拼接板、熱成型部件及其制備方法與流程
本發明涉及一種拼接板、熱成型部件及其制備方法。
背景技術:
1、最近,為了通過汽車輕量化來提高燃油效率并確保乘客的安全,嘗試著將超高強度熱成型部件用作汽車的結構部件,且在相關領域中正進行多種研究。
2、專利文獻1公開了這種熱成型技術。根據專利文獻1,對al-si鍍覆鋼板以ac1以上的溫度范圍進行加熱后,通過壓力機進行熱成型并通過速冷來使母材的組織構成馬氏體,從而能夠確保1500mpa以上的拉伸強度。
3、另外,在采用al-si鍍覆鋼板制備拼接板的情況下,當進行激光焊接時可能會出現熔化的鍍層成分混入熔化區域的現象。尤其,al為助長鐵素體形成的成分,而且因混入熔化區域的al會導致熱成型后的焊接連接部無法實現期望水平的馬氏體化,而且當外力傳遞到最終產品時,在焊接連接部或與焊接連接部相鄰的熱影響部中可能會出現裂紋。專利文獻2公開一種為了防止鍍層成分如此混入焊接連接部的現象,對鍍層進行合金化處理后實施激光焊接的技術,但該技術存在即便進行鍍層的合金化處理也不能完全防止鍍層的al成分混入焊接連接部的現象的局限性。
4、專利文獻3公開一種為了防止al成分混入焊接連接部,在激光焊接之前去除焊接部附近的局部鍍層的技術。若如此去除焊接部附近的局部鍍層,雖然能夠部分緩解鍍層的al成分混入焊接連接部的現象,但必須引入用于去除鍍層的附加設備,并且伴隨焊接部附近的部分鍍層的去除,可能會導致焊接部附近區域的耐蝕性下降。
5、因此,目前亟需開發一種如下的技術:該技術即便在省略鍍層的局部或全部燒蝕(ablation)的情況下實施焊接,也能夠有效地防止伴隨al成分流入焊接連接部而出現的在焊接連接部或與焊接連接部相鄰的熱影響部中的物理性質下降的現象。
6、(專利文獻1)歐洲專利第ep0971044a1號
7、(專利文獻2)歐洲專利第ep3805421a1號
8、(專利文獻3)韓國公開專利公報第10-2009-0005004號
技術實現思路
1、本發明的一方面可提供一種拼接板、熱成型部件及其制備方法,該拼接板具有能夠有效地防止熱成型后的物理性質下降的焊接部。
2、本發明的技術問題并不局限于上述內容。從本說明書的整體內容中理解本發明的附加技術問題,對本領域技術人員來說并不存在任何困難。
3、本發明一方面的拼接板可包括:第一鍍覆鋼板,包括第一基底鋼板及在所述第一基底鋼板的至少一面上的第一al系鍍層;第二鍍覆鋼板,包括第二基底鋼板及在所述第二基底鋼板的至少一面上的第二al系鍍層;及焊接連接部,位于所述第一鍍覆鋼板及所述第二鍍覆鋼板之間且用于連接所述第一鍍覆鋼板及所述第二鍍覆鋼板,所述焊接連接部滿足以下[關系式1]及[關系式2],當包括在所述焊接連接部中的ni含量為2.2重量%以上時,所述焊接連接部滿足以下[關系式3],當包括在所述焊接連接部中的ni含量小于2.2重量%時,所述焊接連接部滿足以下[關系式4]。
4、[關系式1]
5、4.44×[c]+0.355×[mn]+0.505×[ni]+0.148×[cr]-[al]-1.388>0
6、[關系式2]
7、1.0<[cr]<8.0
8、[關系式3]
