一種切紙刀用高強-塑多組元合金材料
本發明涉及金屬合金及其制備,具體涉及一種切紙刀用高強-塑多組元合金材料。
背景技術:
1、切紙刀在切割過程中的需要較高的強度、硬度和塑性來保持切割的穩定性和耐用性,不同材料的不同性能也影響了其適用范圍和切割效果。選擇合適的材料和結構可以提高切紙刀的使用壽命和切割精度。目前,切紙刀用合金牌號主要包括t10a、9crsi、w18cr4v等幾種。t10a是一種普通碳素工具鋼,具有高硬度、良好的機械性能和易加工性,但強度不高,多用于制作中低檔次的切紙刀片。9crsi是一種碳鋼材料,具有高硬度和高耐磨性,常用于中高檔次的切紙刀片制作。w18cr4v是一種高速鋼,具有高硬度、高耐磨性和高耐熱性,適用于對硬度要求較高的切紙刀片,但其脆性較大。三種合金的性能保證均需要復雜的熱處理工藝完成,成本昂貴。
2、傳統的合金體系主要是以一種具有某種特殊性能的元素為基體,加入少量其它元素以改善其性能。常用的金屬元素種類有限,添加量也有限,無形中制約了合金材料可使用的數量。多組元合金(高熵合金)的概念打破了這個限制,主要元素數目往往≥5。已報道的高性能多組元合金往往是在一種體系的基礎上,增加或改變一種元素的含量,即可明顯改變合金的微觀結構進而改善性能。多組元合金以其獨特的結構和性能在航空航天、石油化工、模具、機械零件等領域具有廣闊的應用空間。開發一種不需熱處理即可滿足高強度、高硬度、脆性小的合金材料,在切紙刀等市場具有巨大的應用潛力。
技術實現思路
1、本發明的目的在于提供一種切紙刀用高強-塑多組元合金材料,以解決上述背景技術中提出的問題。
2、為實現上述目的,本發明提供如下技術方案:一種切紙刀用高強-塑多組元合金材料,其成分按原子比設計為:cravbnbczrdtie,其中a:b:c:d:e=(0.1-0.5):(0.3-0.7):(0.4-0.6):(0.8-1.2):(0.8-1.2)。
3、優選的,所述多組元合金體系化學成分按原子比設計為:cravbnbczrdtie;其中a=0.1,b=0.5,c=0.5,d=1,e=1。
4、優選的,所述多組元合金體系化學成分按原子比設計為:cravbnbczrdtie;其中a=0.3,b=0.5,c=0.5,d=1,e=1一種制備多組元合金材料的方法,包括如下步驟:
5、s1.將海綿鈦塊和按照配比準備好的所述金屬原材料cr、v、nb、zr、ti分別裝入非自耗真空電弧熔煉爐中的兩個不同坩堝里,先將爐腔抽真空,再反充氬氣,于氬氣保護下先熔化一個坩堝里的海綿鈦塊,去除熔煉環境中殘留的氧,防止熔煉過程中金屬的氧化;
6、s2.在氬氣保護下,對另一個坩堝內配比好的合金進行電弧熔煉,所述電弧熔煉的過程中伴隨電磁攪拌,冷卻后,得到紐扣樣品;對所述紐扣樣品進行翻轉,重復多次熔煉,確保合金材料完全熔化且成分均勻;
7、s3.將冷卻后的樣品從熔煉爐中取出,切割成合適的小塊,并去除小塊樣品的表面氧化皮,將小塊樣品重新裝入電弧熔煉爐中,熔化、吸鑄、冷卻后得到不同尺寸規格的合金試樣。
8、優選的,在步驟s1的所述準備中,包括對其進行清洗的過程;
9、所述清洗的過程是采用角磨機、砂輪機或砂紙打磨所述金屬原材料,再采用酒精或丙酮為清洗溶劑將所述金屬原材料在超聲波中進行振蕩清洗5~10min;
10、所述超聲波的功率密度為0.5~1.5w/cm2、頻率為25~50hz。
11、優選的,步驟s1中所述將爐腔抽真空達到2.5×10-3pa后打開氬氣閥使得爐腔內氣壓恢復至1~20pa;
12、所述電弧熔煉的電流為50a~120a。
13、優選的,步驟s2中在重復進行每次所述電弧熔煉過程前對所述紐扣樣品進行翻轉;
14、重復多次所述電弧熔煉過程需保持熔融狀態2min~5min。
