橋殼鑄件用球墨鑄鐵的制備方法與流程
本發明涉及球墨鑄鐵的制備方法,尤其涉及一種橋殼鑄件用球墨鑄鐵的制備方法。
背景技術:
1、現有技術中,球墨鑄鐵材質球化方法大多采用沖入法,沖入法的一般生產流程為:
2、①裝包(球化劑、孕育劑、覆蓋劑);
3、②測溫出爐;
4、③扒渣;
5、④孕育并攪拌;
6、⑤倒包;
7、⑥轉至澆注工位;
8、⑦扒渣、測溫;
9、⑧開澆。
10、上述制備方法制出的球墨鑄鐵用于橋殼鑄造時,在強度和韌性方面達不到高強度和高韌性的要求,使得鑄件的力學性能差,合格率低。并且上述制備方法環境污染大,操作性差。
11、載重汽車中橋殼零件對球墨鑄鐵的綜合性能要求越來越高,為滿足橋殼類零件對球墨鑄鐵的綜合性能要求,需要研發一種新的橋殼鑄件用球墨鑄鐵的制備方法。
技術實現思路
1、為克服上述現有技術的不足,本發明所要解決的技術問題是提供及一種橋殼鑄件用球墨鑄鐵的制備方法,制備出的球墨鑄鐵綜合性能好,能降低制備成本,用于鑄造橋殼鑄件時使得橋殼的力學性能好,使用壽命長,并且能降低橋殼的整體重量。
2、為解決上述技術問題,本發明采用以下技術方案:
3、橋殼鑄件用球墨鑄鐵的制備方法,包括以下步驟:
4、a、預備原料:原料包括加入熔煉爐里的第一組原料、加入球化包內的第二組原料和在澆注過程中使用的孕育劑,
5、其中,所述第一組原料中各組分的重量百分比為:10%~30%生鐵,30%~60%廢鋼、15%~40%回爐料;1.5%~2.5%增碳劑、1.5%~2.0%的75硅鐵;
6、所述第二組原料中各組分的重量相對球化包內的鐵水重量的百分比為:0.4%~0.8%電解銅、0.1%~0.4%碳化硅預處理劑、0.8%~0.95%含mg30的球化包芯線、0.2%~0.6%含ba孕育劑;
7、所述孕育劑相對鐵水重量的百分比為:0.05%~0.15%艾肯958隨流孕育劑;
8、b、熔煉:在所述熔煉爐中加入所述10%~30%生鐵、所述18%~40%回爐料、所述30%~60%廢鋼和所述1.5%~2.5%增碳劑熔煉原鐵水,熔煉末期加入所述1.5%~2.0%硅鐵增硅,升溫至1520℃~1550℃,高溫靜置且保溫8~12分鐘后,停電加料快速降溫至出爐溫度(1490℃~1510℃),在此溫度時,可將鐵水排出轉移;
9、c、預處理:將所述0.4%~0.8%電解銅和所述0.1%~0.4%碳化硅預處理劑放在球化包底,將b步驟中的鐵水排出轉移至所述球化包內;
10、d、球化處理:在裝有鐵水的所述球化包轉至球化室前對其進行測溫,進入球化室,然后進行單線喂絲球化,加入所述0.8%~0.95%含mg30的球化包芯線;
11、e、孕育處理:球化完畢后,將球化包轉出球化室,扒渣處理后,將重量百分比為0.2%~0.6%含ba孕育劑倒入球化包,攪拌均勻后,將鐵水倒入澆注包內,并將所述澆注包轉至澆注工位;
12、f、澆注:澆注時,隨澆注鐵水流均勻的加入0.05%~0.15%的艾肯958隨流孕育劑進行瞬時孕育,澆注至成型模具箱后,冷卻一段時間后,打開所述模具箱,制備出所述橋殼鑄件用球墨鑄鐵。
13、優選的:制備出的所述橋殼鑄件用球墨鑄鐵中各元素成分的質量百分比為:c3.3%~3.9%,si2.3%~2.9%,mn0.2~0.8%,s<0.030%,p<0.04%,cu0.4%~0.8%,cr<0.08%,mg?0.03%~0.08%,re≤0.02%,余量為fe。
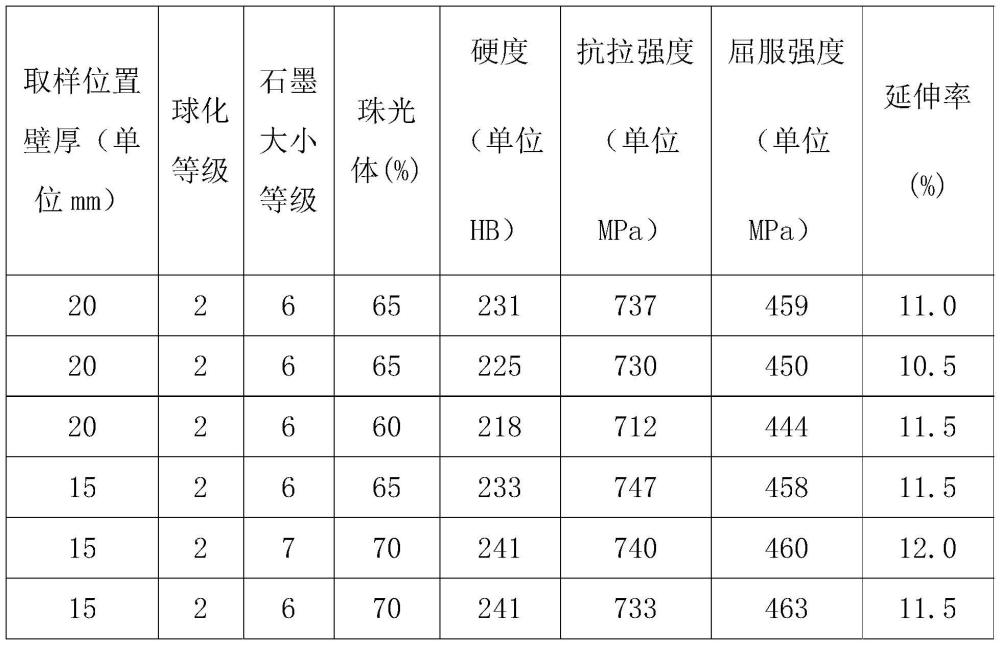
14、優選的:所述橋殼鑄件用球墨鑄鐵的力學性能:抗拉強度大于等于700mpa,延伸率大于等于10%,球化率級別大于等于2級,石墨大小5~8級,珠光體含量60%~90%,碳化物及磷共晶含量小于2%,布氏硬度210hb~290hb。
