一種自動電弧焊接機器人的制作方法
本發明屬于電弧焊,具體涉及一種自動電弧焊接機器人。
背景技術:
1、在汽車零配件領域,如汽車座椅、坐墊等汽車配件,其骨架結構通常都是非標的,一般都是依賴焊接機器人進行焊接。
2、同樣是因為非標件,骨架相關零件在組裝時,會存在一些焊縫間隙遠超常規的區域。焊縫間隙是指焊接件之間的距離,合適的間隙可以確保焊接質量。例如,間隙過大可能導致焊接強度不足,而間隙過小可能導致虛焊。一般情況下,焊縫間隙應控制在0.03~0.15mm。但是對于汽車座椅、坐墊的骨架來說,經常出現焊縫間隙超過0.2mm的情況,焊縫間隙過大,現有的焊機以及焊接工藝,都容易導致大量的焊接不良,包括但不限于以下焊接不良:
3、1)、焊接完成之后,焊縫表面未發現裂紋;在室溫下放置1~3天后,出現裂紋;這類裂紋可定義為隱裂紋。
4、2)、焊接完成之后,焊縫表面有一定幾率出現密集氣泡區(每平方厘米區域的氣泡數量超過1.6個),而其他區域無氣泡。
5、3)、焊接完成之后,焊縫表面未發現裂紋;在60℃的溫度下烘烤10min后,出現裂紋;這類裂紋可定義為熱處理裂紋。
6、而聚氨酯發泡的模具溫度一般要控制在60℃以上,發泡時間一般在10min以上。因此,如果具有上述焊接缺陷的骨架在高壓(聚氨酯高壓發泡機的壓力一般大于5mpa)環境中,可能會進一步導致骨架的焊縫質量下降,導致產品出現嚴重的質量缺陷。
7、解決上述焊接缺陷最直接方式是,在焊接時,制作大量對應的夾具將焊縫間隙縮小,但由于是非標件,夾角的安裝、拆卸等操作難度較大,每件骨架都需要安裝夾具,再加上夾具還會干擾焊接的連續,從而造成焊接效率無法提高。
8、基于此,提出本發明。
技術實現思路
1、本發明的目的在于提供一種自動電弧焊接機器人,以解決上述的問題。
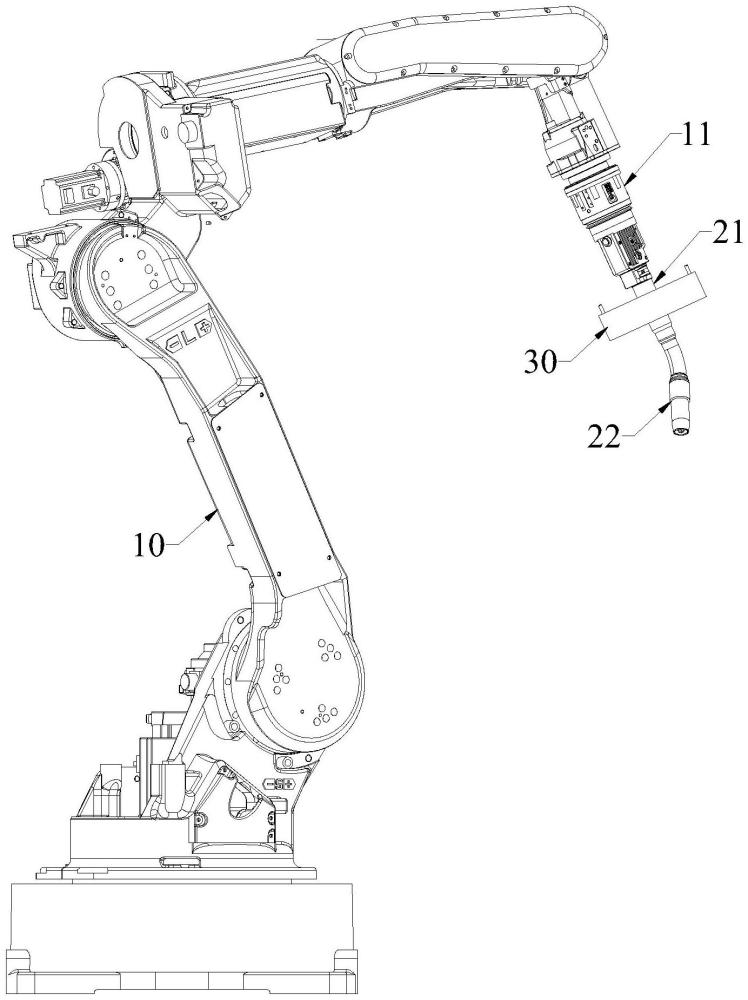
2、一種自動電弧焊接機器人,包括機器人本體、焊槍,所述機器人本體設置有機械臂,所述焊槍包括槍桿和彎頭段,所述槍桿的外部套設有用來對焊槍施加多頻域高頻振動的高頻振動盤組件。
3、更進一步的改進,所述高頻振動盤組件包括圓盒,所述槍桿嵌設在圓盒的中央且槍桿與圓盒連接處密封連接,所述圓盒的內壁與槍桿的外壁之間圍成有換熱腔;
4、所述換熱腔內部設置有多個壓電陶瓷塊,所述壓電陶瓷塊的一端與槍桿固定連接,所述壓電陶瓷塊的另一端與圓盒的內壁之間設置有間隙。
5、更進一步的改進,所述壓電陶瓷塊設置有五塊,五塊壓電陶瓷塊在槍桿的外部呈非對稱設置,五塊壓電陶瓷塊的長度存在不同。
