用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法及系統(tǒng)與流程
本申請涉及焊接,具體涉及用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法及系統(tǒng)。
背景技術(shù):
1、現(xiàn)有的焊接技術(shù)在處理復(fù)雜結(jié)構(gòu)和特殊材料的焊接時(shí),尤其是針對薄板鋁制大面積多焊縫、小焊縫類零件,常常面臨裝夾精度不足的問題。傳統(tǒng)的釬焊裝夾方法通常采用固定夾具的方式,通過螺桿與螺帽施加壓力來實(shí)現(xiàn)焊接部件的貼合。然而,由于裝夾夾具在高溫焊接條件下易發(fā)生形變,加之大面積零件在受到不均勻壓力作用時(shí)容易出現(xiàn)夾具中心部位與焊接件之間存在間隙的情況,這種現(xiàn)象會導(dǎo)致焊接過程中釬料難以充分填充接頭間隙,從而形成虛焊或泄漏,嚴(yán)重影響焊接質(zhì)量和結(jié)構(gòu)的可靠性。此外,傳統(tǒng)的裝夾方法在力學(xué)分析方面的局限性也加劇了上述問題。缺乏對裝夾狀態(tài)的動(dòng)態(tài)評估手段和精準(zhǔn)調(diào)節(jié)策略,使得現(xiàn)有方法難以根據(jù)焊接件的復(fù)雜形狀和裝夾環(huán)境的實(shí)時(shí)變化進(jìn)行有效優(yōu)化。特別是在應(yīng)對焊接過程中不同材料的受壓形變與高溫形變特性時(shí),傳統(tǒng)方法往往缺乏足夠的智能化與適應(yīng)性,導(dǎo)致裝夾效果難以達(dá)到高精度的技術(shù)要求。
技術(shù)實(shí)現(xiàn)思路
1、本申請通過提供了用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法及系統(tǒng),旨在解決現(xiàn)有釬焊裝夾方法中因夾具變形和裝夾不均導(dǎo)致的裝夾精度不足、焊接接頭質(zhì)量不穩(wěn)定的技術(shù)問題。
2、鑒于上述問題,本申請?zhí)峁┝擞糜谔厥夂附咏Y(jié)構(gòu)零件的高精度裝夾定位方法及系統(tǒng)。
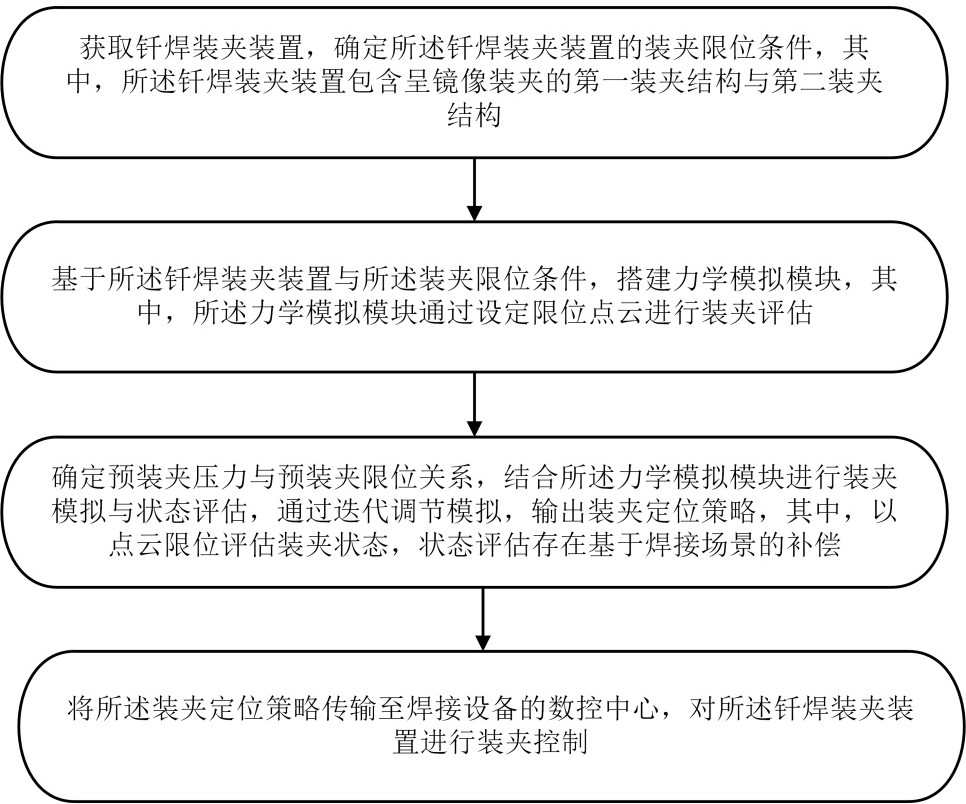
3、本申請公開的第一個(gè)方面,提供了用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,所述方法包括:獲取釬焊裝夾裝置,確定所述釬焊裝夾裝置的裝夾限位條件,其中,所述釬焊裝夾裝置包含呈鏡像裝夾的第一裝夾結(jié)構(gòu)與第二裝夾結(jié)構(gòu);基于所述釬焊裝夾裝置與所述裝夾限位條件,搭建力學(xué)模擬模塊,其中,所述力學(xué)模擬模塊通過設(shè)定限位點(diǎn)云進(jìn)行裝夾評估;確定預(yù)裝夾壓力與預(yù)裝夾限位關(guān)系,結(jié)合所述力學(xué)模擬模塊進(jìn)行裝夾模擬與狀態(tài)評估,通過迭代調(diào)節(jié)模擬,輸出裝夾定位策略,其中,以點(diǎn)云限位評估裝夾狀態(tài),狀態(tài)評估存在基于焊接場景的補(bǔ)償;將所述裝夾定位策略傳輸至焊接設(shè)備的數(shù)控中心,對所述釬焊裝夾裝置進(jìn)行裝夾控制。
4、本申請公開的另一個(gè)方面,提供了用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位系統(tǒng),所述系統(tǒng)包括:裝夾限位條件確定單元:獲取釬焊裝夾裝置,確定所述釬焊裝夾裝置的裝夾限位條件,其中,所述釬焊裝夾裝置包含呈鏡像裝夾的第一裝夾結(jié)構(gòu)與第二裝夾結(jié)構(gòu);力學(xué)模擬模塊搭建單元:基于所述釬焊裝夾裝置與所述裝夾限位條件,搭建力學(xué)模擬模塊,其中,所述力學(xué)模擬模塊通過設(shè)定限位點(diǎn)云進(jìn)行裝夾評估;裝夾定位策略輸出單元:確定預(yù)裝夾壓力與預(yù)裝夾限位關(guān)系,結(jié)合所述力學(xué)模擬模塊進(jìn)行裝夾模擬與狀態(tài)評估,通過迭代調(diào)節(jié)模擬,輸出裝夾定位策略,其中,以點(diǎn)云限位評估裝夾狀態(tài),狀態(tài)評估存在基于焊接場景的補(bǔ)償;裝夾控制單元:將所述裝夾定位策略傳輸至焊接設(shè)備的數(shù)控中心,對所述釬焊裝夾裝置進(jìn)行裝夾控制。
5、本申請中提供的一個(gè)或多個(gè)技術(shù)方案,至少具有如下技術(shù)效果或優(yōu)點(diǎn):