15、優選的:所述球化包的高徑比為1.6。
16、優選的:在上述f步驟中,隨澆注鐵水流均勻的加入0.05%~0.15%的艾肯958隨流孕育劑,控制冷卻時間大于130分鐘。
17、優選的:確保所述橋殼鑄件在所述成型模具箱的型腔內保溫160分鐘。
18、采用了上述技術方案后,本發明的有益效果是:
19、本發明提供的橋殼鑄件用球墨鑄鐵的制備方法,使用單線喂絲球化法生產高強度高韌性球墨鑄鐵qt700-10的橋殼。預處理步驟的設置,使冶金反應更充分,對鐵水實現預處理,能更好地為之后的球化處理做準備。單線喂絲球化法將球化過程和孕育過程分開,節省了球化包芯線喂絲和孕育處理之間的等待時間,有利于縮短喂絲時間,降低生產成本。熔煉爐與澆注包之間加設球化包,使反應更充分,成分更均勻,同時有利于提高生產效率。
20、上述的橋殼鑄件用球墨鑄鐵可滿足抗拉強度大于等于700mpa,延伸率大于等于10%,球化率級別大于等于2級,石墨大小5~8級,珠光體含量60%~90%,碳化物及磷共晶含量小于2%,布氏硬度210hb~290hb。使用上述球墨鑄鐵鑄造出的橋殼力學性能好,提高了使用壽命,而且降低橋殼的的整體重量,縮短了球化處理時間,降低制造成本,促進重卡輕量化的發展。
技術特征:
1.橋殼鑄件用球墨鑄鐵的制備方法,其特征在于,包括以下步驟:
2.權利要求1所述的橋殼鑄件用球墨鑄鐵的制備方法,其特征在于:制備出的所述橋殼鑄件用球墨鑄鐵中各元素成分的質量百分比為:c3.3%~3.9%,si2.3%~2.9%,mn0.2~0.8%,s<0.030%,p<0.04%,cu0.4%~0.8%,cr<0.08%,mg?0.03%~0.08%,re≤0.02%,余量為fe。
3.權利要求1所述的橋殼鑄件用球墨鑄鐵的制備方法,其特征在于:所述橋殼鑄件用球墨鑄鐵的力學性能:抗拉強度大于等于700mpa,延伸率大于等于10%,球化率級別大于等于2級,石墨大小5~8級,珠光體含量60%~90%,碳化物及磷共晶含量小于2%,布氏硬度210hb~290hb。
4.權利要求1所述的橋殼鑄件用球墨鑄鐵的制備方法,其特征在于:所述球化包的高徑比為1.6。
5.權利要求1所述的橋殼鑄件用球墨鑄鐵的制備方法,其特征在于:在上述f步驟中,隨澆注鐵水流均勻的加入0.05%~0.15%的艾肯958隨流孕育劑,控制冷卻時間大于130分鐘。
6.權利要求5所述的橋殼鑄件用球墨鑄鐵的制備方法,其特征在于:確保所述橋殼鑄件在所述成型模具箱的型腔內保溫160分鐘。
技術總結
本發明公開了一種橋殼鑄件用球墨鑄鐵的制備方法,球墨鑄鐵的原料包括10%~30%生鐵,30%~60%廢鋼、15%~40%回爐料;1.5%~2.5%增碳劑、1.5%~2.0%的75硅鐵;0.4%~0.8%電解銅、0.1%~0.4%碳化硅預處理劑、0.8%~0.95%含Mg30的球化包芯線、0.2%~0.6%含Ba孕育劑;0.05%~0.15%艾肯958隨流孕育劑;預處理步驟的設置,使冶金反應更充分,對鐵水實現預處理,能更好地為之后的球化處理做準備。單線喂絲球化法將球化過程和孕育過程分開,節省了球化包芯線喂絲和孕育處理之間的等待時間,縮短了喂絲時間,降低生產成本。熔煉爐與澆注包之間加設球化包,使反應更充分,提高了生產效率。上述方法制備出的球墨鑄鐵綜合性能好,降低了制備成本,用該球墨鑄鐵鑄造出的橋殼力學性能好,使用壽命長。
技術研發人員:張軍,賈凱,石守權,齊姍,忻紀飛
受保護的技術使用者:山東浩信股份有限公司
技術研發日:
技術公布日:2025/3/20
- 還沒有人留言評論。精彩留言會獲得點贊!