9、0.8≤[ni]/[cr]≤1.2
10、[關系式4]
11、0.3≤[mn]/[cr]≤1.1
12、在所述[關系式1]至所述[關系式4]中,[c]、[mn]、[ni]、[cr]及[al]指分別包括在焊接連接部中的c、mn、ni、cr及al的含量(重量%)。
13、所述焊接連接部可滿足以下[關系式5]及[關系式6]中的一個以上。
14、[關系式5]
15、[mn]≤4.5
16、[關系式6]
17、[ni]≤9.0
18、在所述[關系式5]及所述[關系式6]中,[mn]及[ni]指包括在焊接連接部中的mn及ni的含量(重量%)。
19、所述第一al系鍍層可為選自al-si系鍍層或al-fe系合金化鍍層中的一種,所述第二al系鍍層為選自al-si系鍍層或al-fe系合金化鍍層中的一種。
20、所述第一基底鋼板或所述第二基底鋼板可包括:以重量%計,c:0.01~0.15%、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.15%且0.25%以下、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.25%且0.45%以下、si:0.3~1.0%、mn:0.3~1.2%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質。
21、本發明的另一方面的拼接板的制備方法可包括:提供第一鍍覆鋼板及第二鍍覆鋼板的步驟,所述第一鍍覆鋼板在第一基底鋼板的至少一面上形成有第一al系鍍層,所述第二鍍覆鋼板在第二基底鋼板的至少一面上形成有第二al系鍍層;及對焊步驟,使所述第一鍍覆鋼板和所述第二鍍覆鋼板彼此鄰接地配置,供給填充焊絲的同時照射激光束來形成滿足以下[關系式1]及[關系式2]的焊接連接部,當所述填充焊絲為nicr系填充焊絲時,以使所述焊接連接部滿足以下[關系式3]的方式實施對焊,當所述填充焊絲為crmn系填充焊絲時,以使所述焊接連接部滿足以下[關系式4]的方式實施對焊。
22、[關系式1]
23、4.44×[c]+0.355×[mn]+0.505×[ni]+0.148×[cr]-[al]-1.388>0
24、[關系式2]
25、1.0<[cr]<8.0
26、[關系式3]
27、0.8≤[ni]/[cr]≤1.2
28、[關系式4]
29、0.3≤[mn]/[cr]≤1.1
30、在所述[關系式1]至所述[關系式4]中,[c]、[mn]、[ni]、[cr]及[al]指分別包括在焊接連接部中的c、mn、ni、cr及al的含量(重量%)。
31、在所述對焊步驟中,可以使所述焊接連接部滿足以下[關系式5]及[關系式6]中的一個的方式實施對焊。
32、[關系式5]
33、[mn]≤4.5
34、[關系式6]
35、[ni]≤9.0
36、在所述[關系式5]及所述[關系式6]中,[mn]及[ni]指包括在焊接連接部中的mn及ni的含量(重量%)。