6、上述用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,該方法通過獲取釬焊裝夾裝置并明確其裝夾限位條件,在裝夾中采用包含鏡像結(jié)構(gòu)的第一和第二裝夾結(jié)構(gòu);隨后,利用這些條件構(gòu)建力學(xué)模擬模塊,通過設(shè)定限位點(diǎn)云對裝夾狀態(tài)進(jìn)行評估;之后,基于預(yù)設(shè)的裝夾壓力和限位關(guān)系,在力學(xué)模擬模塊中進(jìn)行模擬與狀態(tài)評估,并通過迭代優(yōu)化,生成適合的裝夾定位策略,其中裝夾狀態(tài)的評估結(jié)合了具體焊接場景的補(bǔ)償調(diào)整;最終,該裝夾定位策略被傳輸至焊接設(shè)備的數(shù)控中心,實(shí)現(xiàn)對裝夾過程的精準(zhǔn)自動(dòng)化控制。
7、上述說明僅是本申請技術(shù)方案的概述,為了能夠更清楚了解本申請的技術(shù)手段,而可依照說明書的內(nèi)容予以實(shí)施,并且為了讓本申請的上述和其他目的、特征和優(yōu)點(diǎn)能夠更明顯易懂,以下特舉本申請的具體實(shí)施方式。
技術(shù)特征:
1.用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,所述方法包括:
2.如權(quán)利要求1所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,所述釬焊裝夾裝置包含呈鏡像裝夾的第一裝夾結(jié)構(gòu)與第二裝夾結(jié)構(gòu),包括:
3.如權(quán)利要求1所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,結(jié)合所述力學(xué)模擬模塊進(jìn)行裝夾模擬與狀態(tài)評估,通過迭代調(diào)節(jié)模擬,輸出裝夾定位策略,包括:
4.如權(quán)利要求3所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,進(jìn)行裝夾限位評估,包括:
5.如權(quán)利要求4所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,確定裝夾限位狀態(tài)之后,包括:
6.如權(quán)利要求4所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,確定裝夾限位狀態(tài)之后,包括:
7.如權(quán)利要求1所述的用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法,其特征在于,將所述裝夾定位策略傳輸至焊接設(shè)備的數(shù)控中心,包括:
8.用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位系統(tǒng),其特征在于,用于實(shí)施權(quán)利要求1至7中任意一項(xiàng)所述用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法的步驟,包括:
技術(shù)總結(jié)
本申請涉及焊接技術(shù)領(lǐng)域,提供用于特殊焊接結(jié)構(gòu)零件的高精度裝夾定位方法及系統(tǒng)。所述方法包括:獲取釬焊裝夾裝置,確定釬焊裝夾裝置的裝夾限位條件;基于釬焊裝夾裝置與裝夾限位條件,搭建力學(xué)模擬模塊;確定預(yù)裝夾壓力與預(yù)裝夾限位關(guān)系,結(jié)合力學(xué)模擬模塊進(jìn)行裝夾模擬與狀態(tài)評估,通過迭代調(diào)節(jié)模擬,輸出裝夾定位策略;將裝夾定位策略傳輸至焊接設(shè)備的數(shù)控中心,對釬焊裝夾裝置進(jìn)行裝夾控制。解決了現(xiàn)有釬焊裝夾方法中因夾具變形和裝夾不均導(dǎo)致的裝夾精度不足、焊接接頭質(zhì)量不穩(wěn)定的技術(shù)問題,通過結(jié)合點(diǎn)云限位評估、力學(xué)模擬模塊與狀態(tài)補(bǔ)償?shù)难b夾定位策略,達(dá)到了提高釬焊裝夾精度、優(yōu)化焊接接頭質(zhì)量以及適應(yīng)復(fù)雜焊接場景的技術(shù)效果。
技術(shù)研發(fā)人員:張昭,周星杰,陳偉明,楊勝概,吳君
受保護(hù)的技術(shù)使用者:托倫斯精密制造(江蘇)股份有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!