6、更進一步的改進,五塊壓電陶瓷塊按照順時針方向分別標記為第一塊壓電陶瓷塊、第二塊壓電陶瓷塊、第三塊壓電陶瓷塊、第四塊壓電陶瓷塊、第五塊壓電陶瓷塊,所述第一塊壓電陶瓷塊的長度方向與第二塊壓電陶瓷塊的長度方向之間的夾角為β,所述第二塊壓電陶瓷塊的長度方向與第三塊壓電陶瓷塊的長度方向之間的夾角為γ,所述第三塊壓電陶瓷塊的長度方向與第四塊壓電陶瓷塊的長度方向之間的夾角為δ,所述第四塊壓電陶瓷塊的長度方向與第五塊壓電陶瓷塊的長度方向之間的夾角為ζ,所述第五塊壓電陶瓷塊的長度方向與第一塊壓電陶瓷塊的長度方向之間的夾角為θ,β+γ+δ+ζ+θ=360°,β+40°=γ,γ+10°=δ,ζ+20°=δ,ζ=θ。
7、更進一步的改進,β=42°,γ=82°,δ=92°,ζ=72°,θ=72°。
8、更進一步的改進,所述第一塊壓電陶瓷塊的長度為a,所述第二塊壓電陶瓷塊的長度為b,所述第三塊壓電陶瓷塊的長度為c,所述第四塊壓電陶瓷塊的長度為d,所述第五塊壓電陶瓷塊的長度為e,a=2c,b=3c,d=2c,e=2.6c。
9、更進一步的改進,所述第一塊壓電陶瓷塊的諧振頻率為f1,所述第二塊壓電陶瓷塊的諧振頻率為f2,所述第三塊壓電陶瓷塊的諧振頻率為f3,所述第四塊壓電陶瓷塊的諧振頻率為f4,所述第五塊壓電陶瓷塊的諧振頻率為f5,f2=f4,f3/f1>10,f5/f3>10。
10、更進一步的改進,f1=0.8khz,f2=20khz,f3=12khz,f4=20khz,f5=136khz。
11、更進一步的改進,所述圓盒的外部連接有兩個水管,兩個水管均與換熱腔連通。
12、更進一步的改進,所述槍桿和彎頭段之間的夾角為鈍角。
13、本發明與現有技術相比,其有益效果為:
14、本發明所述自動電弧焊接機器人能夠進行自動化焊接,焊接角度靈活多變,特別適用于汽車座椅、坐墊等非標汽車配件的自動化焊接;通過加裝高頻振動盤組件,使得焊接時產生的焊液借助于多頻域高頻振動,能夠更好、更均勻、更深入的分布在焊縫處,從而顯著提升焊接質量,即使焊縫間隙達到0.2~0.43mm,也不會出現焊接質量問題,焊縫不會出現隱裂紋、密集氣泡區和熱處理裂紋。
技術特征:
1.一種自動電弧焊接機器人,包括機器人本體(10)、焊槍,所述機器人本體(10)設置有機械臂(11),所述焊槍包括槍桿(21)和彎頭段(22),其特征在于:所述槍桿(21)的外部套設有用來對焊槍施加多頻域高頻振動的高頻振動盤組件(30)。
2.根據權利要求1所述的一種自動電弧焊接機器人,其特征在于:所述高頻振動盤組件(30)包括圓盒(31),所述槍桿(21)嵌設在圓盒(31)的中央且槍桿(21)與圓盒(31)連接處密封連接,所述圓盒(31)的內壁與槍桿(21)的外壁之間圍成有換熱腔(32);
3.根據權利要求2所述的一種自動電弧焊接機器人,其特征在于:所述壓電陶瓷塊設置有五塊,五塊壓電陶瓷塊在槍桿(21)的外部呈非對稱設置,五塊壓電陶瓷塊的長度存在不同。