37、所述nicr系填充焊絲可為以重量%計包括c:0.15~0.40%、ni:40.0~50.0%、cr:30.0~40.0%、mn:0%以上且4.5%以下、mo:0%以上且8%以下、si:0%以上且0.4%以下及其他不可避免的雜質的填充焊絲,所述crmn系填充焊絲可為以重量%計包括c:0.1~0.25%、cr:30.0~40.0%、mn:8.0~20.0%、ni:5.0~15.0%、si:0%以上且0.4%以下及其他不可避免的雜質的填充焊絲。
38、向通過所述激光束而形成的熔池中提供的所述填充焊絲的稀釋率可為5~20%。
39、所述激光束的輸出功率可為2~10kw,所述激光束的焊接速度可為1~6m/分鐘。
40、所述第一al系鍍層或所述第二al系鍍層可為在al-si系鍍浴中浸漬所述第一基底鋼板或所述第二基底鋼板而形成的al-si系鍍層;或者可為對所述al-si系鍍層進行合金化處理而形成的al-fe系合金化鍍層。
41、可對與所述焊接連接部相鄰的第一鍍層或第二鍍層省略局部或全部燒蝕(ablation)而實施對焊。
42、所述第一基底鋼板或所述第二基底鋼板可包括:以重量%計,c:0.01~0.15%、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.15%且0.25%以下、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.25%且0.45%以下、si:0.3~1.0%、mn:0.3~1.2%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質。
43、本發明的另一方面的熱成型部件可包括:第一鍍覆鋼板,包括第一基底鋼板及在所述第一基底鋼板的至少一面上的第一al系鍍層;第二鍍覆鋼板,包括第二基底鋼板及在所述第二基底鋼板的至少一面上的第二al系鍍層;及焊接連接部,位于所述第一鍍覆鋼板及第二鍍覆鋼板之間且滿足以下[關系式1]及[關系式2],所述第一基底鋼板及所述第二基底鋼板分別包括90面積%以上的馬氏體作為顯微組織,當包括在所述焊接連接部中的ni含量為2.2重量%以上時,所述焊接連接部滿足以下[關系式3],當包括在所述焊接連接部中的ni含量小于2.2重量%時,所述焊接連接部滿足以下[關系式4]。
44、[關系式1]
45、4.44×[c]+0.355×[mn]+0.505×[ni]+0.148×[cr]-[al]-1.388>0
46、[關系式2]
47、1.0<[cr]<8.0
48、[關系式3]
49、0.8≤[ni]/[cr]≤1.2
50、[關系式4]
51、0.3≤[mn]/[cr]≤1.1
52、在所述[關系式1]至所述[關系式4]中,[c]、[mn]、[ni]、[cr]及[al]指分別包括在焊接連接部中的c、mn、ni、cr及al的含量(重量%)。
53、所述焊接連接部可滿足以下[關系式5]及[關系式6]中的一個以上。
54、[關系式5]
55、[mn]≤4.5
56、[關系式6]
57、[ni]≤9.0
58、在所述[關系式5]及所述[關系式6]中,[mn]及[ni]指包括在焊接連接部中的mn及ni的含量(重量%)。
59、所述第一al系鍍層及所述第二al系鍍層可為al-fe系合金化鍍層。
