壓螺母和壓板;所述前端基座和后端基座上表面均開設有豎直的螺紋孔,所述螺紋孔處于兩個三葉葉輪之間;所述螺桿與螺紋孔螺紋連接;所述壓板長度方向中心開設有通孔,所述壓板通過通孔套設在螺桿外周并且壓板兩端分別壓住兩個三葉葉輪上端;所述頂壓螺母與螺桿螺紋連接并且從上方壓住壓板。
9、一種羅茨風機葉輪加工輔助定位方法,在對三葉葉輪的中心孔、減重孔進行銑削加工和鉆取平衡孔時,利用所述的羅茨風機葉輪加工輔助定位裝置進行輔助定位包括以下步驟:
10、步驟一:根據三葉葉輪的規格選擇基座以及確定支座的安裝位置,確定基座在工作平臺上的水平投影的端點坐標;然后將多個支座可拆卸連接在基座上;
11、步驟二:將兩個鑄造成型的三葉葉輪放置于所述基座上表面上,每個三葉葉輪的端部被一對直線伸縮裝置夾緊;夾緊后,兩個三葉葉輪的端面齊平,獲得三葉葉輪靠近刀具的端面到基座的距離y1;夾緊后,處于三葉葉輪同一側的兩個直線伸縮裝置的長度相同,并且一對直線伸縮裝置的長度分別為x1和x2;
12、步驟三:利用頂壓機構將兩個三葉葉輪的上端壓緊固定;
13、步驟四:利用已知的基座的高度h、支座的厚度t、三葉葉輪每個葉片的外端半徑r以及上述的y1、x1和x2分別計算得到三葉葉輪的中心孔、減重孔和平衡孔的軸線端點坐標;
14、步驟五:通過數控機床的坐標操作屏幕輸入所述中心孔、減重孔和平衡孔的軸線端點坐標,然后按照輸入坐標利用銑削刀具進行銑孔以及利用鉆孔刀具進行鉆孔加工。
15、作為優選,步驟一中根據三葉葉輪的軸向長度確定基座中分支基座的數量,以及調節前端基座和后端基座的間距,確保三葉葉輪端部懸挑部分和中間懸空部分長度分別小于40mm;根據三葉葉輪的直徑確定與支座連接的一組連接孔一。
16、作為優選,所述三葉葉輪下部兩個減重孔為減重孔一和減重孔二;
17、所述減重孔一的軸線端點的x向坐標通過基座在工作平臺上的水平投影的端點坐標與支座厚度t、x1、葉片的外端半徑r相加得到;所述減重孔一的軸線端點的y向坐標通過基座在工作平臺上的水平投影的端點坐標減去三葉葉輪的端部懸挑部分長度y1得到;所述減重孔一的軸線端點的z向坐標通過基座的高度h與葉片的外端半徑r相加得到;
18、所述減重孔二的軸線端點的y向坐標與減重孔一的軸線端點y向坐標相同,所述減重孔二的軸線端點的z向坐標與減重孔一的軸線端點z向坐標相同;所述減重孔二的軸線端點的x向坐標通過基座在工作平臺上的水平投影的端點坐標加上相鄰兩個支座間距,然后減去x2,然后再減去葉片的外端半徑r得到。
19、作為優選,所述三葉葉輪上部的減重孔為減重孔三;所述減重孔三、中心孔和平衡孔的軸線端點與減重孔一、減重孔二的軸線端點構成三角形,通過三角形幾何計算能夠得到減重孔三、中心孔和平衡孔的軸線端點坐標。
20、與現有技術相比,本發明的優點和積極效果在于:
21、(1)本發明改變了現有技術,羅茨風機葉輪加工輔助定位裝置在夾緊固定羅茨風機葉輪的同時能夠輔助定位羅茨風機葉輪多個內孔(包括中心孔、減重孔和平衡孔)的軸線端點坐標,不再需要利用中心鉆、專用夾具等對各個內孔的中心分別進行定位,大大提高了對羅茨風機內孔加工的效率;
22、(2)根據三葉葉輪的軸向長度確定基座中分支基座的數量,以及調節前端基座和后端基座的間距,確保三葉葉輪端部懸挑部分和中間懸空部分長度分別小于40mm;根據三葉葉輪的直徑確定與支座連接的一組連接孔一;以上技術特征使得本發明的羅茨風機葉輪加工輔助定位裝置能夠滿足不同規格的羅茨風機加工輔助定位需求,同時保障羅茨風機葉輪的加工精度和表面質量;
23、(3)羅茨風機葉輪的端部處于一對所述直線伸縮裝置之間,并且一對直線伸縮裝置將其中的羅茨風機葉輪的端部夾緊;直線伸縮裝置的端部與羅茨風機葉輪外表面相切;以上技術特征是實現輔助定位的關鍵,為實現上述技術方案,直線伸縮裝置的軸線與減重孔一、減重孔二的中心共線;
24、(4)羅茨風機葉輪加工輔助定位裝置既能對兩葉葉輪進行輔助定位,還能對三葉葉輪進行輔助定位;
25、(5)夾緊后,處于三葉葉輪同一側的兩個直線伸縮裝置的長度相同;確保羅茨風機葉輪軸線平行于基座寬度方向;
26、(6)通過數控機床的坐標操作屏幕輸入所述中心孔、減重孔和平衡孔的軸線端點坐標,然后按照輸入坐標利用銑削刀具進行銑孔以及利用鉆孔刀具進行鉆孔加工;在不需中間停機的情況下就可以完成對多個內孔的加工,效率非常高;
27、(7)減重孔二的軸線端點的x向坐標通過基座在工作平臺上的水平投影的端點坐標加上相鄰兩個支座間距,然后減去x2,然后再減去葉片的外端半徑r得到;以上技術方案將難以直接得到的減重孔二的軸線端點的x向坐標轉化為方便精確測量的多個數值的代數和。
- 還沒有人留言評論。精彩留言會獲得點贊!