4.根據權利要求3所述的一種自動電弧焊接機器人,其特征在于:五塊壓電陶瓷塊按照順時針方向分別標記為第一塊壓電陶瓷塊(51)、第二塊壓電陶瓷塊(52)、第三塊壓電陶瓷塊(53)、第四塊壓電陶瓷塊(54)、第五塊壓電陶瓷塊(55),所述第一塊壓電陶瓷塊(51)的長度方向與第二塊壓電陶瓷塊(52)的長度方向之間的夾角為β,所述第二塊壓電陶瓷塊(52)的長度方向與第三塊壓電陶瓷塊(53)的長度方向之間的夾角為γ,所述第三塊壓電陶瓷塊(53)的長度方向與第四塊壓電陶瓷塊(54)的長度方向之間的夾角為δ,所述第四塊壓電陶瓷塊(54)的長度方向與第五塊壓電陶瓷塊(55)的長度方向之間的夾角為ζ,所述第五塊壓電陶瓷塊(55)的長度方向與第一塊壓電陶瓷塊(51)的長度方向之間的夾角為θ,β+γ+δ+ζ+θ=360°,β+40°=γ,γ+10°=δ,ζ+20°=δ,ζ=θ。
5.根據權利要求4所述的一種自動電弧焊接機器人,其特征在于:β=42°,γ=82°,δ=92°,ζ=72°,θ=72°。
6.根據權利要求4所述的一種自動電弧焊接機器人,其特征在于:所述第一塊壓電陶瓷塊(51)的長度為a,所述第二塊壓電陶瓷塊(52)的長度為b,所述第三塊壓電陶瓷塊(53)的長度為c,所述第四塊壓電陶瓷塊(54)的長度為d,所述第五塊壓電陶瓷塊(55)的長度為e,a=2c,b=3c,d=2c,e=2.6c。
7.根據權利要求6所述的一種自動電弧焊接機器人,其特征在于:所述第一塊壓電陶瓷塊(51)的諧振頻率為f1,所述第二塊壓電陶瓷塊(52)的諧振頻率為f2,所述第三塊壓電陶瓷塊(53)的諧振頻率為f3,所述第四塊壓電陶瓷塊(54)的諧振頻率為f4,所述第五塊壓電陶瓷塊(55)的諧振頻率為f5,f2=f4,f3/f1>10,f5/f3>10。
8.根據權利要求7所述的一種自動電弧焊接機器人,其特征在于:f1=0.8khz,f2=20khz,f3=12khz,f4=20khz,f5=136khz。
9.根據權利要求2所述的一種自動電弧焊接機器人,其特征在于:所述圓盒(31)的外部連接有兩個水管,兩個水管均與換熱腔(32)連通。
10.根據權利要求1所述的一種自動電弧焊接機器人,其特征在于:所述槍桿(21)和彎頭段(22)之間的夾角為鈍角。
技術總結
本發明屬于電弧焊領域,具體而言,涉及一種自動電弧焊接機器人,其包括機器人本體、焊槍,焊槍包括槍桿和彎頭段,槍桿的外部套設有用來對焊槍施加多頻域高頻振動的高頻振動盤組件。本發明所述自動電弧焊接機器人能夠進行自動化焊接,焊接角度靈活多變,特別適用于汽車座椅、坐墊等非標汽車配件的自動化焊接;通過加裝高頻振動盤組件,使得焊接時產生的焊液借助于多頻域高頻振動,能夠更好、更均勻、更深入的分布在焊縫處,從而顯著提升焊接質量,即使焊縫間隙變大,也不會出現焊接質量問題,焊縫不會出現隱裂紋、密集氣泡區和熱處理裂紋。
技術研發人員:程巍
受保護的技術使用者:安徽高品塑膠科技有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!