60、所述第一基底鋼板或所述第二基底鋼板可包括:以重量%計,c:0.01~0.15%、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.15%且0.25%以下、si:0.1~0.5%、mn:0.5~2.5%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質;或者以重量%計,c:超過0.25%且0.45%以下、si:0.3~1.0%、mn:0.3~1.2%、p:0.05%以下、s:0.01%以下、al:0.5%以下、ti:0.1%以下、cr:0.5%以下、mo:0.5%以下、b:0.01%以下、余量的fe及其他不可避免的雜質。
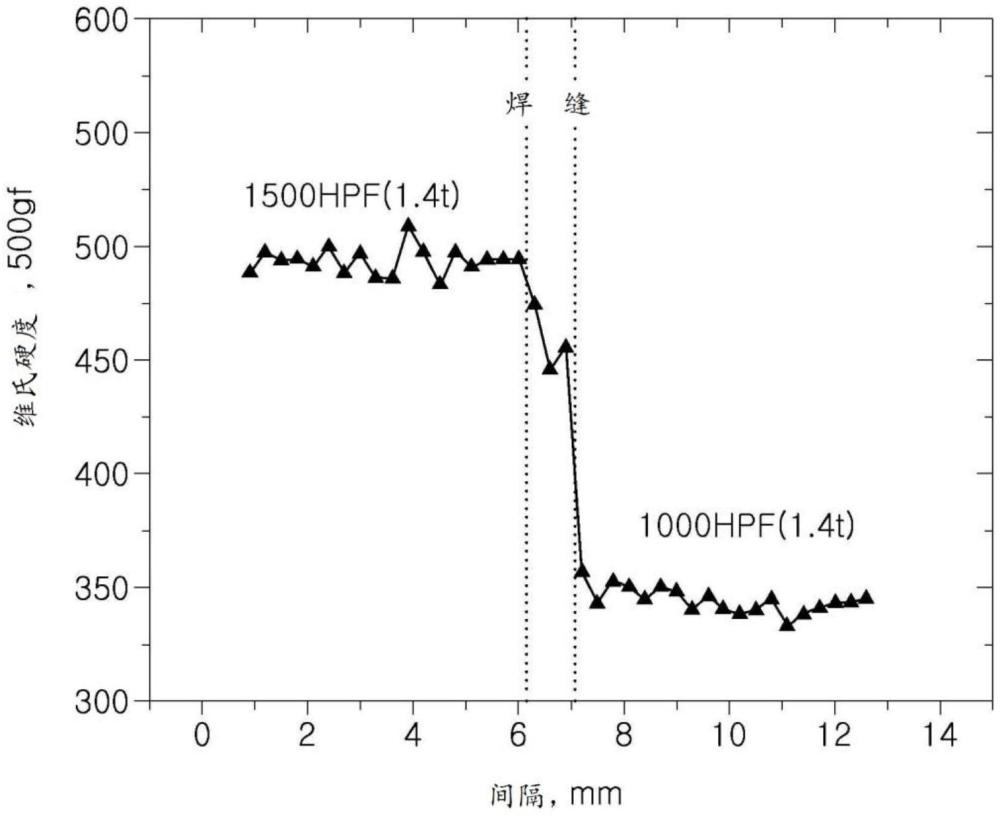
61、在所述第一基底鋼板和所述第二基底鋼板為同種鋼板的情況下,在所述焊接連接部的厚度中心部以500gf的荷載按0.3mm的間隔測量硬度值時,所述焊接連接部的最大硬度值(hv最大)和所述基底鋼板的平均硬度值(hv平均)之間的差值(△h最大)的絕對值及所述焊接連接部的最小硬度值(hv最小)和所述基底鋼板的平均硬度值(hv平均)之間的差值(△h最小)的絕對值可為70hv以下,其中所述硬度值的單位是hv。
62、在所述第一基底鋼板和所述第二基底鋼板為異種鋼板的情況下,在所述焊接連接部的厚度中心部以500gf的荷載按0.3mm的間隔測量硬度值時,所述焊接連接部的最大硬度值(hv最大)可具有在所述第一基底鋼板及所述第二基底鋼板中“相對硬質的基底鋼板的中心部的平均硬度值(hv平均1)+50hv”以下的硬度值,所述焊接連接部的最小硬度值(hv最小)可具有在所述第一基底鋼板及所述第二基底鋼板中“相對軟質的基底鋼板的中心部的平均硬度值(hv平均2)-50hv”以上的硬度值,其中所述硬度值的單位是hv。
63、在所述焊接連接部中的裂紋率可為0%以上且小于3%。
64、本發明的另一方面的熱成型部件的制備方法可包括:加熱步驟,將通過前述的拼接板的制備方法提供的拼接板加熱至奧氏體化溫度以上的溫度范圍;及熱成型步驟,在能夠水冷的模具中對加熱后的所述拼接板進行熱成型,之后立刻冷卻至馬氏體相變開始溫度以下的溫度范圍。
65、上述技術問題的解決方案并未列舉本發明的全部技術特征,對于本發明的多種技術特征和由此帶來的優點及技術效果,若參照以下的具體實現例及實施例應能更加詳細地理解。
66、根據本發明的一方面,可提供一種拼接板,該拼接板即便在未實施鍍層的局部或全部燒蝕(ablation)的情況下實施焊接,在熱成型后的拉伸試驗中,焊接連接部或與焊接連接部相鄰的熱影響部中也不會出現裂紋。
67、根據本發明的一方面,可提供一種熱成型部件,該熱成型部件不僅具有較高的強度特性且碰撞安全性優異,因此適合于用作汽車的凹陷防止(anti-intrusion)部件及能量吸收部件等。
68、本發明的技術效果并不局限于上述內容,可解釋為包括本領域技術人員能夠從本說明書中記載的內容中合理推導的內容。
- 還沒有人留言評論。精彩留言會獲得點贊!