15、優選的,步驟s3中表面氧化皮的去除是采用角磨機、砂輪機或砂紙打磨所述金屬原材料,再采用酒精或丙酮為清洗溶劑將所述金屬原材料在超聲波中進行振蕩清洗5~10min;
16、所述超聲波的功率密度為0.5~1.5w/cm2、頻率為25~50hz;
17、步驟s3中真空吸鑄壓力為1~10pa。
18、與現有技術相比,本發明的有益效果是:
19、1.本發明通過調節cr含量,來達到強度、硬度-塑性的最佳組合,以適應不同硬度紙張的剪切需求,其性能保持了現有切紙刀材料的高硬度,同時在屈服強度和塑性等主要性能指標上都較現有材料有明顯優勢,且材料鑄態下成分穩定,不需要熱處理,節省了熱處理的大量成本。
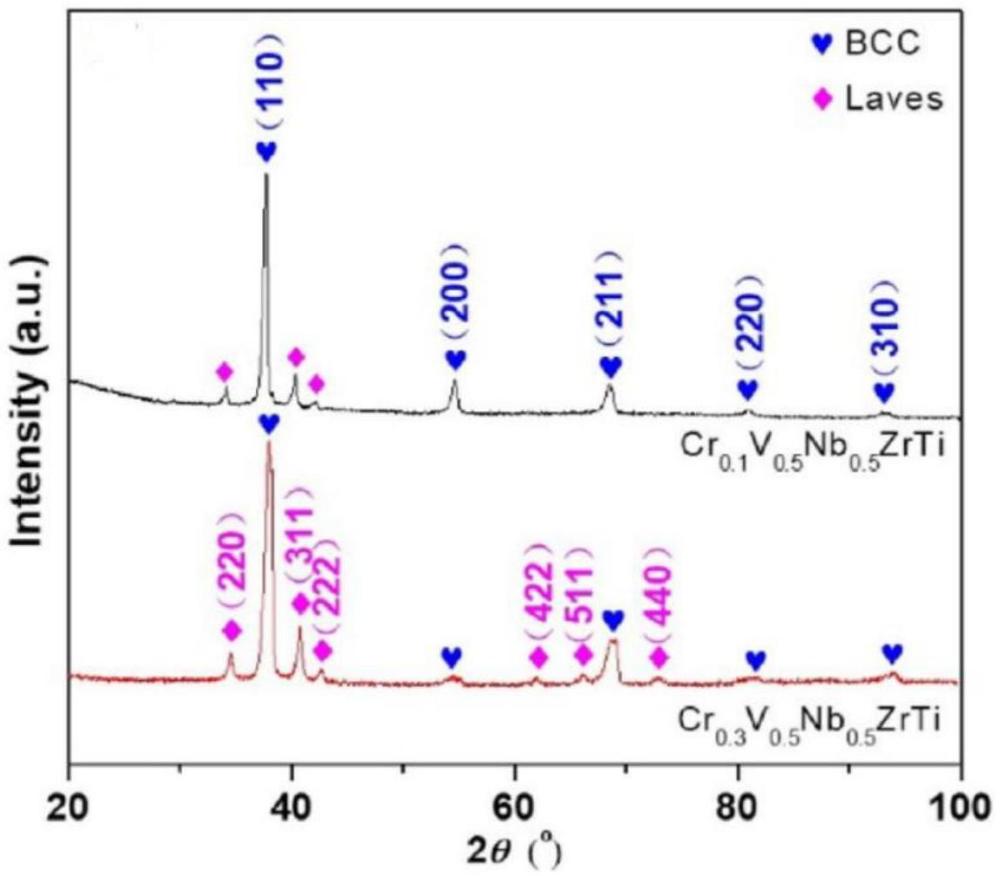
20、2.本發明的合金材料在鑄態下為簡單的bcc+laves兩相結構,laves為堅硬的立方c15結構,隨著cr含量的增加,laves相含量增多,其強度升高,其中cr0.1v0.5nb0.5zr1ti1和cr0.3v0.5nb0.5zr1ti1兩種合金,具有不同的強度-塑性組合,適合不同硬度紙張的切割需求。
技術特征:
1.一種切紙刀用高強-塑多組元合金材料,其特征在于:其成分按原子比設計為:cravbnbczrdtie,其中a:b:c:d:e=(0.1-0.5):(0.3-0.7):(0.4-0.6):(0.8-1.2):(0.8-1.2)。
2.根據權利要求1所述的一種切紙刀用高強-塑多組元合金材料,其特征在于:所述多組元合金體系化學成分按原子比設計為:cravbnbczrdtie;其中a=0.1,b=0.5,c=0.5,d=1,e=1。
3.根據權利要求1所述的一種切紙刀用高強-塑多組元合金材料,其特征在于:所述多組元合金體系化學成分按原子比設計為:cravbnbczrdtie;其中a=0.3,b=0.5,c=0.5,d=1,e=1。
4.一種制備權利要求1-3所述的多組元合金材料的方法,其特征在于:包括如下步驟:
5.根據權利要求4所述的一種多組元合金材料的制備方法,其特征在于:在步驟s1的所述準備中,包括對其進行清洗的過程;
6.根據權利要求4所述的一種多組元合金材料的制備方法,其特征在于:步驟s1中所述將爐腔抽真空達到2.5×10-3pa后打開氬氣閥使得爐腔內氣壓恢復至1~20pa;
7.根據權利要求4所述的一種多組元合金材料的制備方法,其特征在于:步驟s2中在重復進行每次所述電弧熔煉過程前對所述紐扣樣品進行翻轉;
8.根據權利要求4所述的一種多組元合金材料的制備方法,其特征在于:步驟s3中表面氧化皮的去除是采用角磨機、砂輪機或砂紙打磨所述金屬原材料,再采用酒精或丙酮為清洗溶劑將所述金屬原材料在超聲波中進行振蕩清洗5~10min;
技術總結
本發明公開了一種切紙刀用高強?塑多組元合金材料,涉及金屬合金及其制備技術領域,成分為Cr<subgt;a</subgt;V<subgt;b</subgt;Nb<subgt;c</subgt;Zr<subgt;d</subgt;Ti<subgt;e</subgt;,其中a:b:c:d:e=(0.1?0.5):(0.3?0.7):(0.4?0.6):(0.8?1.2):(0.8?1.2),本發明還公開了所述多組元合金體系的制備方法,所述多組元合金具有超高的強度、硬度和良好的塑性,作為切紙刀用合金,相對于現有切紙刀用合金,在保留高硬度的基礎上,強度和塑性都得到了大幅度提升,即本發明提供的一種兼具強度、硬度和塑性的六元合金CrVNbZrTi來豐富多組元合金體系,該多組元合金綜合力學性能優異,在中高檔切紙刀市場具有明顯競爭優勢。
技術研發人員:王璐,楊林,宋月,李桂楓,葛茂忠,王澤,百志好,劉澤鵬
受保護的技術使用者:江蘇理工學院
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!